文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
本节框架
2.1.1 工程测量方法及要求 ★★
2.1 工程测量技术 2.1.2 工程测量的实施与控制 ★★
2.1.3 工程测量仪器的应用 ★★
2.2.1 起重机械的分类与选用 ★★★
第2章 2.2.2 索吊具的分类与选用 ★★★
2.2 起重技术
机电工程 2.2.3 吊装方法和吊装稳定性要求 ★★★
专业技术 2.2.4 吊装方案的编制与实施 ★★★
2.3.1 焊接设备和焊接材料的分类及选用 ★★
2.3.2 焊接方法和焊接工艺 ★★
2.3 焊接技术
2.3.3 焊接应力与焊接变形 ★★★
2.3.4 焊接质量检验 ★★★
P42~P49 焊接设备和焊接 材料与焊接方法和焊接工艺 ★★
8
7
1
9
4
考点要求: 3 8
信
微
系
【读】焊接设备 联
题
押
【读】焊接材准料
精
【记】焊接方法
【记】焊接工艺
【记】焊接工艺评定
历年考情:
年份 2020年 2021年 2022年 2023年 2024年
8
7
题型 多选 ~ 多选 多选 单选9 1
4
8
3
信
1. 焊接设备 微
系
联
1)焊接设备分类【读一读】 一
唯
(1)焊条电弧焊设备
(2)钨极惰性气体保护焊设备
(3)CO₂气体保护焊设备
(4)埋弧焊设备
(5)电渣焊设备
(6)螺柱焊设备
(7)焊接机器人
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2)常用焊接设备的应用
序号 设备 特点及适用范围
1 焊条电弧焊设备 应用广泛
① 适用金属材料种类多。但低熔点、易挥发的金属材料
(铅、锌)除外
② 适用焊接位置种类多。如平焊、平角焊、横焊、立
钨极
2 焊、仰焊,以及水平固定的管件的对接接头的全位置焊。
惰性气体保护焊设备
野外8施工配备防风设施
7
1
9
8 4③ 适用接头厚度为0.5~4.0mm
3
信
微 ④ 可用于焊接自动化
系
联 ① 主要用于低碳钢及低合金钢
3 CO₂气体保护焊题设备
押
② 也用于易损零件的堆焊及铸钢件的补焊
准
精
【2024】下列金属板材焊接时,不能采用钨极惰性气体保护焊的是( )。
A. 锌板
B. 钢板
C. 镍板
D. 钛板
【答案】A
1
7 8
9
8
4
【解析】钨极惰性气体保护焊机应用的金属 材料种类多,除了低熔信
3
点、易挥发的金属
微
系
材料(如铅、锌等)以外,均可采用钨极惰性气体保护 焊机进行焊联接。
一
唯
2. 焊接材料
1)焊条的分类及选用
(1)同种钢焊接时焊条的选用原则
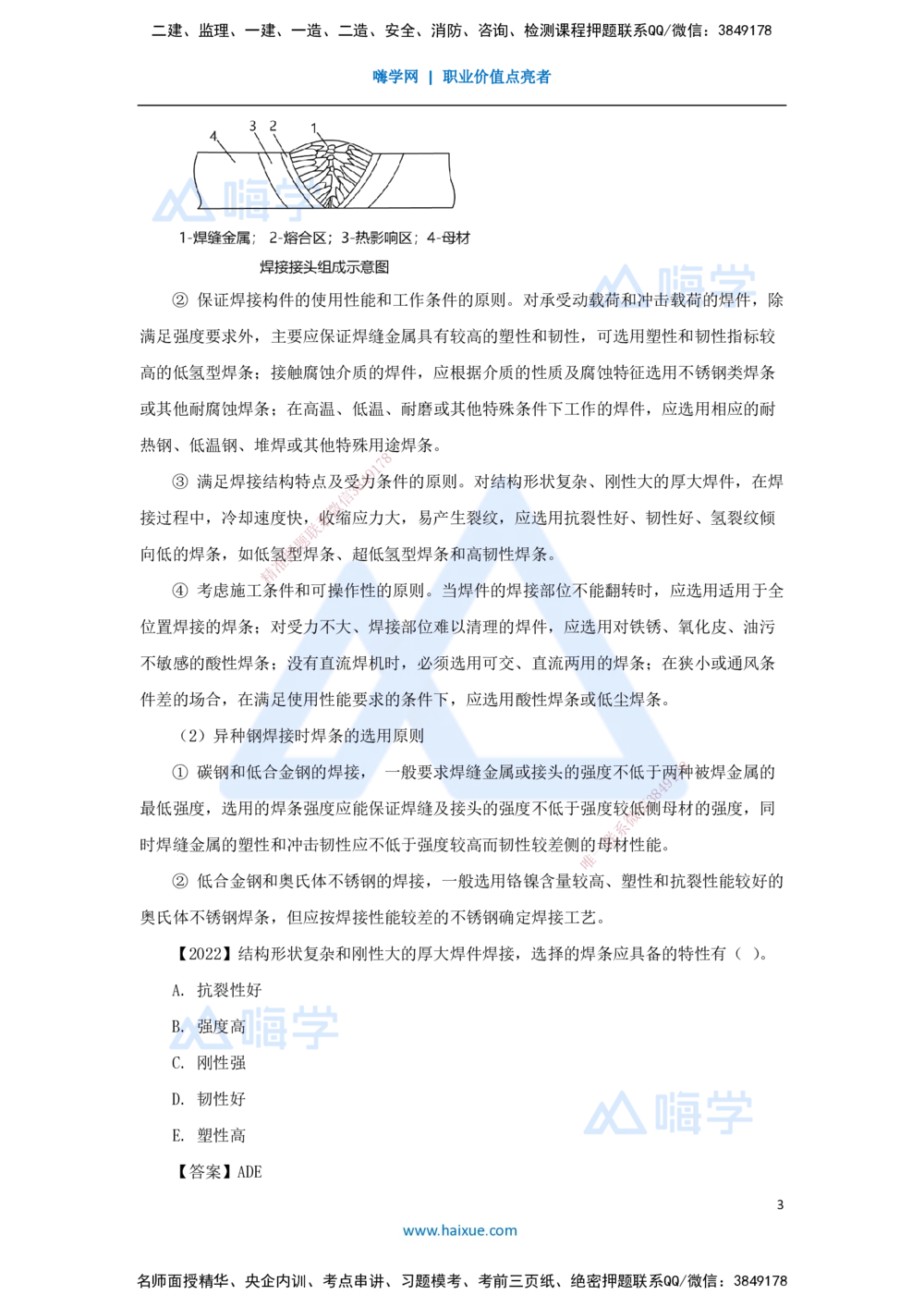
① 焊缝金属的力学性能和化学成分匹配的原则。规定要求焊缝金属与母材等强度,应
选用熔敷金属抗拉强度等于或稍高于母材的焊条;对于合金钢,要求焊缝金属合金成分与
母材相同或接近;在焊接结构刚性大、接头应力高、焊缝易产生裂纹的不利情况下,应考
虑选用比母材强度低的焊条;当母材中碳、硫、磷等元素的含量偏高时,焊缝中易产生裂
纹,应选用抗裂性能好的低氢型焊条。
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
② 保证焊接构件的使用性能和工作条件的原则。对承受动载荷和冲击载荷的焊件,除
满足强度要求外,主要应保证焊缝金属具有较高的塑性和韧性,可选用塑性和韧性指标较
高的低氢型焊条;接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征选用不锈钢类焊条
或其他耐腐蚀焊条;在高温、低温、耐磨或其他特殊条件下工作的焊件,应选用相应的耐
热钢、低温钢、堆焊或其他特殊用途焊条。
8
7
1
9
③ 满足焊接结构特点及受8 4力条件的原则。对结构形状复杂、刚性大的厚大焊件,在焊
3
信
微
接过程中,冷却速度快,系收缩应力大,易产生裂纹,应选用抗裂性好、韧性好、氢裂纹倾
联
题
向低的焊条,如低氢押型焊条、超低氢型焊条和高韧性焊条。
准
精
④ 考虑施工条 件和可操作性的原则。当焊件的焊接部位不能翻转时,应选用适用于全
位置焊接的焊条;对受力 不大、焊接部位难以清理的焊件,应选用对铁锈、氧化皮、油污
不敏感的酸性焊条;没有直流焊机时,必须选用可交、直流两用的焊条;在狭小或通风条
件差的场合,在满足使用性能要求 的条件下,应选用酸性焊条或低尘焊条。
(2)异种钢焊接时焊条的选用原则
8
① 碳钢和低合金钢的焊接, 一般要求焊 缝金属或接头的强度不低于两
1
7种被焊金属的
9
8
4
最低强度,选用的焊条强度应能保证焊缝及接头 的强度不低于强度较低信
3
侧母材的强度,同
微
系
时焊缝金属的塑性和冲击韧性应不低于强度较高而韧性 较差侧的一母
联
材性能。
唯
② 低合金钢和奥氏体不锈钢的焊接,一般选用铬镍含量 较高、塑性和抗裂性能较好的
奥氏体不锈钢焊条,但应按焊接性能较差的不锈钢确定焊接工艺。
【2022】结构形状复杂和刚性大的厚大焊件焊接,选择的焊条应具备的特性有( )。
A. 抗裂性好
B. 强度高
C. 刚性强
D. 韧性好
E. 塑性高
【答案】ADE
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
【解析】对结构形状复杂、刚性大的厚大焊件,在焊接过程中,冷却速度快,收缩应
力大,易产生裂纹,应选用抗裂性好、韧性好、塑性高、氢致裂纹倾向低的焊条。
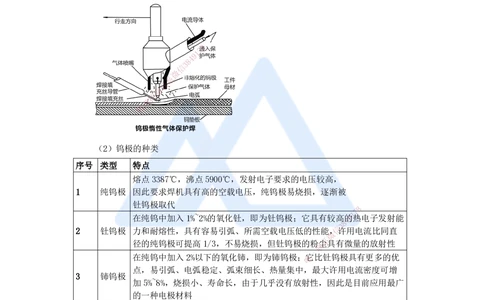
2)钨极材料的特性及种类
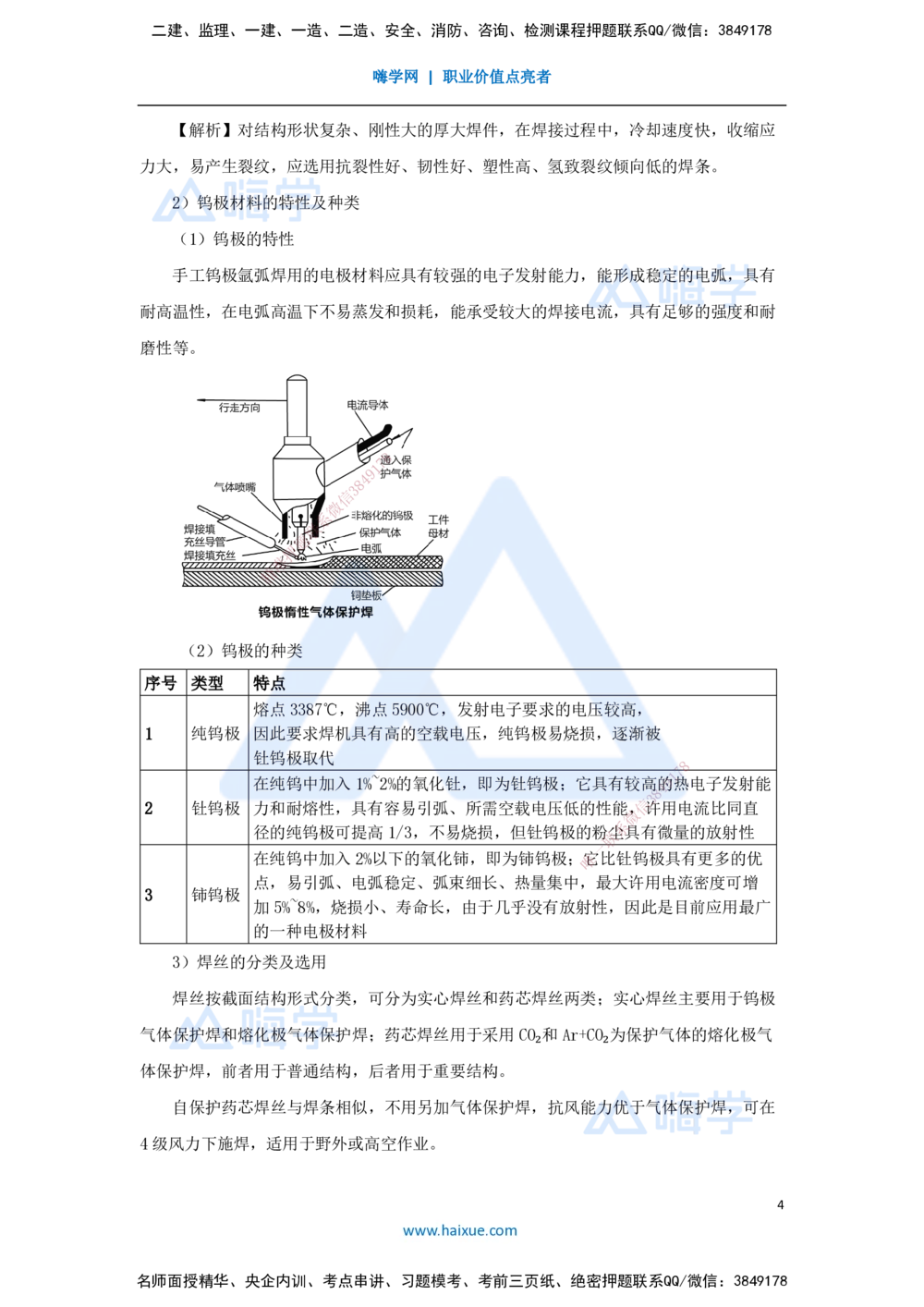
(1)钨极的特性
手工钨极氩弧焊用的电极材料应具有较强的电子发射能力,能形成稳定的电弧,具有
耐高温性,在电弧高温下不易蒸发和损耗,能承受较大的焊接电流,具有足够的强度和耐
磨性等。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
(2)钨极的种类
序号 类型 特点
熔点3387℃,沸点 5900℃,发射电子要求的电压较高,
1 纯钨极 因此要求焊机具有高的 空载电压,纯钨极易烧损,逐渐被
钍钨极取代
8
1
7
在纯钨中加入1%~2%的氧化钍, 即为钍钨极;它具有较高
8
4的9热电子发射能
2 钍钨极 力和耐熔性,具有容易引弧、所需 空载电压低的性能,信
3
许用电流比同直
微
径的纯钨极可提高1/3,不易烧损, 但钍钨极的粉尘
系
具有微量的放射性
联
一
在纯钨中加入2%以下的氧化铈,即为铈 钨极;唯它比钍钨极具有更多的优
点,易引弧、电弧稳定、弧束细长、热量集 中,最大许用电流密度可增
3 铈钨极
加5%~8%,烧损小、寿命长,由于几乎没有放射性,因此是目前应用最广
的一种电极材料
3)焊丝的分类及选用
焊丝按截面结构形式分类,可分为实心焊丝和药芯焊丝两类;实心焊丝主要用于钨极
气体保护焊和熔化极气体保护焊;药芯焊丝用于采用CO₂和Ar+CO₂为保护气体的熔化极气
体保护焊,前者用于普通结构,后者用于重要结构。
自保护药芯焊丝与焊条相似,不用另加气体保护焊,抗风能力优于气体保护焊,可在
4级风力下施焊,适用于野外或高空作业。
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
4)焊接气体的分类及应用
(1)焊接气体的分类
① 气焊切割气体:助燃气体,氧气;可燃气体,乙炔、丙烷、石油气、天然气等。
② 焊接保护气体:二氧化碳(CO₂)、氦气(He)、氩气(Ar)、氮气(N₂)、氧气
(O₂)和氢气(H₂)。
8
7
1
9
(2)焊接气体的应用 8 4
3
信
微
① 用N₂作保护气体系可焊接铜和不锈钢,也用于等离子弧切割,作外层保护气体。
联
题
② 用H₂作还原押性气体,焊接时与O₂混合燃烧,作为气焊热源。
准
精
③ 焊接低合金 高强钢,从减少氧化物夹杂和焊缝含氧量出发,希望采用纯Ar做保护
气体;从稳定电弧和焊缝 成型出发,希望向Ar中加入氧化性气体。
5)焊剂的分类及应用
分类方式 具体类别
生产工艺 粘结焊剂、烧 结焊剂、熔炼焊剂
分类
添加成分 中性焊剂、活性焊 剂、合金焊剂
8
埋弧焊用的焊剂的焊 接工艺性能、化学冶金性能是1决7定
应用 ~
焊缝金属的主要因素
信
3 8
4 9
微
6)焊接材料的复验要求【案例】 系
联
一
唯
(1)钢结构的焊接材料复验
建筑结构安全等级为一级的一、二级焊缝,建筑结构安全等级为二级的一级焊缝、大
跨度的一级焊缝、重级工作制吊车梁结构中的一级焊缝所用的焊接材料应按到货批次进行
复验,复验合格方可使用。
(2)特种设备的焊接材料复验
球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。
焊条、焊丝、焊剂等超过期限时,应经复验合格后方可使用。
7)焊条的保管和烘干
① 焊条必须存放在干燥通风、整洁的库房中,摆放在距地面、墙面300mm以上的架子
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
上,保持上下、左右空气通畅,以免受潮;焊条在库房中应按种类、牌号、批次、规格及
入库时间等分类存放,每种焊条应有明确的标识,避免混放;焊条库房中应装有温度计和
湿度计,温度不低于5℃,湿度不大于60%。
② 焊条使用前应按说明书规定进行烘干,酸性焊条烘干温度为70~150℃,保温时间
1~1.5h;碱性焊条烘干温度300~400℃,保温时间1~2h;随烘随用并存放在保温桶内,以
免再次受潮。
【2023】焊接时,可用作焊接保护气体的有( )。
A. 丙烷
B. 氧气
C. 乙炔 8
7
1
9
4
8
D. 氩气 信 3
微
系
E. 二氧化碳 联
题
押
【答案】BDE 准
精
【解析】二氧化 碳(CO₂)、氦气(He)、氩气(Ar)、氮气(N₂)、氧气(O₂)和氢气
(H₂)。
3. 焊接方法
方法 特点 种类
依靠金属 电弧焊、 电渣焊、气焊、电子束焊、激光焊
熔化焊
熔化焊接 【电气电子和激光】
8
1
7
压力焊
依
压
靠
力
施
焊
加
接
爆
电
炸
阻
焊
焊
、冷压焊、 摩擦焊、扩散焊、超声
信
3
焊
8
4 9、高频焊、
微
系
依靠熔点低 软钎焊(钎料熔点低于 450℃) 联
钎焊 一
的钎料焊接 硬钎焊(钎料熔点高于45 0℃)唯
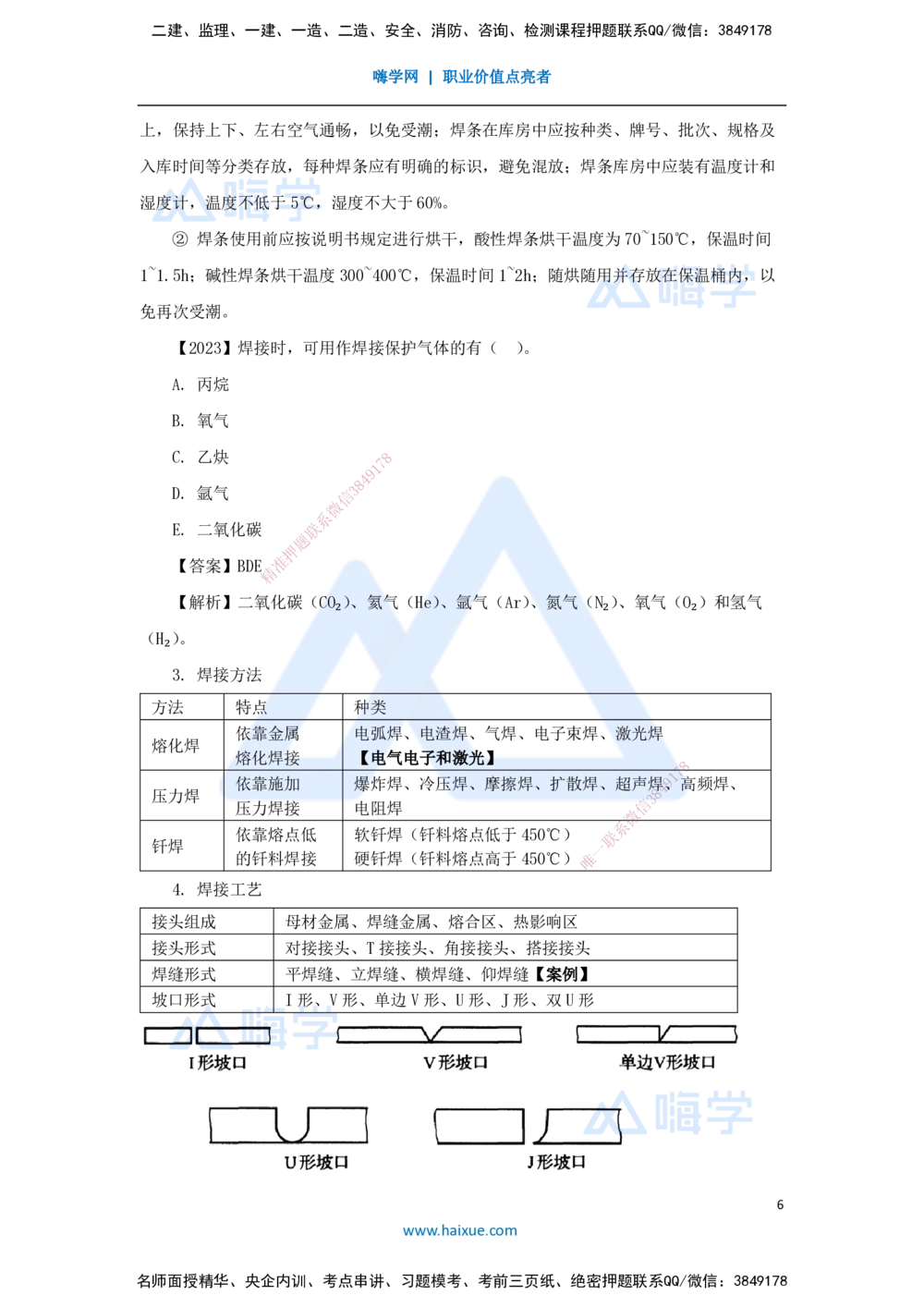
4. 焊接工艺
接头组成 母材金属、焊缝金属、熔合区、热影响区
接头形式 对接接头、T接接头、角接接头、搭接接头
焊缝形式 平焊缝、立焊缝、横焊缝、仰焊缝【案例】
坡口形式 I形、V形、单边V形、U形、J形、双U形
6
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
5. 焊接工艺评定
1)焊接工艺评定的实施【案例】
焊接工艺评定是为了验证所拟定的焊接工艺正确性而进行的试验过程及结果评价;焊
接工艺评定应在本单位进行,并由本单位操作技能熟练的焊接人员使用本单位的设备焊接
试件。
(1)焊接工艺评定预规程:为进行焊接工艺评定拟定的焊接工艺文件。
(2)焊接工艺评定报告:记载验证性试验及其结果,对拟定的预焊接工艺规程进行评
价的报告。
(3)焊接工艺规程:根据焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
(4)焊接工艺指导书:与制造8焊件有关的加工和操作的细则性作业文件。一个焊接工
7
1
9
4
8
艺评定报告可用于编制多个信焊3接作业指导书;一个焊接作业指导书可以依据一个或多个焊
微
系
接工艺评定报告编制。联
题
押
2)焊接工艺评准定的规则
精
(1)按照《承压 设备焊接工艺评定》把焊接所有工艺参数分为重要因素、次要因素、
补加因素。
(2)重要因素变化需要重 新进行评定,如焊接方法、母材分类、母材厚度、焊丝类
别、预热、焊后热处理、保护气体种 类、电流的种类和极性等。
(3)次要因素变化则无需重新评定, 如坡口形式尺寸、焊丝规格、保护气体流量等,
8
1
7
但需要重新编制焊接工艺规程。
8
4 9
信
3
微
(4)有冲击韧性要求时,补加因素上升为重要因素,如线能量、平焊改立焊、多道焊
系
联
一
改单道焊等,反之下降为次要因素。 唯
【2017】关于焊接工艺评定的说法,正确的有( )。
A. 用于验证和评定焊接工艺方案的正确性
B. 直接用于指导生产
C. 是焊接工艺指导书的支持文件
D. 同一焊接工艺评定可作为几份焊接工艺指导书的依据
E. 多份焊接工艺评定可作为一份焊接工艺指导书的依据
【答案】ACDE
【解析】焊接工艺评定报告不能直接用于指导生产,它是编制焊接工艺指导书的依
据,并用焊接工艺指导书指导生产。
7
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
考点总结
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
8
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
