文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2.3 焊焊接接技技术术★★
2.3.1 焊接设备和焊接材料的分类及选用
2.3.2 焊接方法和焊接工艺
2.3.3 焊接应力与焊接变形
2.3.4 焊接质量检验
考查形式:选择
2024 2023 2022
1 2 2
2.3.1 焊焊接接设设备备和和焊焊接接材材料料的的分分类类及及选选用用
1.焊接设备
1)焊接设备分类
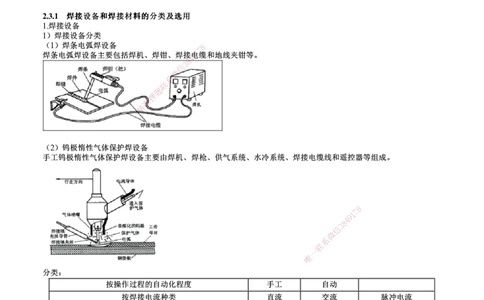
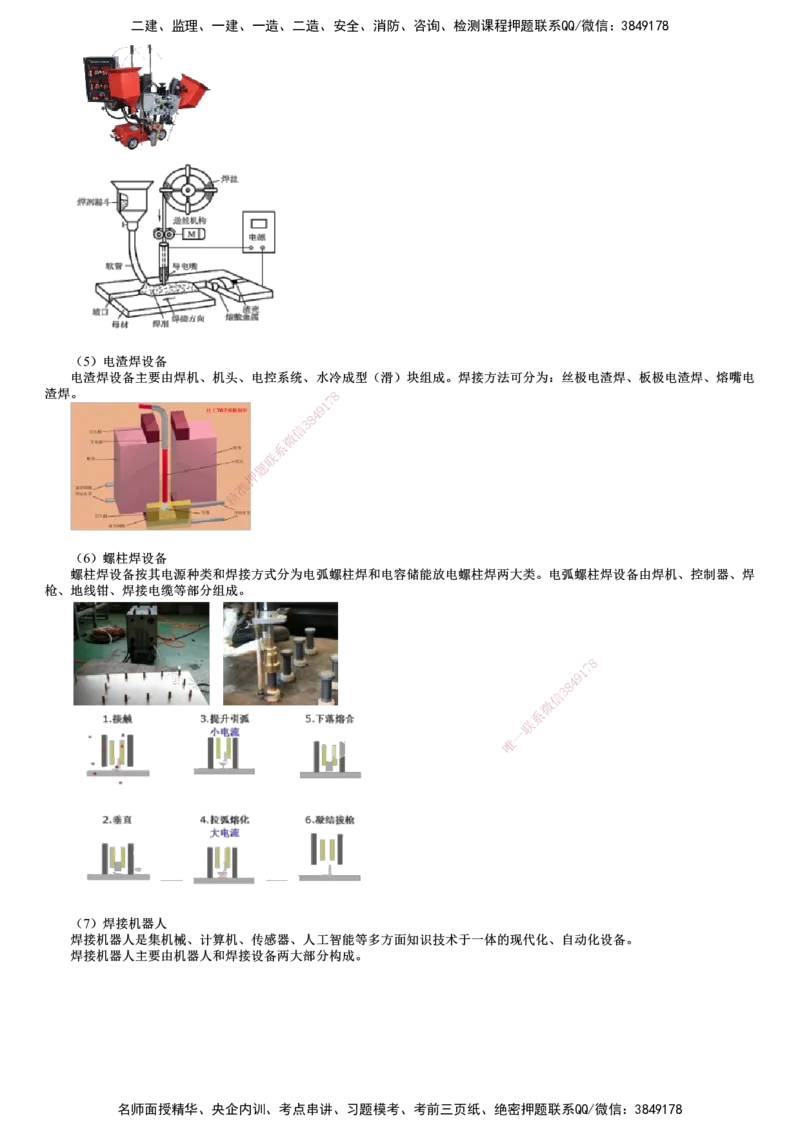
(1)焊条电弧焊设备
8
7
焊条电弧焊设备主要包括焊机、焊钳、焊接9电1缆和地线夹钳等。
4
8
3
信
微
系
联
题
押
准
精
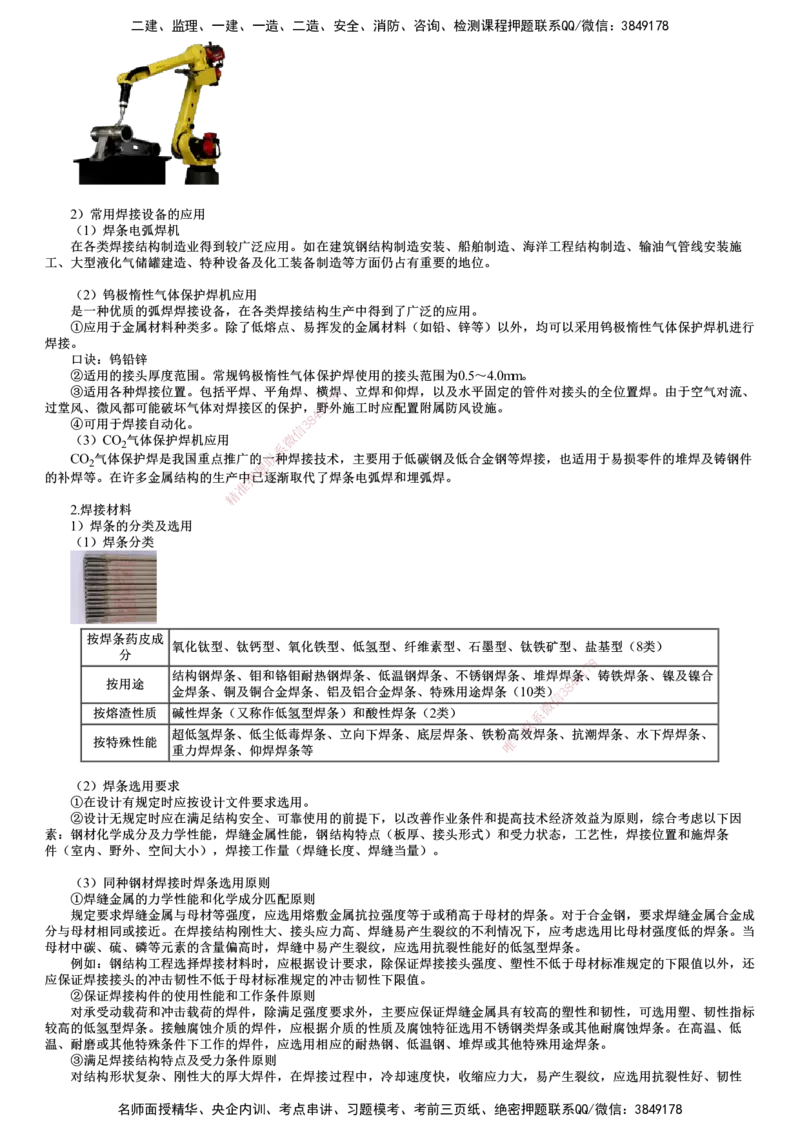
(2)钨极惰性气体保护焊设备
手工钨极惰性气体保护焊设备主要由焊机、焊枪、供气系统、水冷系统、焊接电缆线和遥控器等组成。
8
7
1
9
4
8
3
信
微
系
联
一
唯
分类:
按操作过程的自动化程度 手工 自动
按焊接电流种类 直流 交流 脉冲电流
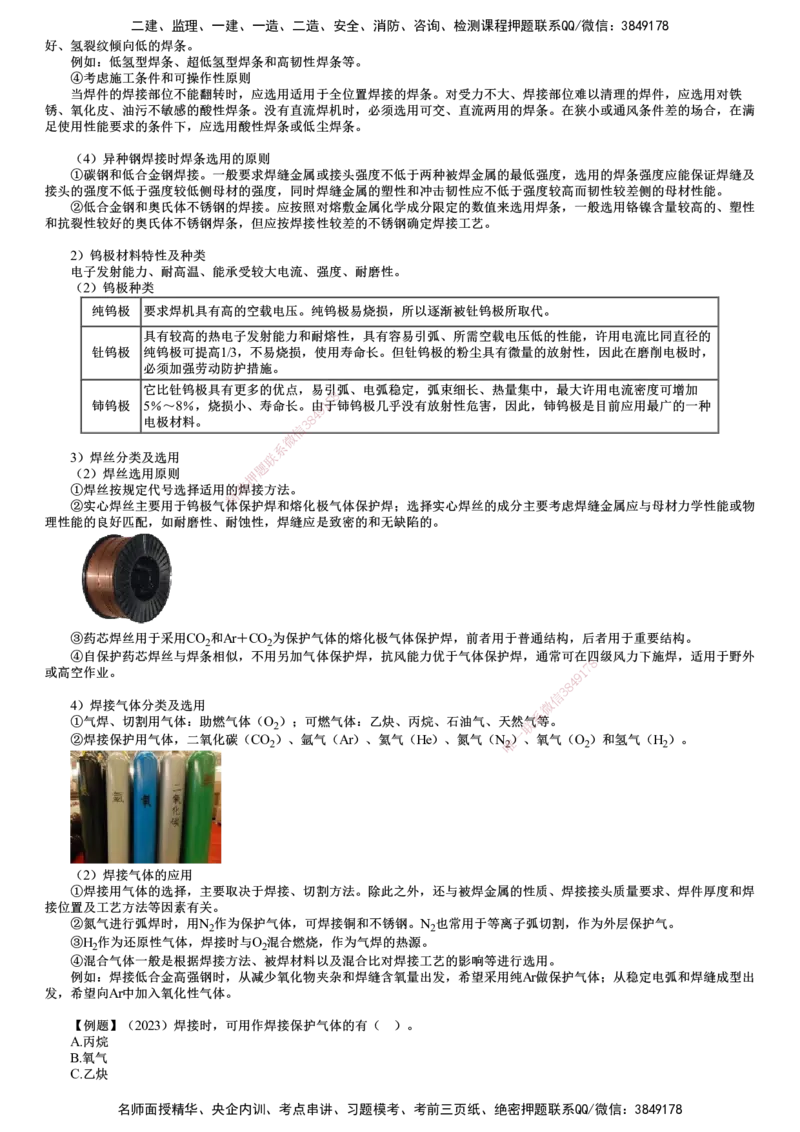
(3)CO 气体保护焊设备
2
CO 气体保护焊设备主要由焊机、焊枪、送丝机构、供气系统和控制系统组成。
2
(4)埋弧焊设备
埋弧焊设备按焊接过程的自动化程度可分为机械化、自动和全自动三类。
埋弧焊机组成:焊接小车和机头移动机构、送丝机、焊丝矫正压紧机构、焊接电源、控制系统等。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
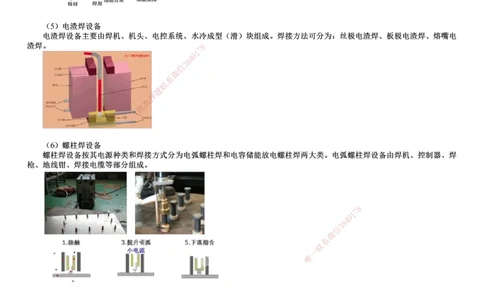
(5)电渣焊设备
电渣焊设备主要由焊机、机头、电控系统、水冷成型(滑)块组成。焊接方法可分为:丝极电渣焊、板极电渣焊、熔嘴电
渣焊。 8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
(6)螺柱焊设备
螺柱焊设备按其电源种类和焊接方式分为电弧螺柱焊和电容储能放电螺柱焊两大类。电弧螺柱焊设备由焊机、控制器、焊
枪、地线钳、焊接电缆等部分组成。
8
1
7
9
8
4
信
3
微
系
联
一
唯
(7)焊接机器人
焊接机器人是集机械、计算机、传感器、人工智能等多方面知识技术于一体的现代化、自动化设备。
焊接机器人主要由机器人和焊接设备两大部分构成。
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
2)常用焊接设备的应用
(1)焊条电弧焊机
在各类焊接结构制造业得到较广泛应用。如在建筑钢结构制造安装、船舶制造、海洋工程结构制造、输油气管线安装施
工、大型液化气储罐建造、特种设备及化工装备制造等方面仍占有重要的地位。
(2)钨极惰性气体保护焊机应用
是一种优质的弧焊焊接设备,在各类焊接结构生产中得到了广泛的应用。
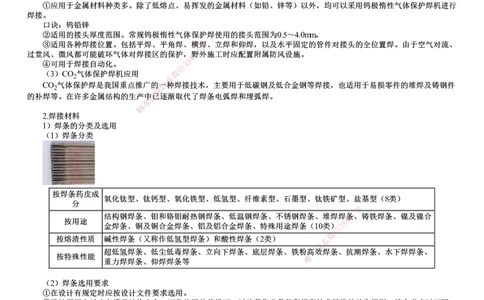
①应用于金属材料种类多。除了低熔点、易挥发的金属材料(如铅、锌等)以外,均可以采用钨极惰性气体保护焊机进行
焊接。
口诀:钨铅锌
②适用的接头厚度范围。常规钨极惰性气体保护焊使用的接头范围为0.5~4.0mm。
③适用各种焊接位置。包括平焊、平角焊、横8焊 、立焊和仰焊,以及水平固定的管件对接头的全位置焊。由于空气对流、
7
过堂风、微风都可能破坏气体对焊接区的保护,9野1外施工时应配置附属防风设施。
4
8
④可用于焊接自动化。 3
信
(3)CO 气体保护焊机应用 微
2 系
CO 气体保护焊是我国重点推广的联一种焊接技术,主要用于低碳钢及低合金钢等焊接,也适用于易损零件的堆焊及铸钢件
2 题
的补焊等。在许多金属结构的生产中押已逐渐取代了焊条电弧焊和埋弧焊。
准
精
2.焊接材料
1)焊条的分类及选用
(1)焊条分类
按焊条药皮成
氧化钛型、钛钙型、氧化铁型、低氢 型、纤维素型、石墨型、钛铁矿型、盐基型(8类)
分
8
结构钢焊条、钼和铬钼耐热钢焊条、低温 钢焊条、不锈钢焊条、堆焊焊9条1
7
、铸铁焊条、镍及镍合
按用途 8 4
金焊条、铜及铜合金焊条、铝及铝合金焊条、 特殊用途焊条(10类)信 3
微
按熔渣性质 碱性焊条(又称作低氢型焊条)和酸性焊条(2类 ) 系
联
超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高一效焊条、抗潮焊条、水下焊焊条、
按特殊性能 唯
重力焊焊条、仰焊焊条等
(2)焊条选用要求
①在设计有规定时应按设计文件要求选用。
②设计无规定时应在满足结构安全、可靠使用的前提下,以改善作业条件和提高技术经济效益为原则,综合考虑以下因
素:钢材化学成分及力学性能,焊缝金属性能,钢结构特点(板厚、接头形式)和受力状态,工艺性,焊接位置和施焊条
件(室内、野外、空间大小),焊接工作量(焊缝长度、焊缝当量)。
(3)同种钢材焊接时焊条选用原则
①焊缝金属的力学性能和化学成分匹配原则
规定要求焊缝金属与母材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。对于合金钢,要求焊缝金属合金成
分与母材相同或接近。在焊接结构刚性大、接头应力高、焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。当
母材中碳、硫、磷等元素的含量偏高时,焊缝中易产生裂纹,应选用抗裂性能好的低氢型焊条。
例如:钢结构工程选择焊接材料时,应根据设计要求,除保证焊接接头强度、塑性不低于母材标准规定的下限值以外,还
应保证焊接接头的冲击韧性不低于母材标准规定的冲击韧性下限值。
②保证焊接构件的使用性能和工作条件原则
对承受动载荷和冲击载荷的焊件,除满足强度要求外,主要应保证焊缝金属具有较高的塑性和韧性,可选用塑、韧性指标
较高的低氢型焊条。接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征选用不锈钢类焊条或其他耐腐蚀焊条。在高温、低
温、耐磨或其他特殊条件下工作的焊件,应选用相应的耐热钢、低温钢、堆焊或其他特殊用途焊条。
③满足焊接结构特点及受力条件原则
对结构形状复杂、刚性大的厚大焊件,在焊接过程中,冷却速度快,收缩应力大,易产生裂纹,应选用抗裂性好、韧性
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
好、氢裂纹倾向低的焊条。
例如:低氢型焊条、超低氢型焊条和高韧性焊条等。
④考虑施工条件和可操作性原则
当焊件的焊接部位不能翻转时,应选用适用于全位置焊接的焊条。对受力不大、焊接部位难以清理的焊件,应选用对铁
锈、氧化皮、油污不敏感的酸性焊条。没有直流焊机时,必须选用可交、直流两用的焊条。在狭小或通风条件差的场合,在满
足使用性能要求的条件下,应选用酸性焊条或低尘焊条。
(4)异种钢焊接时焊条选用的原则
①碳钢和低合金钢焊接。一般要求焊缝金属或接头强度不低于两种被焊金属的最低强度,选用的焊条强度应能保证焊缝及
接头的强度不低于强度较低侧母材的强度,同时焊缝金属的塑性和冲击韧性应不低于强度较高而韧性较差侧的母材性能。
②低合金钢和奥氏体不锈钢的焊接。应按照对熔敷金属化学成分限定的数值来选用焊条,一般选用铬镍含量较高的、塑性
和抗裂性较好的奥氏体不锈钢焊条,但应按焊接性较差的不锈钢确定焊接工艺。
2)钨极材料特性及种类
电子发射能力、耐高温、能承受较大电流、强度、耐磨性。
(2)钨极种类
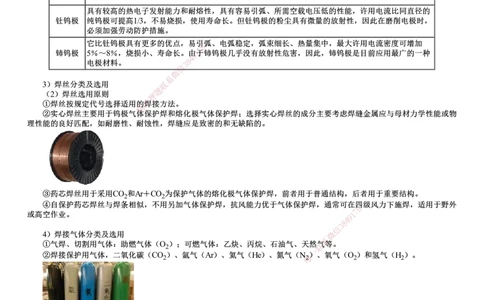
纯钨极 要求焊机具有高的空载电压。纯钨极易烧损,所以逐渐被钍钨极所取代。
具有较高的热电子发射能力和耐熔性,具有容易引弧、所需空载电压低的性能,许用电流比同直径的
钍钨极 纯钨极可提高1/3,不易烧损,使用寿命长。但钍钨极的粉尘具有微量的放射性,因此在磨削电极时,
必须加强劳动防护措施。
它比钍钨极具有更多的优点,易引 弧、电弧稳定,弧束细长、热量集中,最大许用电流密度可增加
8
7
铈钨极 5%~8%,烧损小、寿命长。由1于铈钨极几乎没有放射性危害,因此,铈钨极是目前应用最广的一种
9
4
电极材料。 3 8
信
微
系
3)焊丝分类及选用 联
题
(2)焊丝选用原则
押
①焊丝按规定代号选择适用的准焊接方法。
精
②实心焊丝主要用于钨极气体保护焊和熔化极气体保护焊;选择实心焊丝的成分主要考虑焊缝金属应与母材力学性能或物
理性能的良好匹配,如耐磨性、耐蚀 性,焊缝应是致密的和无缺陷的。
③药芯焊丝用于采用CO 和Ar+CO 为保护气体的熔 化极气体保护焊,前者用于普通结构,后者用于重要结构。
2 2
④自保护药芯焊丝与焊条相似,不用另加气体保护焊,抗 风能力优于气体保护焊,通常可在
8
四级风力下施焊,适用于野外
或高空作业。 1
7
9
8
4
信
3
4)焊接气体分类及选用 微
①气焊、切割用气体:助燃气体(O
2
);可燃气体:乙炔、丙烷、 石 油气、天然联气
系
等。
一
②焊接保护用气体,二氧化碳(CO 2 )、氩气(Ar)、氦气(He)、氮 气(N 唯2 )、氧气(O 2 )和氢气(H 2 )。
(2)焊接气体的应用
①焊接用气体的选择,主要取决于焊接、切割方法。除此之外,还与被焊金属的性质、焊接接头质量要求、焊件厚度和焊
接位置及工艺方法等因素有关。
②氮气进行弧焊时,用N 作为保护气体,可焊接铜和不锈钢。N 也常用于等离子弧切割,作为外层保护气。
2 2
③H作为还原性气体,焊接时与O 混合燃烧,作为气焊的热源。
2 2
④混合气体一般是根据焊接方法、被焊材料以及混合比对焊接工艺的影响等进行选用。
例如:焊接低合金高强钢时,从减少氧化物夹杂和焊缝含氧量出发,希望采用纯Ar做保护气体;从稳定电弧和焊缝成型出
发,希望向Ar中加入氧化性气体。
【例题】(2023)焊接时,可用作焊接保护气体的有( )。
A.丙烷
B.氧气
C.乙炔
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
D.氩气
E.二氧化碳
『正确答案』BDE
6)焊接材料的复验要求
(1)钢结构的焊接材料复验
建筑结构安全等级为一级的一、二级焊缝、建筑结构安全等级为二级的一级焊缝、大跨度的一级焊缝、重级工作制吊车梁
结构中的一级焊缝中所用焊接材料应按到货批次进行复验,合格后方可使用。
(2)特种设备的焊接材料复验
球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。焊条、焊丝、焊剂超过期限,应经复验合格后方可使用。
7)焊条保管、烘干
①焊条入库时需按照其质量证明书进行验收,并检查其包装无破损、无受潮和雨淋现象。焊条必须存放在干燥通风、整洁
的库房中,摆放在距离地面、墙面300mm以上的架子上,应保持上下、左右空气通畅,以免受潮。焊条在库房中应按照种类、
牌号、批次、规格及入库时间等分类存放,每种焊条应有明确的标识,避免混放。焊条库房中应装有温度计和湿度计,库房内
温度不得低于5℃,湿度不得大于60%。
②焊条药皮的水分主要有吸附水(温度超过100℃时蒸发)、结晶水(温度为200~400℃时蒸发)及化合水(更高温度下
去除),使用前应按照说明书规定进行烘干。一般酸性焊条,烘干温度为70~150℃,保温时间为1~1.5h;碱性焊条烘干温度
为300~400℃,保温时间为1~2h。烘干后的焊条应随烘随用,并应存放在保温桶内,以免再次受潮。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

