
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
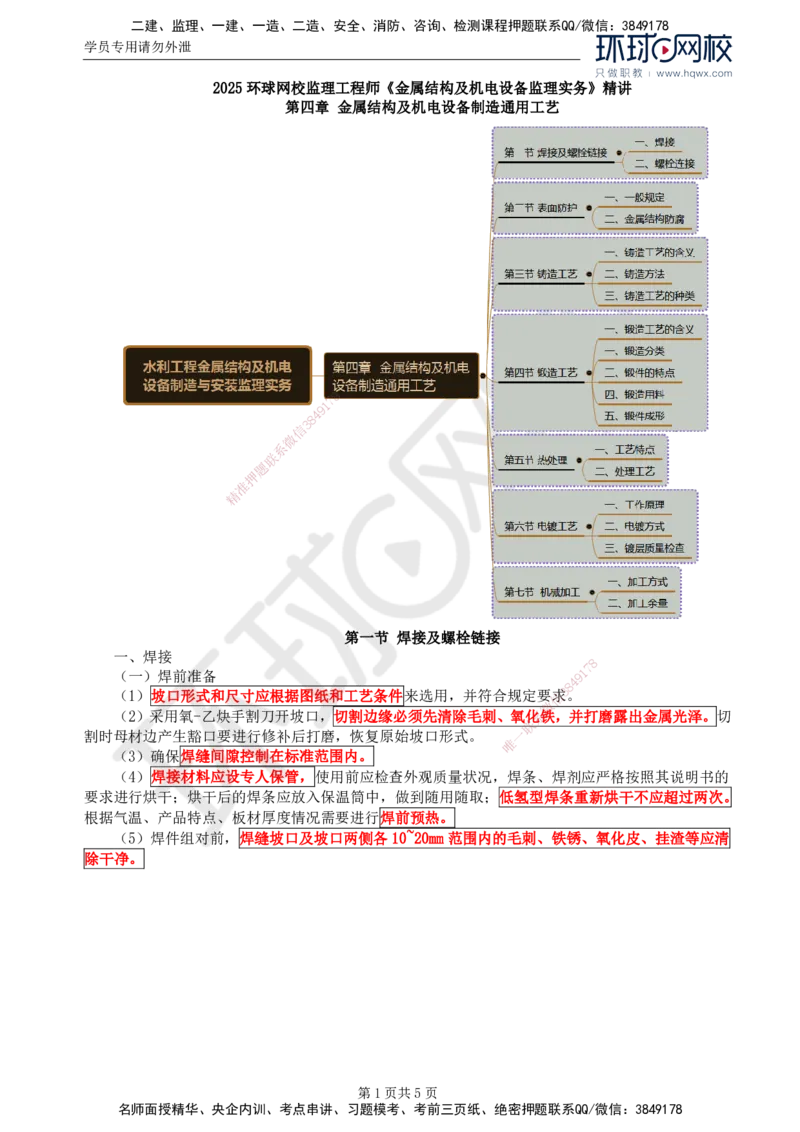
2025环球网校监理工程师《金属结构及机电设备监理实务》精讲
第四章 金属结构及机电设备制造通用工艺
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
第一节 焊接及螺栓链接
一、焊接
8
7
(一)焊前准备 9 1
4
8
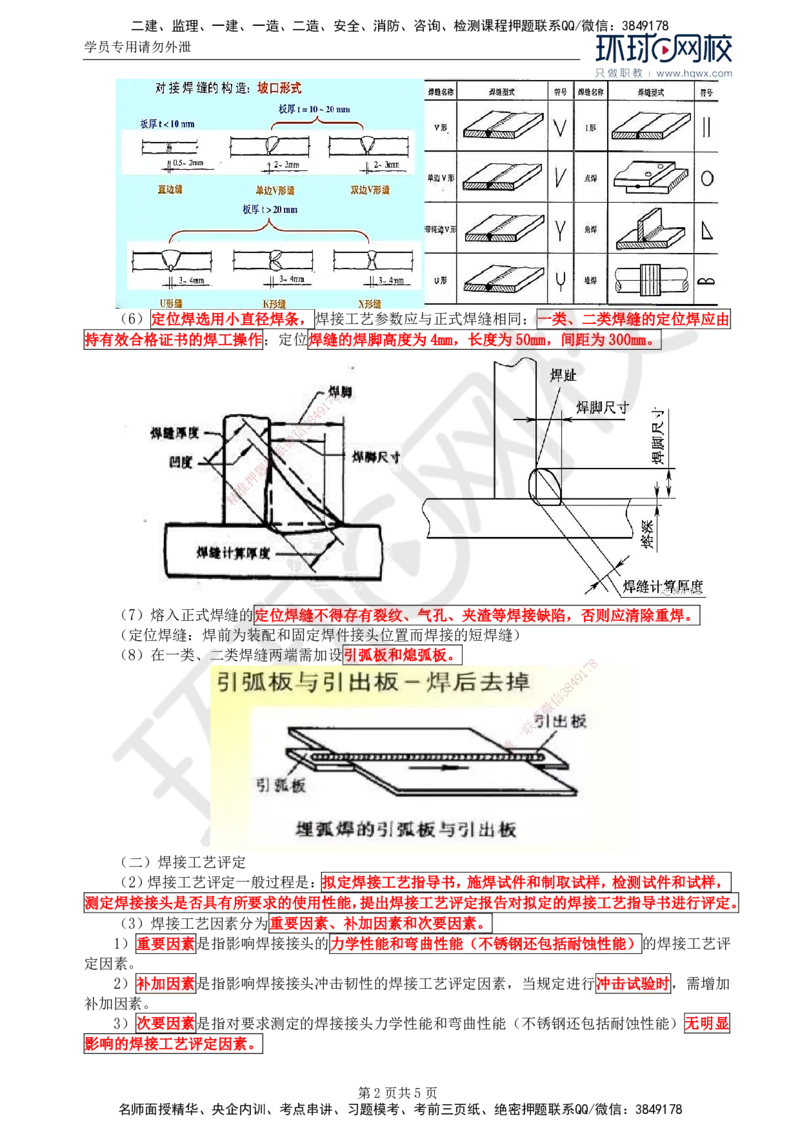
(1)坡口形式和尺寸应根据图纸和工艺条件来选用,并符合规定要信求3。
微
(2)采用氧-乙炔手割刀开坡口,切割边缘必须先清除毛刺、氧化系铁,并打磨露出金属光泽。切
联
割时母材边产生豁口要进行修补后打磨,恢复原始坡口形式。 一
唯
(3)确保焊缝间隙控制在标准范围内。
(4)焊接材料应设专人保管,使用前应检查外观质量状况,焊条、焊剂应严格按照其说明书的
要求进行烘干;烘干后的焊条应放入保温筒中,做到随用随取;低氢型焊条重新烘干不应超过两次。
根据气温、产品特点、板材厚度情况需要进行焊前预热。
(5)焊件组对前,焊缝坡口及坡口两侧各10~20mm范围内的毛刺、铁锈、氧化皮、挂渣等应清
除干净。
第1页共5页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(6)定位焊选用小直径焊条,焊接工艺参数应与正式焊缝相同;一类、二类焊缝的定位焊应由
持有效合格证书的焊工操作;定位焊缝的焊脚高度为4mm,长度为50mm,间距为300mm。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
(7)熔入正式焊缝的定位焊缝不得 存有裂纹、气孔、夹渣等焊接缺陷,否则应清除重焊。
(定位焊缝:焊前为装配和固定焊件接 头位置而焊接的短焊缝)
(8)在一类、二类焊缝两端需加设引弧板和熄弧板。
8
1
7
9
8
4
信
3
微
系
联
一
唯
(二)焊接工艺评定
(2)焊接工艺评定一般过程是:拟定焊接工艺指导书,施焊试件和制取试样,检测试件和试样,
测定焊接接头是否具有所要求的使用性能,提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
(3)焊接工艺因素分为重要因素、补加因素和次要因素。
1)重要因素是指影响焊接接头的力学性能和弯曲性能(不锈钢还包括耐蚀性能)的焊接工艺评
定因素。
2)补加因素是指影响焊接接头冲击韧性的焊接工艺评定因素,当规定进行冲击试验时,需增加
补加因素。
3)次要因素是指对要求测定的焊接接头力学性能和弯曲性能(不锈钢还包括耐蚀性能)无明显
影响的焊接工艺评定因素。
第2页共5页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
4)钢材应按其化学成分、组织类型、力学性能和焊接性能进行分类、分组。
符合下列情况之一者,可不再做焊接工艺评定:
(a)凡过去已评定合格的焊接工艺,经批准(评定)报告的单位验证后,可不再重做评定。
(b)按母材分类表,在同类别中,当重要因素、补加因素不变时,高组别号钢材的评定可代替
低组别号钢材的评定。
(c)同组别号相同质量等级的钢材(评定)可互相替代。
(d)同组别号的钢材中,质量等级高的钢材(评定)可替代质量等级低的钢材。
5)不同类别号钢材组成的焊接接头,即使两者都已分别进行过工艺评定,仍应进行评定。但类
别号为1与1组成的焊接接头,若类别号为1的钢材经评定合格后,可不再进行评定。
6)国外钢材首次使用时应对每个钢号进行焊接工艺评定。当已掌握该钢号焊接性能,其化学成
分、力学性能与表4-1中某钢号相当,且某钢号已进行焊接工艺评定时,该进口钢材可免做焊接工艺
评定。
7)改变焊接方法,须重做焊接工艺评定。
(三)焊接及焊接检验人员资格
(1)承担设备制造与安装焊接施工的企业应具有相应焊接资格的技术人员、焊接检验人员、无
损检测人员、焊工及焊机操作工。 8
7
1
(2)从事闸门、压力钢管等设4 9备一类、二类焊缝焊接的焊工与焊机操作工必须按《焊工技术考
8
3
信
核规程》(DL/T679)或其他认可的焊工考试规则进行考核,如《锅炉压力容器管道焊工考试与管理
微
系
规则》,并取得相应的资格证书。
联
题
(3)焊工与焊机操作押工焊接的钢材种类、焊接方法和焊接位置等均应与其考试取得的合格项目
准
相符。 精
(4)焊接检验人员 应经过专门的技术培训,并取得相应的上岗资格证书。
(5)无损检测人员必须 按照《无损检测人员资格鉴定与认证》(GB/T9445)的要求进行培训和
资格鉴定,取得全国通用资格证书并通过相关行业部门的资格认可。各级无损检测人员应按照《无损
检测应用导则》(GB/T5616)的原则和程序开展与其资格证书准许项目相同的检测工作,质量评定和
检测报告中的审核应由2级以上的无 损检测人员担任。
(四)坡口制备及组装要求
(1)焊件下料与坡口加工应符合下列要 求:
1)焊件下料与坡口制备可采用机械加工、热切割和碳弧气刨进行切割、刨槽。
8
2)采用热切割方法制备的坡口,其切割面质量 应符合《热切割质量和几何技1
7
术规范》(JB/T10045)
9
8
4
中工地的1级要求。 信 3
微
3)低合金高强度钢采用热切割方法下料,应打磨去 除淬硬层。 系
联
4)不锈钢复合钢板采用等离子切割坡口时,复层应朝上;采用一火焰切割坡口时,复层应朝下。
唯
(2)焊件经下料和坡口加工后应按照下列要求进行检查,合格后方可组装。
(3)焊件在组对前,应将坡口面及边缘20mm内的油、水、锈、污物等清理干净,直至露出金属
光泽。
(4)焊接坡口尺寸应符合施工图样的规定。组装后的坡口尺寸允许偏差如无特定要求,应符合
第3页共5页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
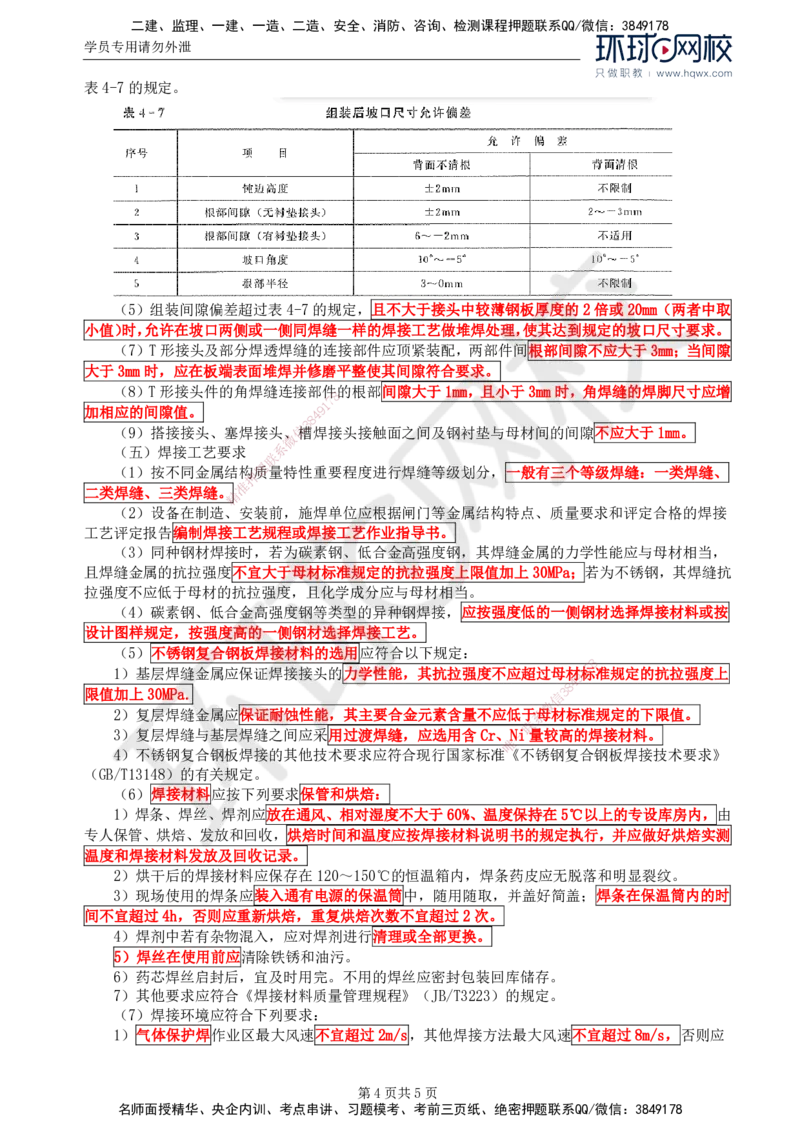
表4-7的规定。
(5)组装间隙偏差超过表4-7的规定,且不大于接头中较薄钢板厚度的2倍或20mm(两者中取
小值)时,允许在坡口两侧或一侧同焊缝一样的焊接工艺做堆焊处理,使其达到规定的坡口尺寸要求。
(7)T形接头及部分焊透焊缝的连接部件应顶紧装配,两部件间根部间隙不应大于3mm;当间隙
大于3mm时,应在板端表面堆焊并修磨平整使其间隙符合要求。
(8)T形接头件的角焊缝连接部件 的根部间隙大于1mm,且小于3mm时,角焊缝的焊脚尺寸应增
8
7
1
加相应的间隙值。 4 9
8
3
(9)搭接接头、塞焊接头、信槽焊接头接触面之间及钢衬垫与母材间的间隙不应大于1mm。
微
(五)焊接工艺要求 系
联
题
(1)按不同金属结构质量特性重要程度进行焊缝等级划分,一般有三个等级焊缝:一类焊缝、
押
准
二类焊缝、三类焊缝。精
(2)设备在制造、 安装前,施焊单位应根据闸门等金属结构特点、质量要求和评定合格的焊接
工艺评定报告编制焊接工艺 规程或焊接工艺作业指导书。
(3)同种钢材焊接时,若为碳素钢、低合金高强度钢,其焊缝金属的力学性能应与母材相当,
且焊缝金属的抗拉强度不宜大于 母材标准规定的抗拉强度上限值加上30MPa;若为不锈钢,其焊缝抗
拉强度不应低于母材的抗拉强度,且 化学成分应与母材相当。
(4)碳素钢、低合金高强度钢等类 型的异种钢焊接,应按强度低的一侧钢材选择焊接材料或按
设计图样规定,按强度高的一侧钢材选择焊接工艺。
(5)不锈钢复合钢板焊接材料的选用应 符合以下规定:
8
1)基层焊缝金属应保证焊接接头的力学性能 ,其抗拉强度不应超过母材1标
7
准规定的抗拉强度上
9
8
4
限值加上30MPa. 信 3
微
2)复层焊缝金属应保证耐蚀性能,其主要合金元素 含量不应低于系母材标准规定的下限值。
联
3)复层焊缝与基层焊缝之间应采用过渡焊缝,应选用含Cr、一Ni量较高的焊接材料。
唯
4)不锈钢复合钢板焊接的其他技术要求应符合现行国家 标 准 《不锈钢复合钢板焊接技术要求》
(GB/T13148)的有关规定。
(6)焊接材料应按下列要求保管和烘焙:
1)焊条、焊丝、焊剂应放在通风、相对湿度不大于60%、温度保持在5℃以上的专设库房内,由
专人保管、烘焙、发放和回收,烘焙时间和温度应按焊接材料说明书的规定执行,并应做好烘焙实测
温度和焊接材料发放及回收记录。
2)烘干后的焊接材料应保存在120~150℃的恒温箱内,焊条药皮应无脱落和明显裂纹。
3)现场使用的焊条应装入通有电源的保温筒中,随用随取,并盖好简盖;焊条在保温筒内的时
间不宜超过4h,否则应重新烘焙,重复烘焙次数不宜超过2次。
4)焊剂中若有杂物混入,应对焊剂进行清理或全部更换。
5)焊丝在使用前应清除铁锈和油污。
6)药芯焊丝启封后,宜及时用完。不用的焊丝应密封包装回库储存。
7)其他要求应符合《焊接材料质量管理规程》(JB/T3223)的规定。
(7)焊接环境应符合下列要求:
1)气体保护焊作业区最大风速不宜超过2m/s,其他焊接方法最大风速不宜超过8m/s,否则应
第4页共5页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
采取有效措施。
2)当焊接作业区处于下列情况时,应采取防护措施后才能进行焊接:
(a)焊接作业区的相对湿度大于90%。(b)焊接表面潮湿或暴露于雨、水、冰雪中。(c)焊
接作业条件不符合《焊接与切割安全》(GB9448)的有关规定。
3)当焊接环境温度-10℃

