




文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
2.3 焊接技术
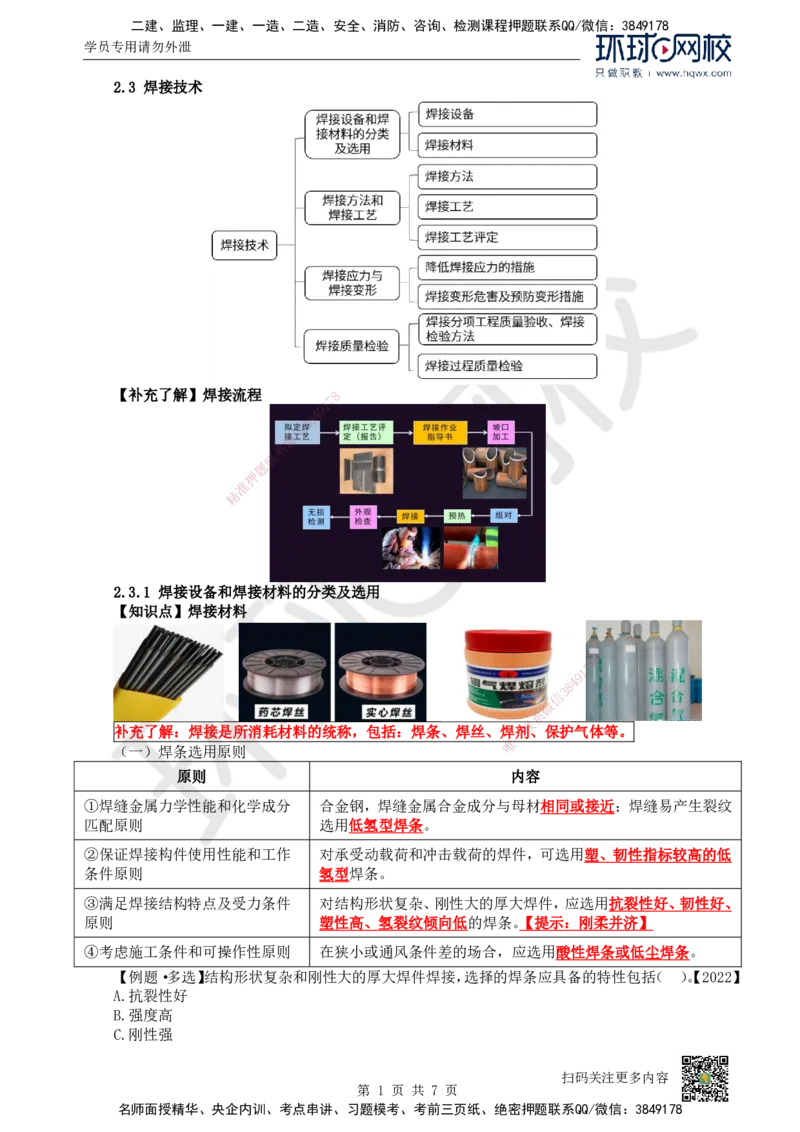
【补充了解】焊接流程 8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
2.3.1 焊接设备和焊接材料的分类及选用
【知识点】焊接材料
8
7
1
9
4
8
3
信
微
系
联
补充了解:焊接是所消耗材料的统称,包括:焊条、焊丝、焊一剂、保护气体等。
唯
(一)焊条选用原则
原则 内容
①焊缝金属力学性能和化学成分 合金钢,焊缝金属合金成分与母材相同或接近;焊缝易产生裂纹
匹配原则 选用低氢型焊条。
②保证焊接构件使用性能和工作 对承受动载荷和冲击载荷的焊件,可选用塑、韧性指标较高的低
条件原则 氢型焊条。
③满足焊接结构特点及受力条件 对结构形状复杂、刚性大的厚大焊件,应选用抗裂性好、韧性好、
原则 塑性高、氢裂纹倾向低的焊条。【提示:刚柔并济】
④考虑施工条件和可操作性原则 在狭小或通风条件差的场合,应选用酸性焊条或低尘焊条。
【例题·多选】结构形状复杂和刚性大的厚大焊件焊接,选择的焊条应具备的特性包括( )。【2022】
A.抗裂性好
B.强度高
C.刚性强
扫码关注更多内容
第 1 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
D.韧性好
E.塑性高
【答案】ADE
(二)焊接气体分类及应用
1.焊接气体分类
(1)气焊、切割用气体
助燃气体(O);
2
可燃气体:乙炔、丙烷、石油气、天然气等。
(2)焊接保护用气体
包括二氧化碳(CO)、氩气(Ar)、氦气(He)、氮气(N)、氧气(O)和氢气(H)。
2 2 2
(3)焊接气体选用:N₂作为保护气体,可焊接铜和不锈钢。
8
7
1
9
4
8
3
信
微
【例题·多选】焊接时,系可用作焊接保护气体的有()。【2023】
联
A.丙烷 题
押
B.氧气 准
精
C.乙炔
D.氩气
E.二氧化碳
【答案】BDE
(三)焊接材料的复验要求
1.钢结构的焊接材料复验
(1)建筑结构安全等级为一级的一、 二级焊缝。
(2)建筑结构安全等级为二级的一级焊缝。
(3)大跨度的一级焊缝。
1
7 8
9
(4)重级工作制吊车梁结构中的一级焊缝。 8 4
信
3
2.3.2 焊接方法和焊接工艺 微
系
【知识点】焊接方法 联
一
唯
【知识点】焊接工艺
焊接工艺是指制造焊件所有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、
扫码关注更多内容
第 2 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
焊接参数、操作要求等。【补充了解】
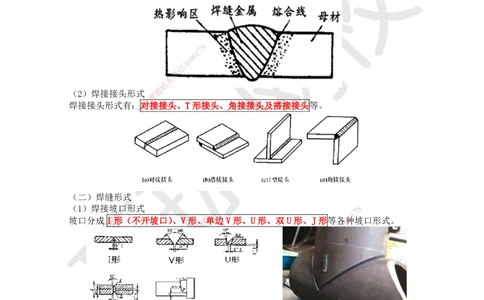
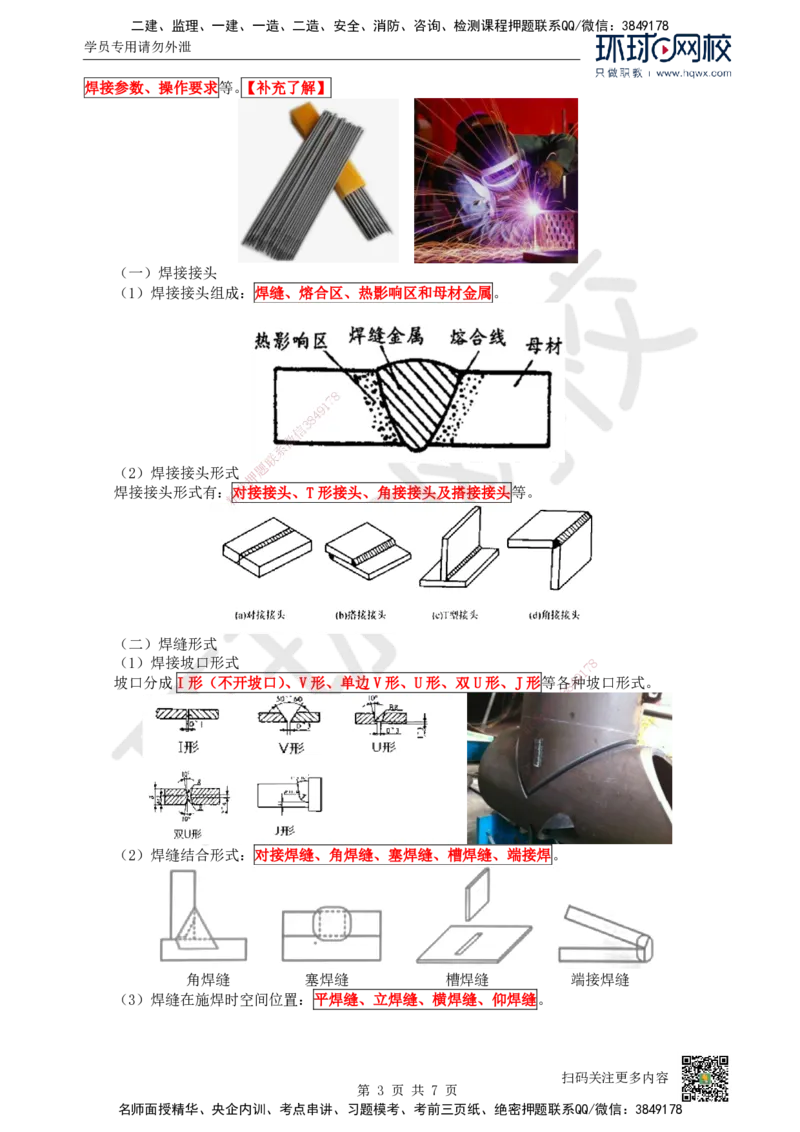
(一)焊接接头
(1)焊接接头组成:焊缝、熔合区、热影响区和母材金属。
8
7
1
9
4
8
3
信
微
系
联
题
(2)焊接接头形式
押
准
焊接接头形式有:精对接接头、T形接头、角接接头及搭接接头等。
(二)焊缝形式
(1)焊接坡口形式 8
1
7
9
坡口分成 I形(不开坡口)、V形、单边V形、 U形、双U形、J形等各
8
4种坡口形式。
信
3
微
系
联
一
唯
(2)焊缝结合形式:对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊。
角焊缝 塞焊缝 槽焊缝 端接焊缝
(3)焊缝在施焊时空间位置:平焊缝、立焊缝、横焊缝、仰焊缝。
扫码关注更多内容
第 3 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
【知识点】焊接工艺评定
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
1)焊接工艺评定实施
焊接工艺评定应在本单位进行。
焊接工艺评定所用设备、仪表应处于正常工作状态,金属材料、焊接材料应符合相应标准,由本
单位操作技能熟练的焊接人员使用本单位设备焊接试件。【提示:本单位的人、本单位的设备】
(1)焊接工艺评定报告。记载验证性试验及其检验结果,对拟定的预焊接工艺规程进行评价的
报告。
(2)焊接工艺评定预规程。为进行焊接工艺评定所拟定的焊接工艺文件。
(3)焊接工艺规程。根据合格的焊接工艺评定报告编制,用于产品施焊的焊接工艺文件。
(4)焊接工艺指导书。与制造焊件 有关的加工和操作细则性作业文件。焊工施焊时使用的作业
8
7
1
指导书,可保证施工时质量的再现性4 9。
8
3
一个焊接工艺评定报告可用信于编制多个焊接作业指导书。
微
一个焊接作业指导书可以系依据一个或多个焊接工艺评定报告编制。
联
题
【提示:一对多、多对一】
押
准
2)焊接工艺评定精相关规范使用要求
(1)锅炉焊接前, 应根据产品焊接接头形式进行焊接工艺评定,并编制焊接作业指导书。
8
(2)压力容器施焊前,受压元件焊缝、与受 压元件相焊的焊缝、熔入永
1
7久焊缝内的定位焊缝、
9
受压元件母材表面堆焊与补焊,以及上述焊缝的返修 焊缝都应进行焊接工
信
艺3 8
4
评定或者具有经过评定合
格的焊接工艺支持。 微
系
(3)长输管道焊接前制定详细的预焊接工艺规程,并 对此焊接联工艺进行评定。(工业管道、燃
一
唯
气、热力、非金属管道焊接)
(4)钢结构焊接前,针对首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后
热处理等各种参数及参数的组合,施工单位应进行焊接工艺评定试验,并以此编制焊接工艺卡指导
现场焊接施工。
3)焊接工艺评定规则
按照《承压设备焊接工艺评定》NB/T47014—2011,把所有焊接工艺参数分为重要因素、补加因
素和次要因素三种。
①凡是重要因素变化的情况都需要进行重新评定。
如焊接方法、母材分类、母材厚度、焊丝类别、预热、焊后热处理、保护气体种类、电流种类和
极性等变化都可以成为重要因素。
②当有冲击韧性要求时,补加因素就上升为重要因素。
如线能量、平焊改立焊、多道焊改为单道焊等,反之则下降为次要因素。
③次要因素变化则无需进行再次评定,但需要重新编制焊接工艺规程。
如坡口形式尺寸、焊丝规格、保护气体流量等。
【例题·多选】关于焊接工艺评定的说法,正确的有( )。
扫码关注更多内容
第 4 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
A.用于验证和评定焊接工艺方案的正确性
B.直接用于指导生产
C.钢结构施工中,针对首次采用的焊接材料,施工单位应在施工前进行焊接工艺评定试验
D.同一焊接工艺评定报告可作为几份焊接工艺指导书的依据
E.多份焊接工艺评定报告可作为一份焊接工艺指导书的依据
【答案】ACDE
2.3.3 焊接应力与焊接变形
【知识点】降低焊接应力的措施
(一)设计措施
1.减少焊缝的数量和尺寸,可减少变形量,同时降低焊接应力。
2.避免焊缝过于集中,从而避免焊接应力峰值叠加。
3.优化设计结构,如将容器的接管口设计成翻边式,少用承插式。
8
7
1
9
4
8
3
信
微
系
(二)工艺措施 联
题
1.采用较小的焊接线押能量
准
2.合理安排装配焊精接顺序
3.层间进行锤击
焊后用小锤轻敲焊缝及 其邻近区域,使金属晶粒间的应力得以释放,能有效的减少焊接残余应力
从而降低焊接应力。
4.预热拉伸补偿焊缝收缩(机 械拉伸或加热拉伸)
5.焊接高强钢时,选用塑性较好的焊条
6.预热
焊前对构件进行预热,能减小温差和减 慢冷却速度,两者均能减小焊接残余应力。
7.消氢处理 8
1
7
消氢处理的主要目的是使焊缝金属中的扩散氢 逸出,降低焊缝及热影响
8
4区9的含氢量,防止氢致冷
信
3
裂纹的产生。
微
系
8.焊后热处理 联
一
9.利用振动法来消除焊接残余应力 唯
【例题·多选】降低焊接应力的正确措施有( )。【2015】
A.构件设计时尽量减少焊缝尺寸
B.将焊缝集中在一个区域
C.焊接时采用较小的焊接线能量
D.焊接过程中,层间锤击
E.焊接前对构件进行整体预热
【答案】ACE
【知识点】焊接变形的危害性及预防焊接变形的措施
(一)焊接变形的危害
降低装配质量、影响外观质量、降低承载力、增加矫正工序、提高制造成本等五个方面。
【提示:3个降低2个提高】
扫码关注更多内容
第 5 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
(二)预防焊接变形的措施
①合理安排焊缝位置
进行合理的焊接结构设计 ②合理选择焊缝数量和长度
③合理选择坡口形式
①预留收缩余量法
采取合理的 ②反变形法
装配工艺措施 ③刚性固定法
④合理选择装配程序
8 ①合理的焊接方法
采取合理的 1 7
4 9 ②合理的焊接线能量
焊接工艺措施 3 8
信 ③合理的焊接顺序和方向
微
系
降低焊接应力措施 联
题
押
准 1.减少焊接量
精
(一)设计措施 2.避免焊缝集中
3.优化设计结构
1.采用较小的焊接线能量
2.合理安排装配焊接顺序
3.层间进行锤击
4. 预热拉伸补偿焊缝收缩
(二)工艺措施 5.焊接高强钢时,选用塑性较好的焊条
6.预热
8
7.消氢处理 1 7
9
8.焊后热处理
信
3 8
4
9.利用振动法来消 除焊接残余应力微
系
联
【例题·多选】下列预防焊接变形的措施中,属于焊接工艺措一施的有()。
唯
A.用热源集中的焊接方法
B.焊前装配采用反变形法
C.应尽量减小焊接线能量
D.焊前对坡口两侧预热
E.合理的焊接顺序
【答案】ACE
2.3.4 焊接质量检验
【知识点】焊接检验方法
1.破坏性检验
力学性能试验(弯曲试验、拉伸试验、冲击试验、硬度试验、断裂性试验、疲劳试验)、化学分
析试验(化学成分分析、不锈钢晶间腐蚀试验、焊条扩散氢含量测试)、金相试验(宏观组织、微观
组织)、焊接性试验。
2.非破坏性检验
外观检验、无损检测(渗透检测、磁粉检测、超声检测、射线检测)。
扫码关注更多内容
第 6 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
【例题·单选】下列常用的焊接检验中,属于力学性能试验的是( )。
A.外观检验
B.耐压试验
C.金相试验
D.拉伸试验
【答案】D
【知识点】焊接前检验
1.母材和焊材
2.零部件主要结构尺寸
3.组对质量
4.坡口清理检查
5.焊接前的确认
8
7
1
9
4
8
3
信
微
(二)焊中质量检验 系
联
(1)定位焊缝 题
押
(2)多层(道)焊准
精
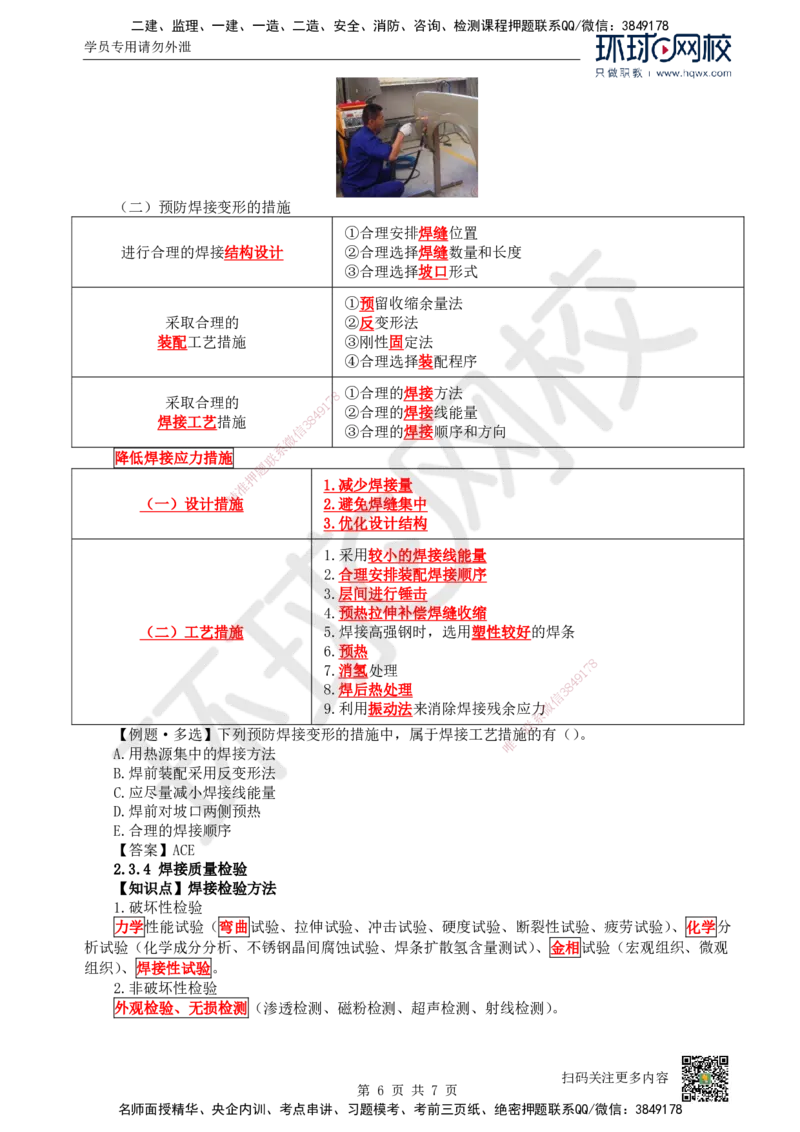
(3)后热:加热范围、后热温度、后热时间
8
1
7
9
(三)焊后质量检验 8 4
信
3
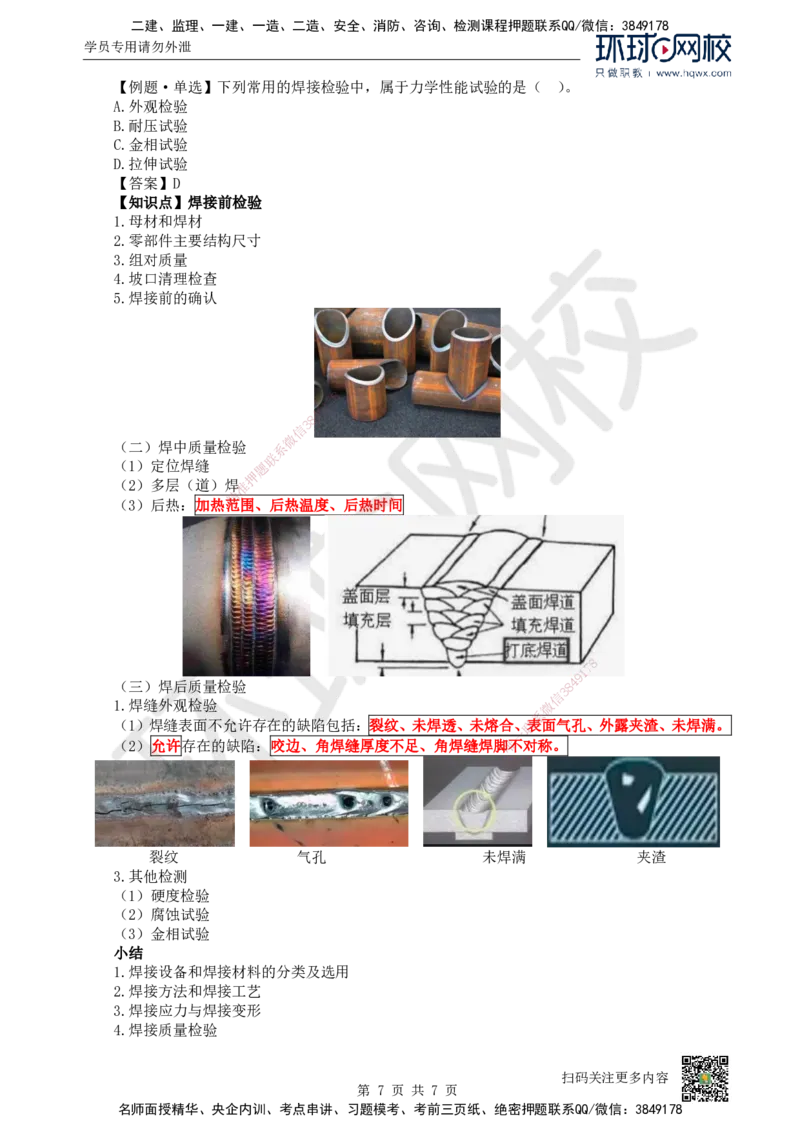
1.焊缝外观检验 微
系
(1)焊缝表面不允许存在的缺陷包括:裂纹、未焊透 、未熔合、联表面气孔、外露夹渣、未焊满。
一
(2)允许存在的缺陷:咬边、角焊缝厚度不足、角焊 缝焊脚唯不对称。
裂纹 气孔 未焊满 夹渣
3.其他检测
(1)硬度检验
(2)腐蚀试验
(3)金相试验
小结
1.焊接设备和焊接材料的分类及选用
2.焊接方法和焊接工艺
3.焊接应力与焊接变形
4.焊接质量检验
扫码关注更多内容
第 7 页 共 7 页
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
