文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
导读前瞻
2025年一级建造师
机电工程管理与实务
8
7
1
9
4
8
3
信
微
主讲老师:王峰 系
联
题
押
准
精
2
4.9 冶炼设备安装技术 4.9.1 炼铁设备安装技术
8
4.9 冶 炼设备安装技术
4.9.1 炼铁设备安装技术
9
1 7
8
4
1.高炉炼铁设备 信
3
微
4.9.1 炼铁设备安装技术
高炉 炼 铁系统主要设联
系
备由高炉本体及原料系统、送风系统、煤气系统、渣
一
4.9.2 炼钢设备安装技术 铁系统组 成。 唯
4.9.3 轧机设备安装技术
4.9.4 空分与制氧设备安装技术
4.9.5 炉窑砌筑施工技术
3 4
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.1 炼铁设备安装技术 4.9.1 炼铁设备安装技术
(3)高炉炉体框架安装工艺:
(3)高 炉炉壳安装
①炉体下部框架安装时,与基础固定的第一段立柱吊装就位后,应调整和检查纵、
①高炉炉壳的安装可采用正装法、倒装法、上部倒装和下部正装法、线外
横向中心线及标高、柱间两对角线长度之差和立柱的垂直度,符合要求后应进行二
拼装整体滑移法等安装工艺。
次 灌浆。 8
7
1
9
4
8
③下部框架箱形柱对接焊缝,宜先焊接内侧、后焊接外侧,并宜对称施焊。 3
信
微
系
④ 立柱安装应逐段或逐层检测和调整标高、纵横中心线、柱间两对角线长度之差联、
题
押
立柱垂直度。 准
精
5 6
4.9.1 炼铁设备安装技术 4.9.1 炼铁设备安装技术
3.高炉本体主要设备的安装要求 4.热风炉安装技术
8
1)炉体冷却 设备安装 9
1
7
2)炉底安装技术要求 8
4
高炉内部冷却设备主要是采用冷却壁和冷却板,冷却壁设置于炉壳和炉衬之间,有光面 信
3
微
冷却壁和镶砖冷却壁两种。 (1)热 风炉蓄热室底板下系采用铺垫干砂时,干砂铺垫后应采取防雨措施,并应立
联
(1)炉体冷却壁设备安装前,须进行通球试验。球的材质一般为木球或尼绒球,球径为
即安装蓄 热室底板唯。
一
热风炉底板与干砂应接触均匀且接触面大于60%。
水管内径的76%±0.2mm,用水为动力,球从一头进另一头出,不能有堵塞现象。
(2)冷却壁通球试验合格后应进行压力试验,试验压力应为工作压力的1.5倍,应稳压 (3)热风炉蓄热室底板厚度小于20mm时,砌砖前应先进行底板对接焊缝的真空
10min,再将压力降至工作压力,应停压30min,以压力不降、无渗漏为合格。
度试验,真空度为40kPa时,应无泄漏。
(3)冷却壁在现场安装过程中,不得碰撞。在吊装过程中发生严重碰撞并留有伤痕时,
应单独再次进行水压试验并合格。
7 8
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9 冶炼设备安装技术 4.9.2 炼钢设备安装技术
2.转炉炼钢设备安装技术
4.9 冶炼设备安装技术
1)转炉本体设备吊装方式
4.9.1 炼铁设备安装技术
吊装方法主要有台车法、滑移法、流动式吊车或卷扬机与滑轮组相配合吊装。
4.9.2 炼钢设备安装技术
8
7
1
4.9.3 轧机设备安装技术 4 9
8
3
信
微
4.9.4 空分与制氧设备安装技术 系
联
题
4.9.5 炉窑砌筑施工技术 押
准
精
9 10
4.9.2 炼钢设备安装技术 4.9.2 炼钢设备安装技术
3.转炉本体安装技术 (9)倾动装置装配 8
9
1
7
2)安装方法 倾动装置由电动机、一次减信速3 8 机
4
、二次减速机、扭力杆装置组成。
微
(3)垫板安设 系
(10)炉体 及倾动设备调联整试车
一
垫板安设一般采用坐浆法,垫板组底面积总和应根据设备重量、生产时的荷载、 唯
倾动装置一 次减 速器正反向单独运转各不应少于1h,运行应平稳,应无异常
地脚螺栓紧固力、基础混凝土抗压强度及安全系数计算确定。垫板的数量、大小
振动和噪声,轴承应温升正常。
及安装位置需按设备厂家给定的技术文件进行配置。在每个地脚螺栓的旁边应设
置两组垫板组,垫板组应尽量靠近地脚螺栓和设备主要受力部位。
11 12
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.2 炼钢设备安装技术 4.9.2 炼钢设备安装技术
4.连铸机 安装要求 (6)连续 铸 钢设备试运行
①结晶器振动机构连续运行不应少于2h,应无异常噪声,振动频率和振幅应符合设
1)基准点和基准线的设置
计技术文件的规定。
(1)连铸机纵向基准线一般设置3条:纵向中心线、铸流中心线及辅助纵向中心线。
8
7 ② 扇形段辊组应连续运行不少于2h,无异常振动和噪声,轴承温升应正常。
1
9
4
8
(2)连铸机横向基准线设置3条:铸流外弧线、最终矫直辊中心线及输送辊道起 3
信
③扇形段更换装置传动机构减速器应单独运行不少于30min,应无异常振动和噪声,
微
系
联
始辊的轴线中心线。 题 轴承温升应正常,然后各机构在全行程内动作不应少于5次,动作应灵活,停位应
押
准
精
准确。
13 14
4.9 冶炼设备安装技术 4.9.3 轧机设备安装技术
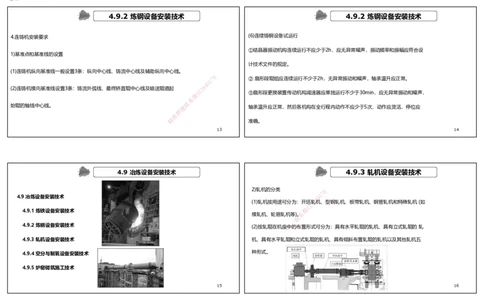
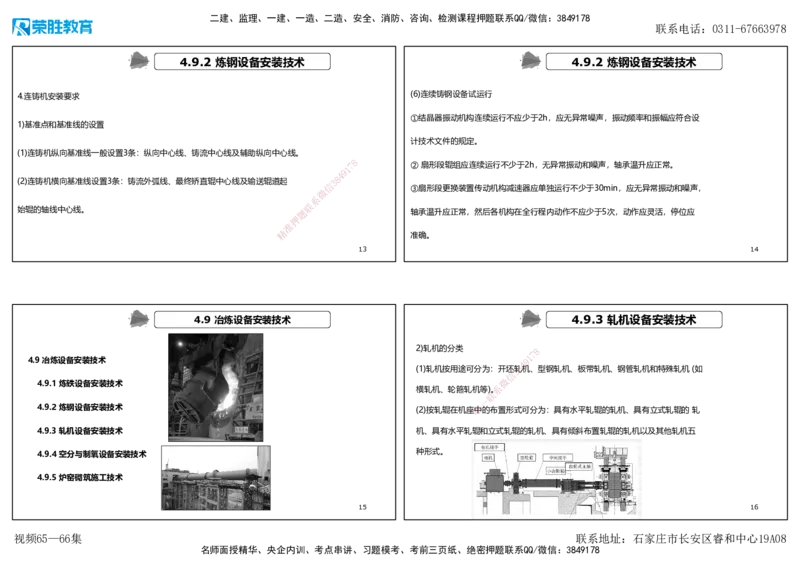
2)轧机的分类 8
4.9 冶 炼设备安装技术 9
1
7
(1)轧机按用途可分为:开
信
坯3轧8
4
机、型钢轧机、板带轧机、钢管轧机和特殊轧机 (如
微
4.9.1 炼铁设备安装技术
横轧 机、轮箍轧机等)。系
联
一
4.9.2 炼钢设备安装技术 (2)按轧辊 在 机座 唯 中的布置形式可分为:具有水平轧辊的轧机、具有立式轧辊的 轧
4.9.3 轧机设备安装技术 机、具有水平轧辊和立式轧辊的轧机、具有倾斜布置轧辊的轧机以及其他轧机五
4.9.4 空分与制氧设备安装技术 种形式。
4.9.5 炉窑砌筑施工技术
15 16
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.3 轧机设备安装技术 4.9.3 轧机设备安装技术
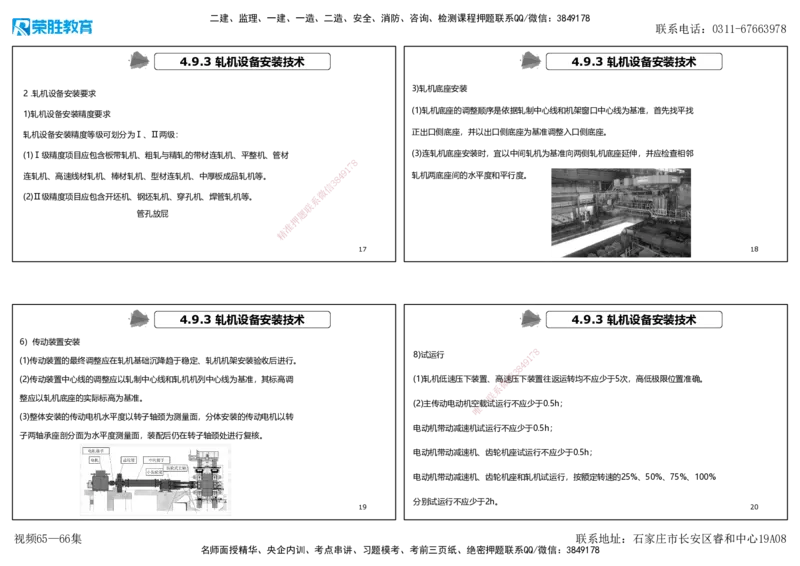
3)轧机底座安装
2 .轧机设备安装要求
(1)轧机底座的调整顺序是依据轧制中心线和机架窗口中心线为基准,首先找平找
1)轧机设备安装精度要求
轧机设备安装精度等级可划分为Ⅰ、Ⅱ两级: 正出口侧底座,并以出口侧底座为基准调整入口侧底座。
(1)Ⅰ级精度项目应包含板带轧机、粗轧与精轧的带材连轧机、平整机、管材 (3)连轧机底座安装时,宜以中间轧机为基准向两侧轧机底座延伸,并应检查相邻
8
7
1
9
连轧机、高速线材轧机、棒材轧机、型材连轧机、中厚板成品轧机等。 8 4 轧机两底座间的水平度和平行度。
3
信
微
(2)Ⅱ级精度项目应包含开坯机、钢坯轧机、穿孔机、焊管轧机等。 系
联
管孔放屁 题
押
准
精
17 18
4.9.3 轧机设备安装技术 4.9.3 轧机设备安装技术
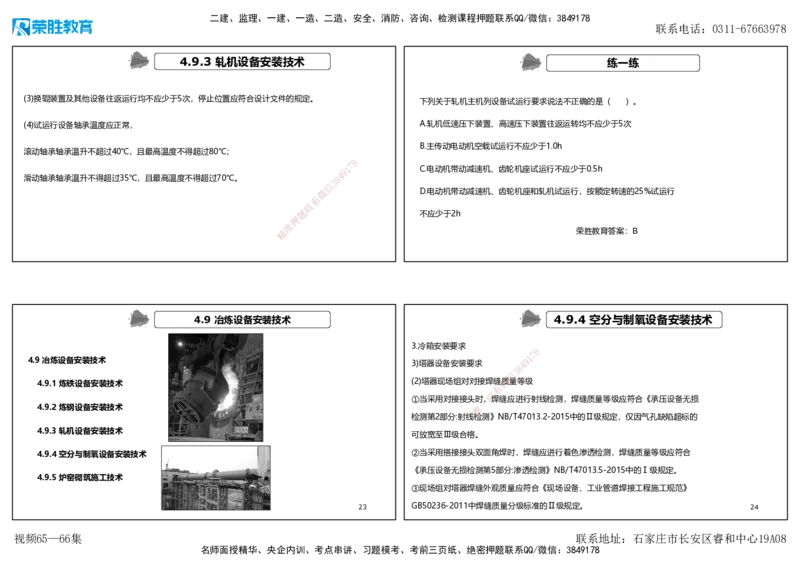
6)传动装置安装
8
(1)传动 装置的最终调整应在轧机基础沉降趋于稳定、轧机机架安装验收后进行。
8)试运行
8
4 9
1 7
信
3
(2)传动装置中心线的调整应以轧制中心线和轧机机列中心线为基准,其标高调 (1 )轧机低速压下装置、高微速压下装置往返运转均不应少于5次,高低极限位置准确。
系
整应以轧机底座的实际标高为基准。 一
联
(2)主传动 电动机
唯
空载试运行不应少于0.5h;
(3)整体安装的传动电机水平度以转子轴颈为测量面,分体安装的传动电机以转
电动机带动减速机试运行不应少于0.5h;
子两轴承座剖分面为水平度测量面,装配后仍在转子轴颈处进行复核。
电动机带动减速机、齿轮机座试运行不应少于0.5h;
电动机带动减速机、齿轮机座和轧机试运行,按额定转速的25%、50%、75%、100%
分别试运行不应少于2h。
19 20
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.3 轧机设备安装技术 练一练
(3)换辊装置及其他设备往返运行均不应少于5次,停止位置应符合设计文件的规定。 下列关于轧机主机列设备试运行要求说法不正确的是( )。
(4)试运行设备轴承温度应正常, A.轧机低速压下装置、高速压下装置往返运转均不应少于5次
B.主传动电动机空载试运行不应少于1.0h
滚动轴承轴承温升不超过40℃,且最高温度不得超过80℃;
8
7
9 1 C.电动机带动减速机、齿轮机座试运行不应少于0.5h
4
滑动轴承轴承温升不得超过35℃,且最高温度不得超过70℃。 8
3
信
微 D.电动机带动减速机、齿轮机座和轧机试运行,按额定转速的25%试运行
系
联
题 不应少于2h
押
准
精 荣胜教育答案:B
4.9 冶炼设备安装技术 4.9.4 空分与制氧设备安装技术
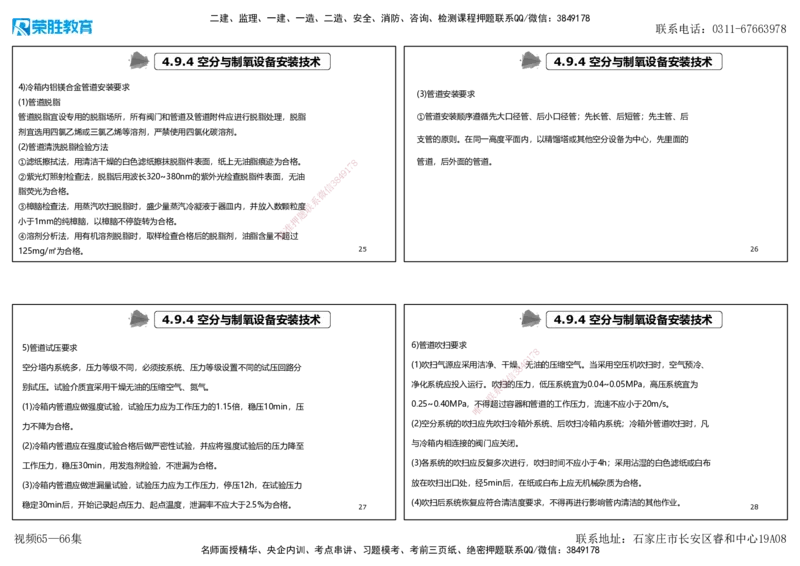
3.冷箱安装要求
8
4.9 冶 炼设备安装技术 9
1
7
3)塔器设备安装要求
8
4
信
3
4.9.1 炼铁设备安装技术 (2) 塔器现场组对对接焊缝微质量等级
系
①当采用 对接接头时一,
联
焊缝应进行射线检测,焊缝质量等级应符合《承压设备无损
4.9.2 炼钢设备安装技术 唯
检测第2部分:射 线检测》NB/T47013.2-2015中的Ⅱ级规定,仅因气孔缺陷超标的
4.9.3 轧机设备安装技术
可放宽至Ⅲ级合格。
4.9.4 空分与制氧设备安装技术 ②当采用搭接接头双面角焊时,焊缝应进行着色渗透检测,焊缝质量等级应符合
《承压设备无损检测第5部分:渗透检测》NB/T47013.5-2015中的Ⅰ级规定。
4.9.5 炉窑砌筑施工技术
③现场组对塔器焊缝外观质量应符合《现场设备、工业管道焊接工程施工规范》
23 GB50236-2011中焊缝质量分级标准的Ⅱ级规定。 24
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.4 空分与制氧设备安装技术 4.9.4 空分与制氧设备安装技术
4)冷箱内铝镁合金管道安装要求
(3)管道安装要求
(1)管道脱脂
管道脱脂宜设专用的脱脂场所,所有阀门和管道及管道附件应进行脱脂处理,脱脂 ①管道安装顺序遵循先大口径管、后小口径管;先长管、后短管;先主管、后
剂宜选用四氯乙烯或三氯乙烯等溶剂,严禁使用四氯化碳溶剂。
支管的原则。在同一高度平面内,以精馏塔或其他空分设备为中心,先里面的
(2)管道清洗脱脂检验方法
①滤纸擦拭法,用清洁干燥的白色滤纸擦抹脱脂件表面,纸上无油脂痕迹为合格。 7 8 管道,后外面的管道。
1
9
②紫光灯照射检查法,脱脂后用波长320~380nm的紫外光检查脱脂件表面,无油 8 4
3
信
脂荧光为合格。 微
系
③樟脑检查法,用蒸汽吹扫脱脂时,盛少量蒸汽冷凝液于器皿内,并放入数颗粒度联
题
押
小于1mm的纯樟脑,以樟脑不停旋转为合格。
准
精
④溶剂分析法,用有机溶剂脱脂时,取样检查合格后的脱脂剂,油脂含量不超过
125mg/㎡为合格。 25 26
4.9.4 空分与制氧设备安装技术 4.9.4 空分与制氧设备安装技术
5)管道试压要求 6)管道吹扫要求 8
9
1
7
空分塔内系统多,压力等级不同,必须按系统、压力等级设置不同的试压回路分 ( 1)吹扫气源应采用洁净、干
信
燥 3 8、4无油的压缩空气。当采用空压机吹扫时,空气预冷、
微
别试压。试验介质宜采用干燥无油的压缩空气、氮气。 净化系 统应投入运行。系吹扫的压力,低压系统宜为0.04~0.05MPa,高压系统宜为
联
一
(1)冷箱内管道应做强度试验,试验压力应为工作压力的1.15倍,稳压10min,压 0.25~0.4 0MPa, 唯 不得超过容器和管道的工作压力,流速不应小于20m/s。
力不降为合格。 (2)空分系统的吹扫应先吹扫冷箱外系统、后吹扫冷箱内系统;冷箱外管道吹扫时,凡
(2)冷箱内管道应在强度试验合格后做严密性试验,并应将强度试验后的压力降至 与冷箱内相连接的阀门应关闭。
工作压力,稳压30min,用发泡剂检验,不泄漏为合格。 (3)各系统的吹扫应反复多次进行,吹扫时间不应小于4h;采用沾湿的白色滤纸或白布
(3)冷箱内管道应做泄漏量试验,试验压力应为工作压力,停压12h,在试验压力 放在吹扫出口处,经5min后,在纸或白布上应无机械杂质为合格。
稳定30min后,开始记录起点压力、起点温度,泄漏率不应大于2.5%为合格。 27 (4)吹扫后系统恢复应符合清洁度要求,不得再进行影响管内清洁的其他作业。 28
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.4 空分与制氧设备安装技术 4.9 冶炼设备安装技术
7)裸冷试验要求
(1)裸冷是在塔内管道、阀门和空分设备全部安装完毕,并进行了全面加热和吹除 4.9 冶炼设备安装技术
后,在冷箱充填珠光砂、矿棉前,对冷箱系统的设备、管道进行冷状态下的开车冷
4.9.1 炼铁设备安装技术
冻,是对空分设备低温的考核。
(2)裸冷试验要求: 4.9.2 炼钢设备安装技术
①裸冷试验应至膨胀机进、出口温度不再下降,设备、管路外表面上结白霜后,保 7 8
1
4 9 4.9.3 轧机设备安装技术
持时间不应少于4h。 8
3
信
②在结白霜状态下,系统各部位应无变形、无泄漏。 微
系 4.9.4 空分与制氧设备安装技术
③裸冷试验结束后和化霜前应对冷箱内所有法兰、阀门及支架的连接螺栓进行紧固联。
题
④ 裸冷试验结束后应对整个冷却系统加温解冻。系统恢复到常温后,应以工准作 押 压 4.9.5 炉窑砌筑施工技术
精
力对整个系统进行通气检查,有泄漏时应消除故障,必要时应再次进行裸冷试验。
29 30
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
1.炉窑及砌筑材料的分类与性能
2)耐 火砖砌筑的施工程序
9 1
7 8
8
4
(1)动态炉窑的施工程信序
3
1)炉窑的分类 微
系
炉窑按其生产过程可分为两大类:动态炉窑和静态炉窑。例如:水泥回转
①动 态炉窑砌筑必
一
联须在炉窑单机无负荷试运转合格并验收后方可进行。
唯
窑就属于动态炉窑,连焦炉、玻璃熔窑属于静态炉窑。
31 32
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
(2)静态炉窑的施工程序
②砌筑的基本顺序: 起始点选择(从热端向冷端或从低端向高端)→
静态炉 窑 的施工程序与动态炉窑基本相同,不同之处在于:
分段作业划线→选砖→配砖→分段砌筑→分段进行修砖及锁砖→膨胀
①不必进行无负荷试运行即可进行砌筑;
缝的预留及填充。 ②砌筑顺序必须自下而上进行;
③无论采用哪种砌筑方法,每环砖均可一次完成;
8
7
9 1 ④起拱部位应从两侧向中间砌筑,并需采用拱胎压紧固定,锁砖完成后,拆除拱胎。
4
8
3
信
微
系
联
题
押
准
精
33 34
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
3.耐火砖底和墙砌筑施工技术要求 2)耐火砖墙砌筑施工技术要求
1
7 8
9
8
4
(3)反拱底应从中心向两侧对称砌筑。砌筑反拱底前,应用样板找准砌筑弧 (2)弧形墙应按样板放线砌信筑3。砌筑时,应经常用样板检查。
微
系
形拱的基面;斜坡炉底应放线砌筑。 (3)砌 砖时应用木槌联或橡胶锤找正,不应使用铁锤。砌砖中断或返工拆砖时,
一
唯
应 做成阶 梯形 的斜槎。
35 36
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
4.耐火砖拱和拱顶砌筑技术要求 (4)锁砖应按拱和拱顶的中心线对称均匀分布。锁砖砌入拱和拱顶内的深度
(1)拱脚表面应平整,角度应正确;不得用加厚砖缝的方法找平拱脚;
宜为 砖长的2/3~3/4,拱和拱顶内锁砖砌入深度应一致。打锁砖时,两侧对
拱脚砖应紧靠拱脚梁砌筑。
(3)拱和拱顶必须从两侧拱脚同时向中心对称砌筑。砌筑时,严禁将拱 称的锁砖应同 时均匀地打入。·
8
砖的大小头倒置。拱和拱顶的放射缝,应与半径方向相吻合。 1 7
9
4
8
3
信
微
系
联
题
押
准
精
37 38
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
5.不定形耐火材料施工技术要求 6.耐火喷涂料施工技术要求
8
2)施 工技术要求 (1) 喷涂料应采用半干法喷涂9 1 ,
7
喷涂料加入喷涂机之前,应适当加水润湿,
8
4
(1)搅拌耐火浇注料的用水应采用洁净水。 信
3
并搅拌均匀。
微
(2)浇注料应采用强制式搅拌机搅拌。 系
(2) 喷涂时,料和联水应均匀连续喷射,喷涂面上不允许出现干料或流淌。
一
(3)搅拌好的耐火浇注料,应在30min内浇注完成。已初凝的浇注料不得使用。 唯
(3)喷涂 方向 应垂直于受喷面,喷嘴与喷涂面的距离宜为1~1.5m,喷嘴
(4)耐火浇注料的浇注,应连续进行。
应不断地进行螺旋式移动,使粗细颗粒分布均匀。
(6)拆模要求。承重模板应在浇注料达到设计强度70%之后,才可拆模。
39 40
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
(4)大面积喷涂应分单元连续进行,且在本单元内应一次达到设计厚度。喷涂内 8.冬期施工的技术要求
衬厚度超过300mm需分层喷涂时,应在前层耐火喷涂料凝结前喷完次层。
(1)砌筑应在供暖环境中进行。工作地点和砌体周围温度均不应低于5℃,耐火砖
和预制块在砌筑前应预热至0℃以上。
7 8 (2)调制耐火浇注料的水可以加热,加热温度为:
1
9
4
8
3
信 硅酸盐水泥耐火浇注料的水温不应超过60℃;
微
系
联
高铝水泥耐火浇注料的水温不应超过30℃。
题
押
准
精 水泥不得直接加温。耐火浇注料施工过程中,不得另加促凝剂。
41 42
4.9.5 炉窑砌筑施工技术 4.9.5 炉窑砌筑施工技术
(3)冬期 施工耐火浇注料的养护: 9.烘炉 的技术要求
9
1
7 8
8
4
(2)烘炉的技术要点 信 3
① 水泥耐火浇注料可采用蓄热法和加热法养护。 微
系
1.工业 炉在投入生产联前必须烘干烘透。烘炉前应先烘烟囱及烟道。
一
加热硅酸盐水泥耐火浇注料的温度不得超过80℃; 唯
2.耐火浇注料 内衬应该按规定养护后,才可进行烘炉。
加热高铝水泥耐火浇注料的温度不得超过30℃。
3.烘炉应在其生产流程有关的机电设备联合试运转及调整合格后进行。
② 黏土、水玻璃、磷酸盐水泥浇注料的养护应采用干热法。水玻璃耐火浇注料
的温度不得超过60℃。
43
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
联系电话:0311-67663978
4.9.5 炉窑砌筑施工技术 分 值 分 布 概 况
(5)烘炉必须按烘炉曲线进行。烘炉过程中,应测定和测绘实际烘炉曲线。
(6)在烘炉过程中,如主要设施发生故障而影响其正常升温时,应立即进
行保温和停炉。故障消除后,才可按烘炉曲线继续升温烘炉。烘炉过程中
所出现的缺陷经处理后,才可投料生产。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
45
8
1
7
9
8
4
信
3
微
系
联
一
唯
视频65—66集 联系地址:石家庄市长安区睿和中心19A08
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

