 夜雨聆风
夜雨聆风





AE94.3配套汽轮机盘车控制说明
盘车示意图:

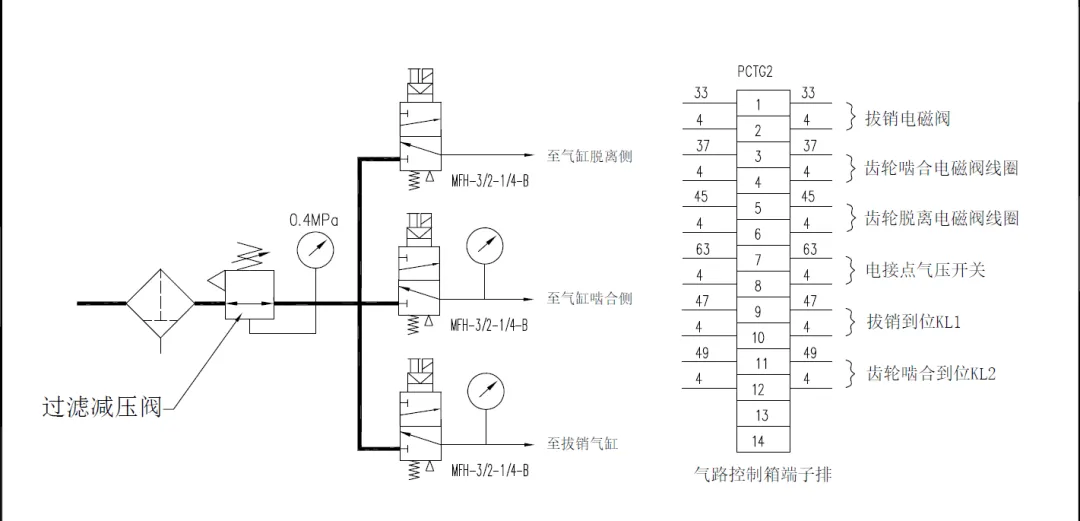
气源压力:0.5MPa:

控制盘车啮合的相关电磁阀:

由三个电磁阀控制盘车啮合:
S1齿轮啮合电磁阀:电磁阀 S1得电动作后,压缩空气进入操纵气缸,操纵缸拉动手柄,小齿轮配合盘车电机瞬动向啮合方向运行。盘车正式运行 5 分钟后PLC 切断电磁阀 S1电源,使操纵缸内压缩空气放空,为冲转作准备
S2齿轮脱离电磁阀:需要检修停机时,齿轮脱离电磁阀 S2 得电工作,压缩空气进入操纵气缸另一侧,操纵气缸推动手柄并配合电机瞬动逆转运行,使小齿轮脱离啮合位置直至插销复位,盘车结束
S3拔销电磁阀:拔销电磁阀 S3 得电动作,压缩空气进入拔销气缸,使插销拔出。盘车正式运行 5 分钟后PLC 切断电磁阀 S3 电源,使拔销气缸内压缩空气放空,为冲转作准备
电磁阀气路图:
盘车脱开时,位置图详解:
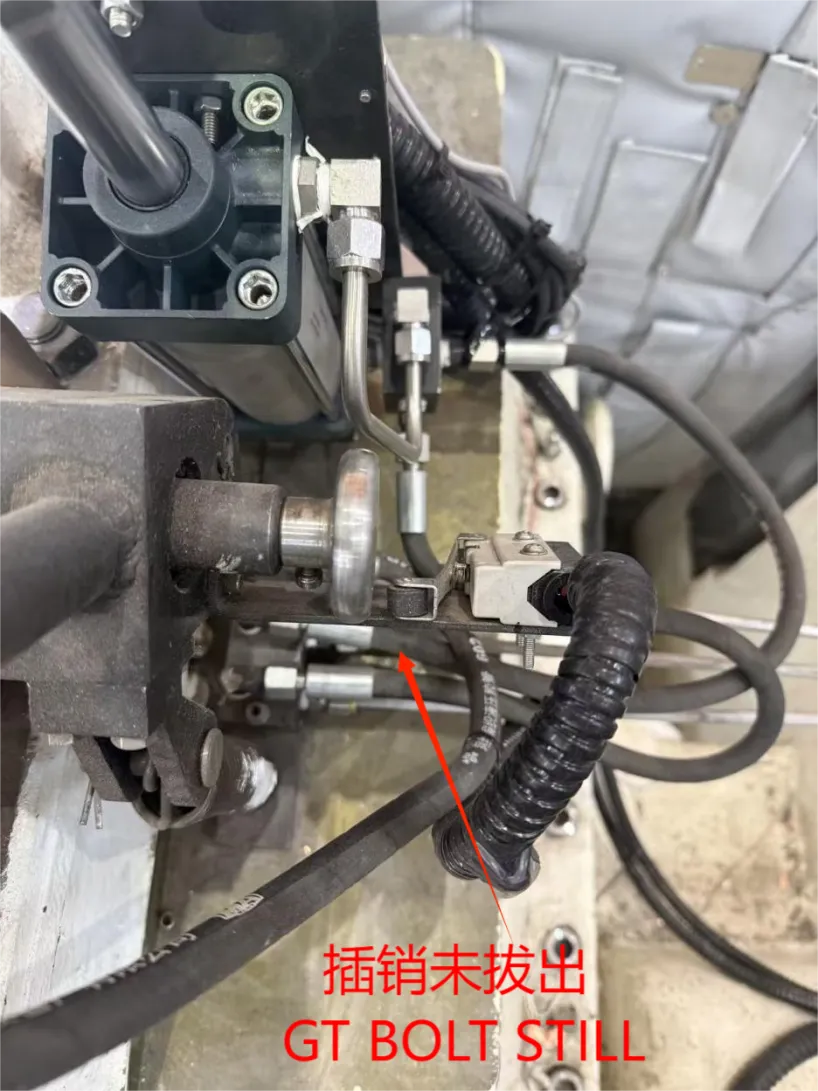
拔销未拔出,未碰到拔销开关 GT BOLT STILL

盘车未啮合时,lvdt(左)和啮合开关(右)
盘车啮合时,位置图详解:

拔销拔出,碰到拔销开关 GT BOLT IN PLACE
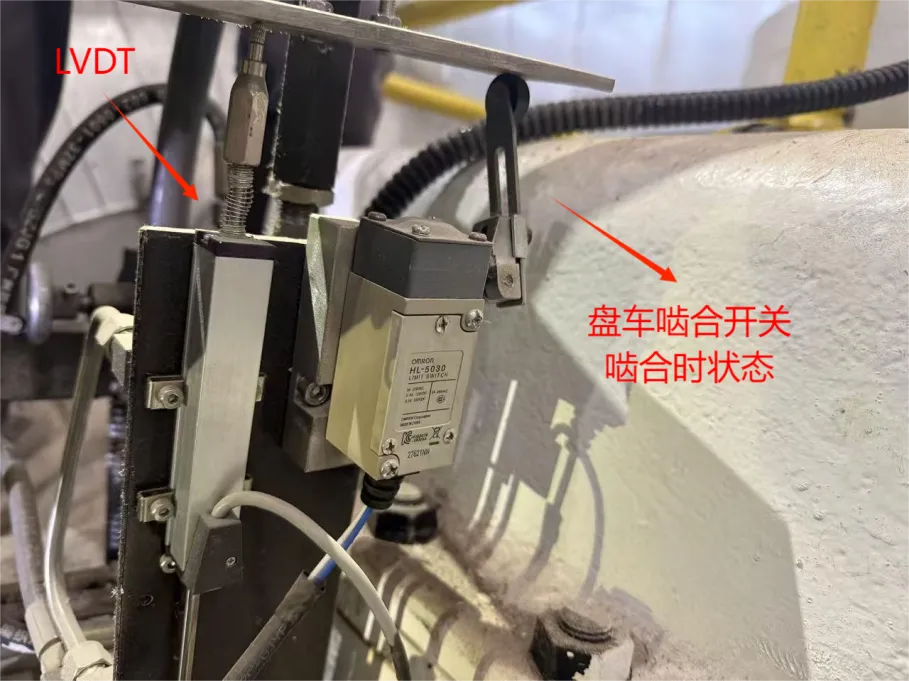
盘车啮合时,lvdt(左)和啮合开关(右)
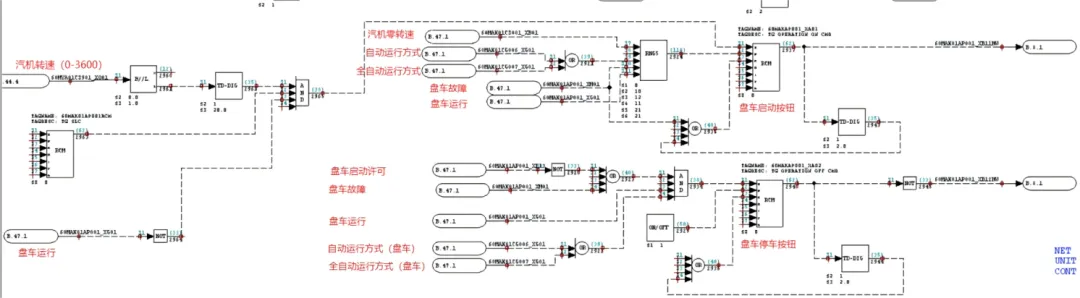
汽机盘车开始按钮和停止按钮的逻辑:
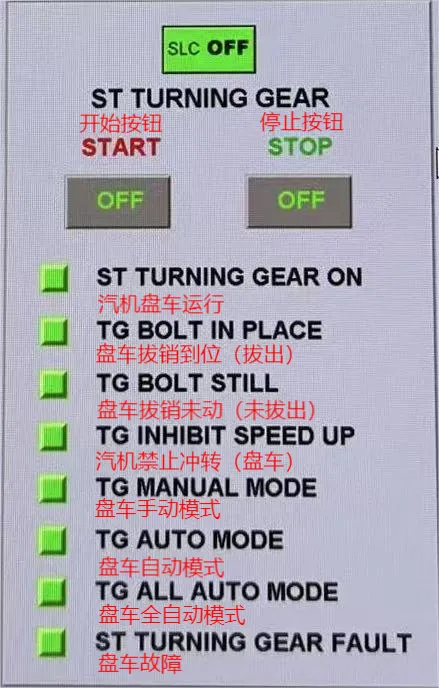
盘车操作画面
汽机盘车相关的输入输出信号:
汽机盘车投入流程
盘车投入前提条件
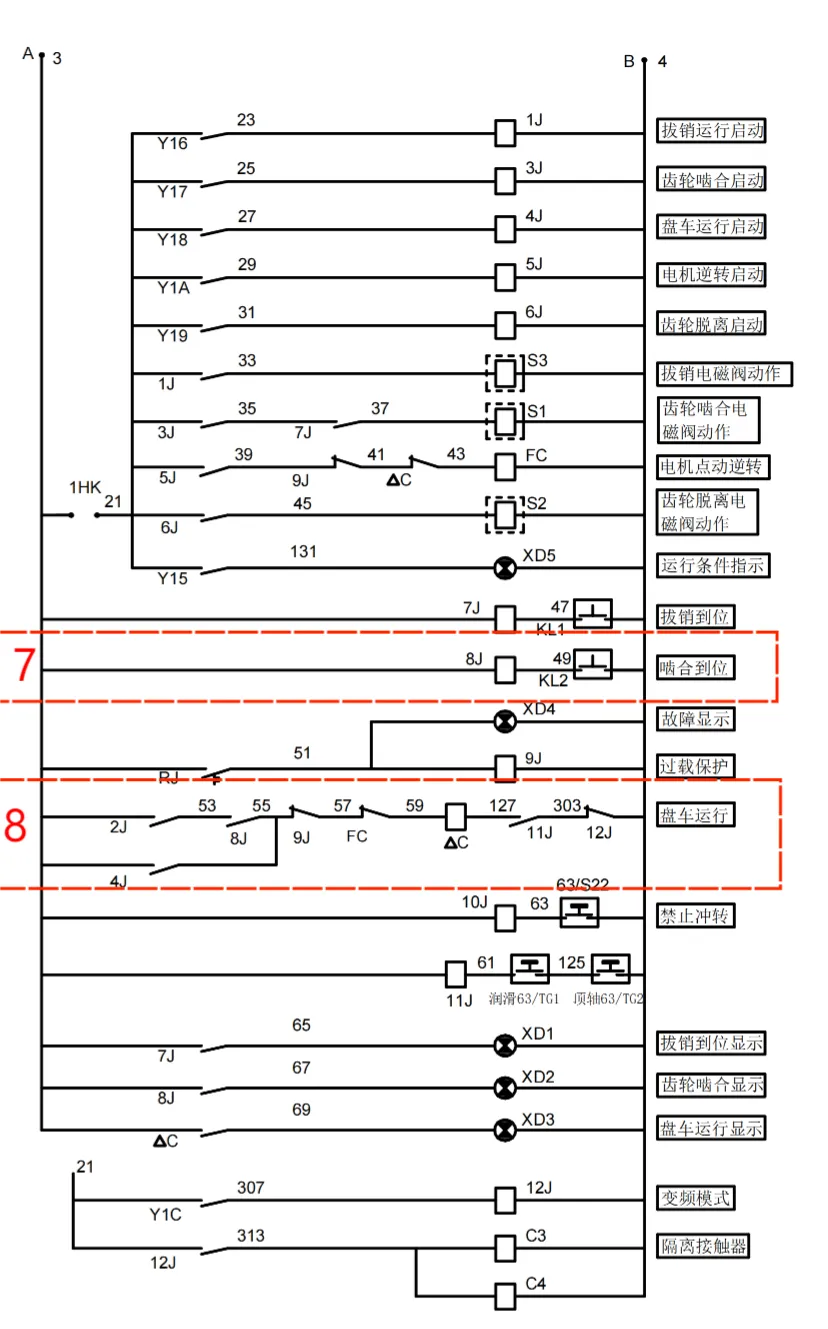
1、 顶轴油压正常、润滑油压正常,顶轴油压力开关63/TG2闭合,润滑油压力开关63/TG闭合,11J带电。
2、过载保护正常,9J不带电。
3、把 1-HK 切换至全自动档,3~11、4~10、3~21、102~121 接通。此时,所有就地及远程按钮将不起作用。
第一步
DCS 发出盘车许可命令,回转设备控制装置等待 0 转速信号,如 0 转速开关闭合,0 转速信号输入可编程控制器PLC, 1J 动作,拔销供气电磁阀 S3 得电动作,压缩空气进入拔销气缸,使插销拔出,拔销到位 KL1闭合,7J 动作。
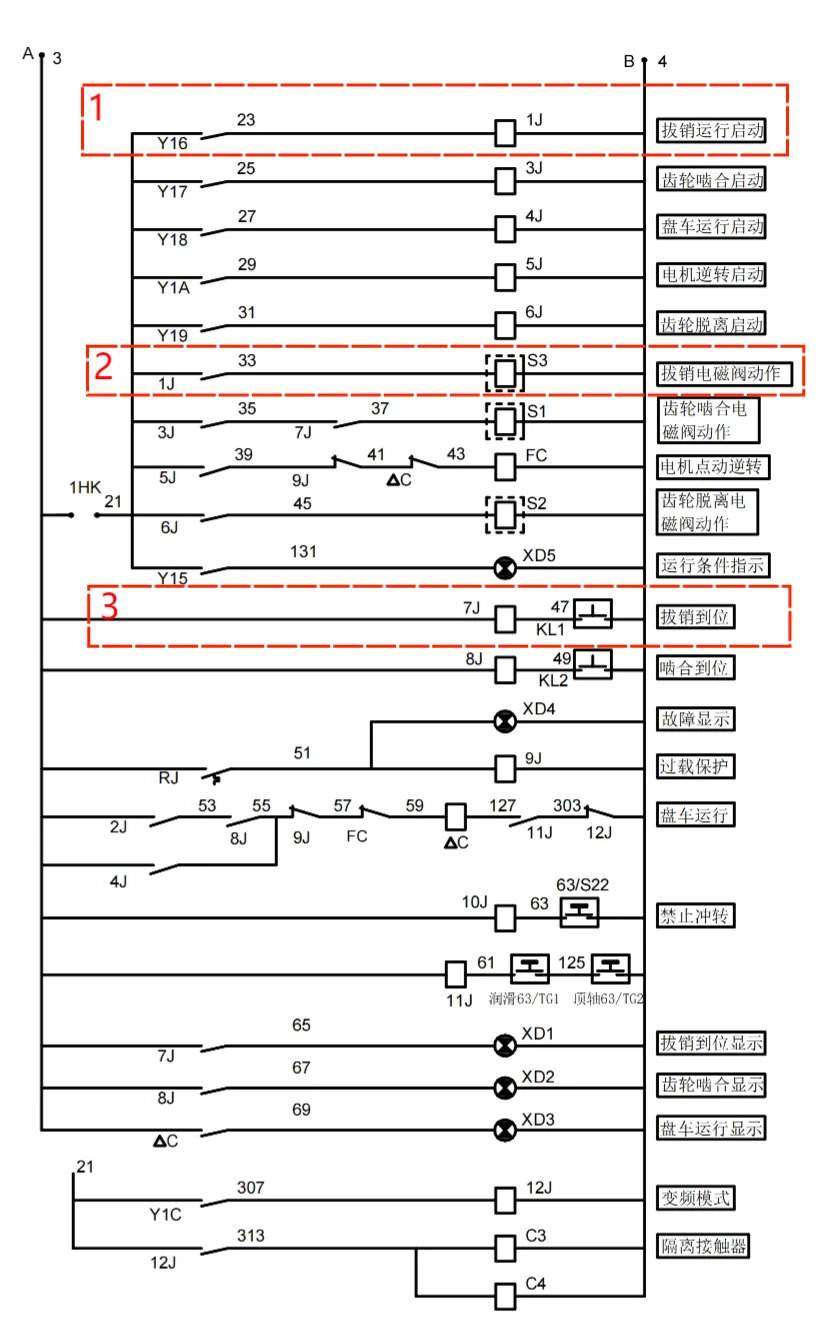
第二步
7J 动作后,PLC 输出信号,3J 工作,电磁阀 S1 得电动作。4J 脉动工作,电机开始瞬动。电磁阀 S1 得电动作后,压缩空气进入操纵气缸,操纵缸拉动手柄,小齿轮配合盘车电
机瞬动向啮合方向运行。此时,电接点压力表 63/S22 检测到操纵缸内有压缩空气,10J 得电,向外发出禁止冲转信号。
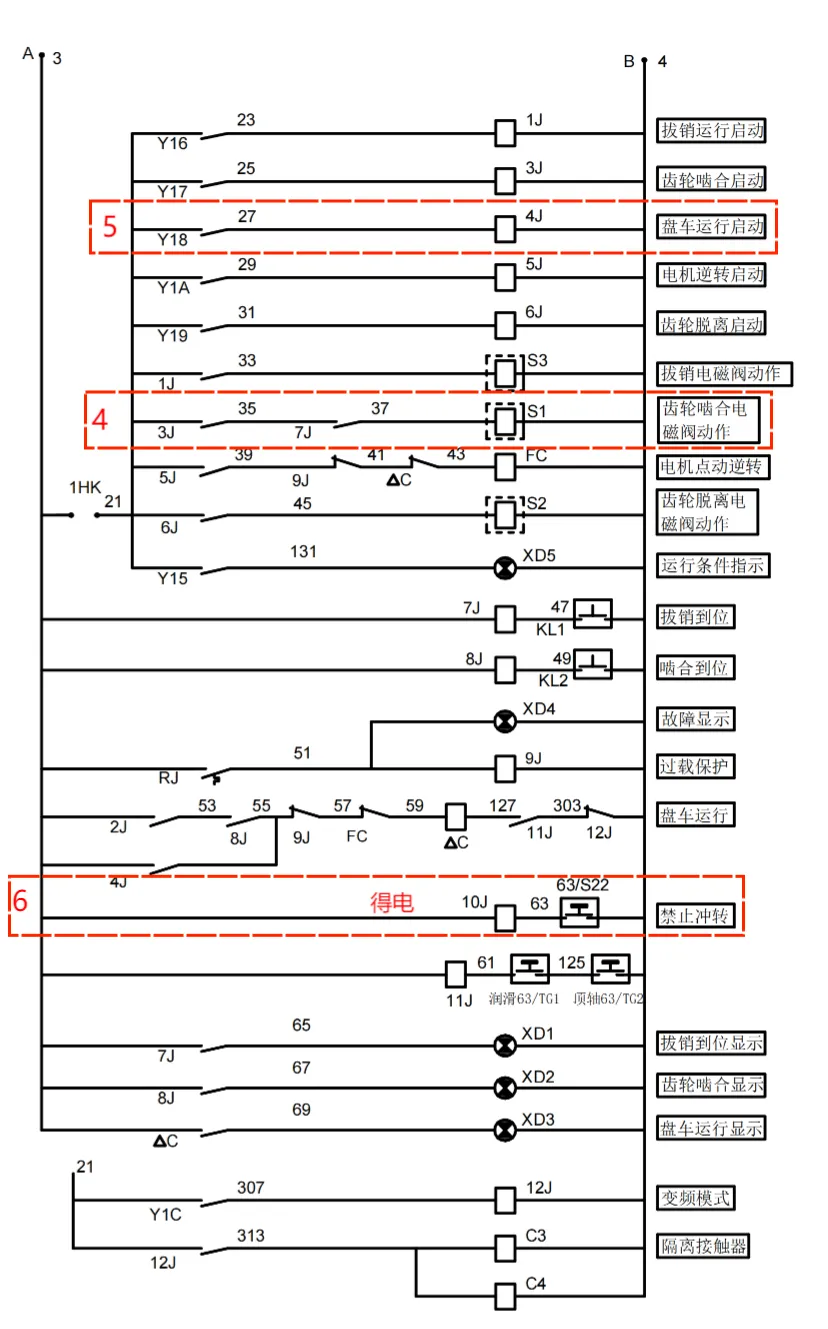
第三步
齿轮啮合后,KL2 闭合。KL2闭合信号反馈给 PLC,延时 3 秒后盘车正式运行。盘车正式运行。
第四步
5 分钟后PLC 切断电磁阀 S1、S3 电源,使拔销气缸及操纵缸内压缩空气放空,为冲
转作准备。电接点压力表 63/S22 检测到操纵缸内压缩空气放空后,10J 失电,向外发出允许冲转信号随着汽机冲转。
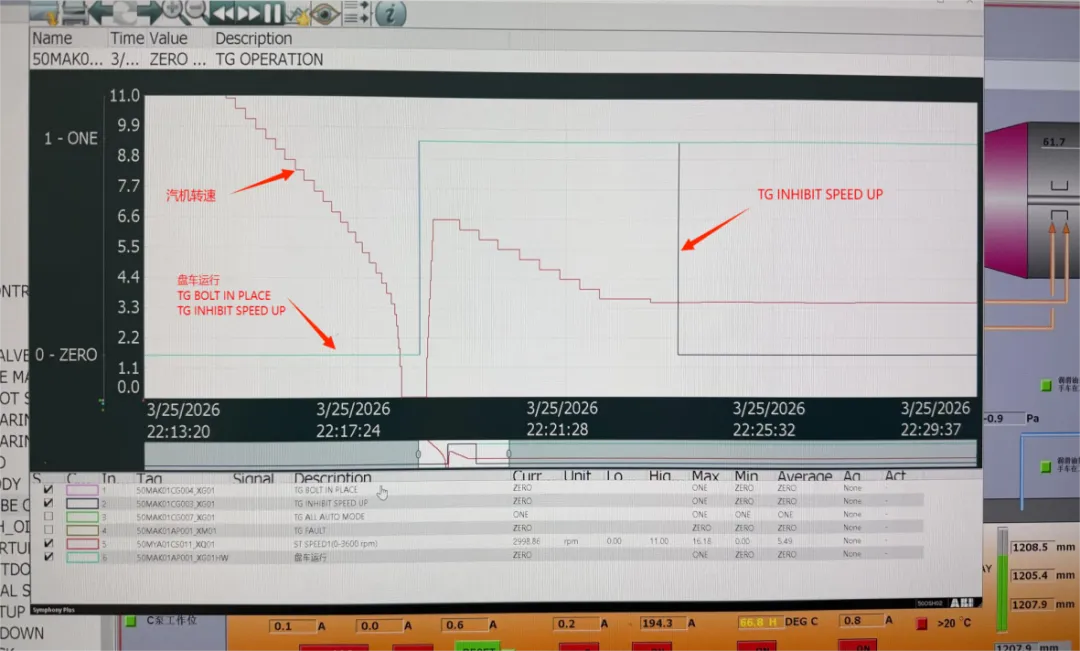
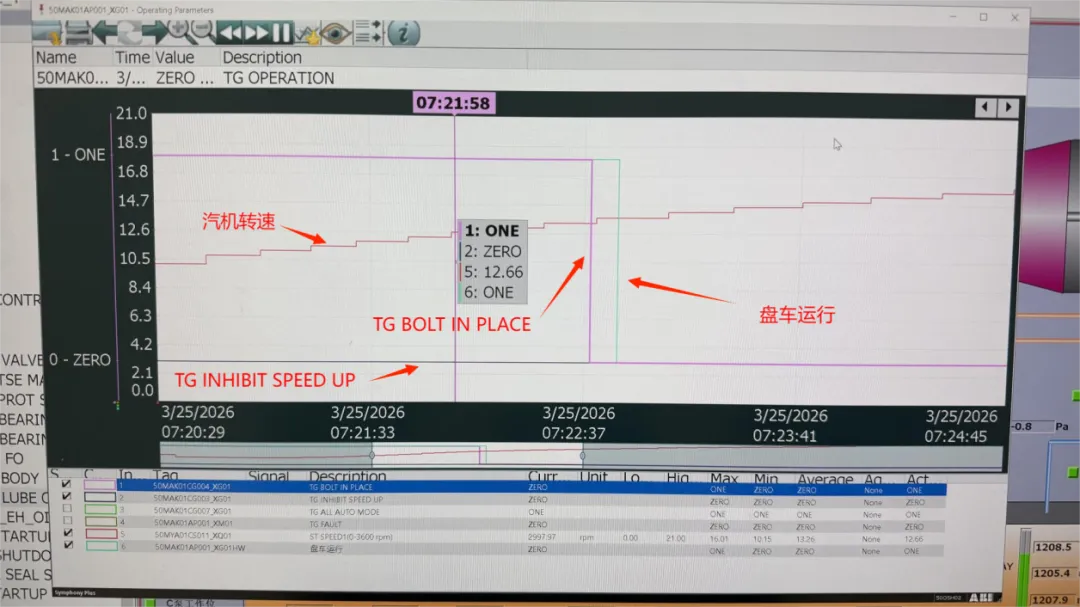
汽机盘车成功投运时的曲线状态:
机组停下来时,需投用盘车。随着汽机转速下降到零,发出投用信号。拔销信号和盘车运行信号“0”变“1”,汽机禁止冲转信号来5分钟(5分钟后消失)。盘车故障信号不能来。全自动模式全程投着。
退出盘车:
随着汽机冲转,在转速超过盘车转速时,由于小齿轮被动承载,在螺旋齿和复位弹簧的作用下,小齿轮退出啮合位置。操纵缸及锁定插销复位。盘车退出。
退出盘车时的曲线状态:
随着汽机冲转,并在转速超过盘车转速时,盘车退出。拔销信号“1”变“0”,插销复位,盘车运行信号也由“1”变“0”。盘车故障信号不能来,全自动模式全程投着。
总结
盘车在正常运行时,4J、11J、12J带电,9J不带电。盘车无法投用时,检查顶轴油压、润滑油压是否正常、拔销到位开关 KL1是否闭合、盘车齿轮啮合开关KL2是否 闭合。
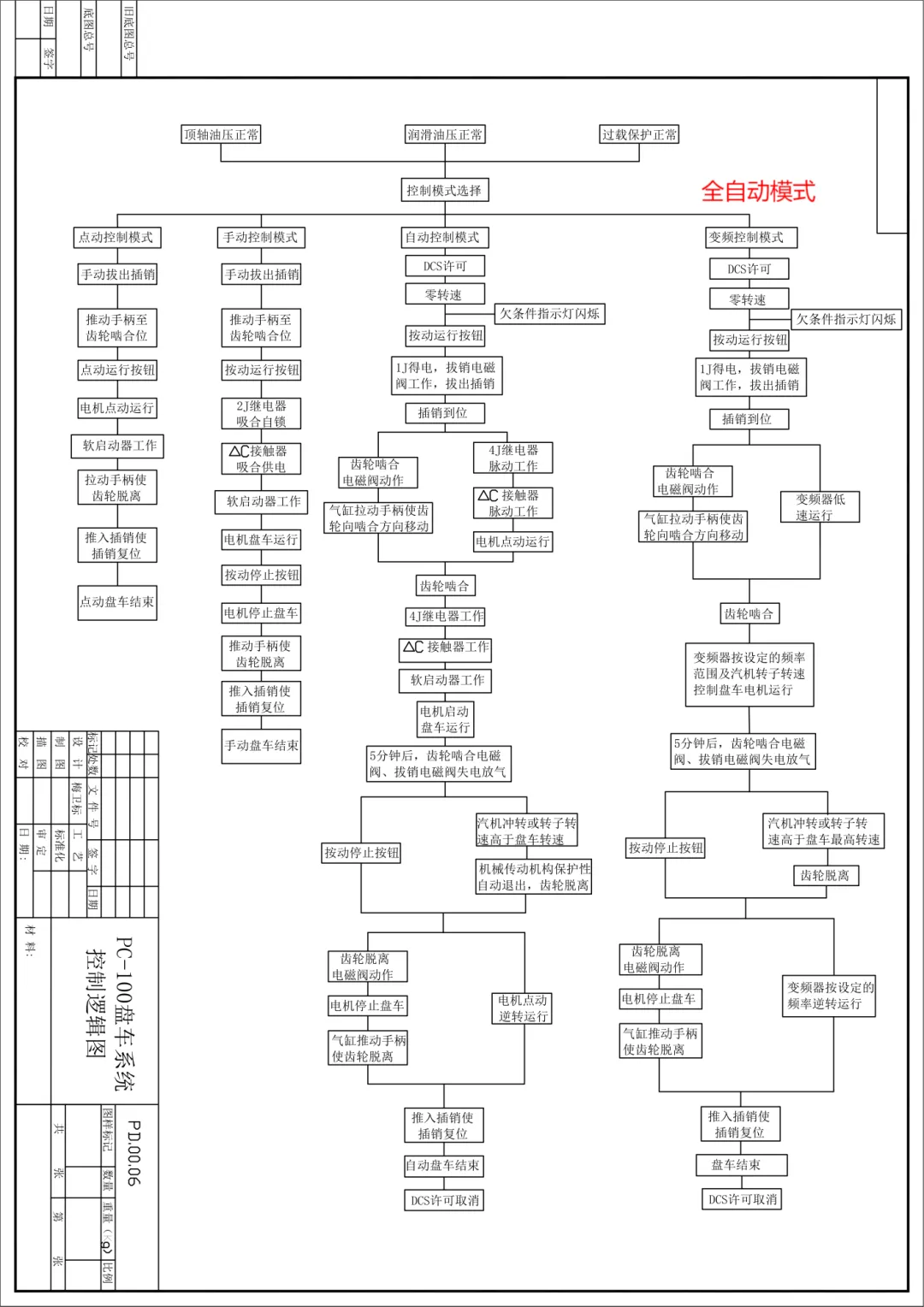
汽机盘车控制逻辑图:
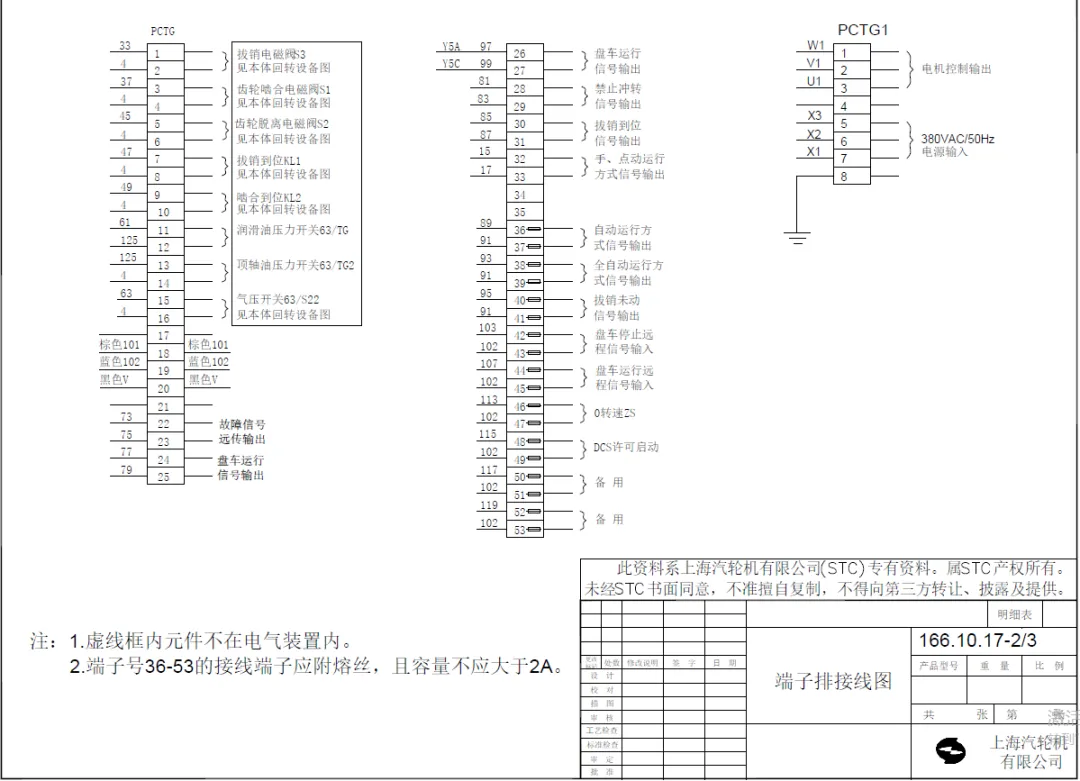
盘车PLC柜内接线图:
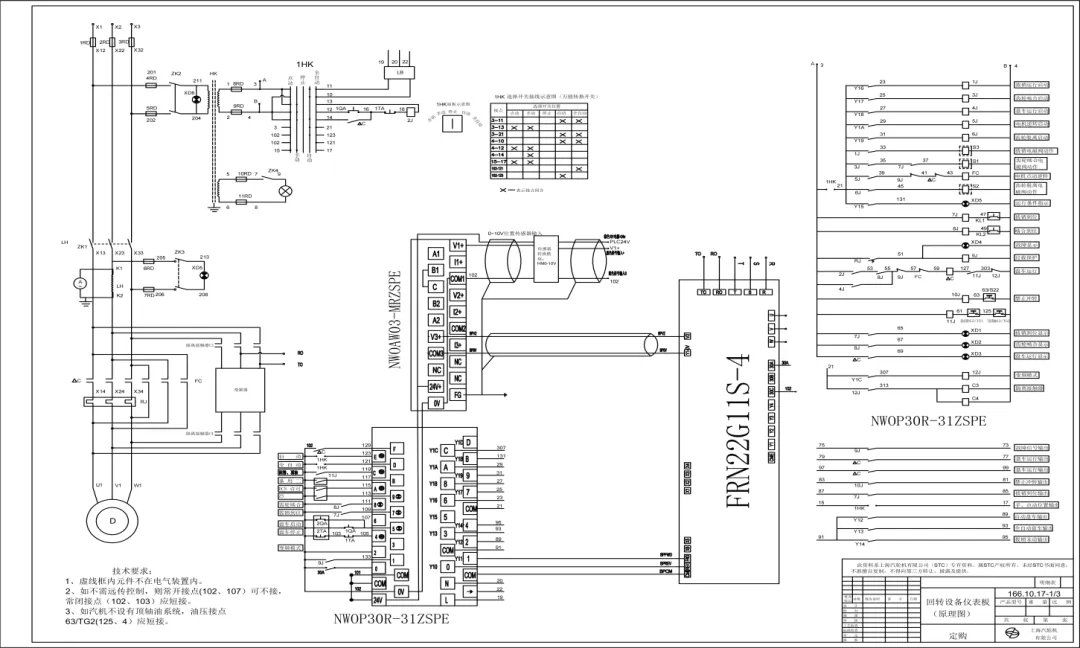
汽机盘车原理图:
盘车PLC柜内接线图:
作者:陈俊辉
编辑:王梦超