










































































文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2.2 起重技术
P29~42 2.2 起重技术
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
7
1
9
4
8
3
信
微
系
2.2.1 起重机械的分类与选用
联
一
唯
2. 起重机选用的基本参数【09年多选、17年案例】
起重机选用的基本参数主要有:吊装载荷、额定起重量、最大幅度、最大起重高度
等,这些参数是制定吊装技术方案的重要依据。
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2. 起重机选用的基本参数
1)吊装载荷【21、22年多选】
吊装载荷的组成:被吊物(设备或构件)在吊装状态下的重量和吊、索具重量(流动
式起重机一般还应包括吊钩重量和从臂架头部垂下至吊钩的起升钢丝绳重量)。
例如,履带起重机的吊装载荷为被吊设备(包括加固、吊耳等)和吊索(绳扣)重
量、吊钩滑轮组重量和从臂架头部垂下的起升钢丝绳重量的总和。
2)计算载荷
(1)动载荷系数
起重机在吊装重物的运动过程中所产生的对起吊机具负载的影响而计入的系数。在起
重吊装工程计算中,以动载系数计8入其影响。一般取动载系数k1=1.1。
7
1
9
4
8
(2)不均衡载荷系数 信 3
微
系
在两台及其以上(联多台起重机、多套滑轮组等)共同抬吊一个重物时,由于起重机械
题
押
之间的相互运动可准能产生作用于起重机械、重物和吊索上的附加载荷,或者由于工作不同
精
步,各分支往往不能 完全按设定比例承担载荷,在起重工程中,以不均衡载荷系数计入其
影响。一般取不均衡载荷系数k=1.1~1.25。
2
(3)吊装计算载荷【13年 案例】
吊装计算载荷(简称计算载荷) :等于动载荷系数乘以吊装载荷。
起重吊装工程中常以吊装计算载荷作 为计算依据。在起重工程的设计中,多台起重机
8
1
7
联合起吊设备,其中一台起重机承担的计算载荷 ,再计入载荷运动和载荷
8
4 9不均衡的影响,
信
3
微
计算载荷的一般公式为:
系
联
一
Qj=k×k×Q (2.2-1) 唯
1 2
式中:Qj—计算载荷;
Q—分配到一台起重机的吊装载荷,包括设备及索吊具重量。
3. 流动式起重机的选用
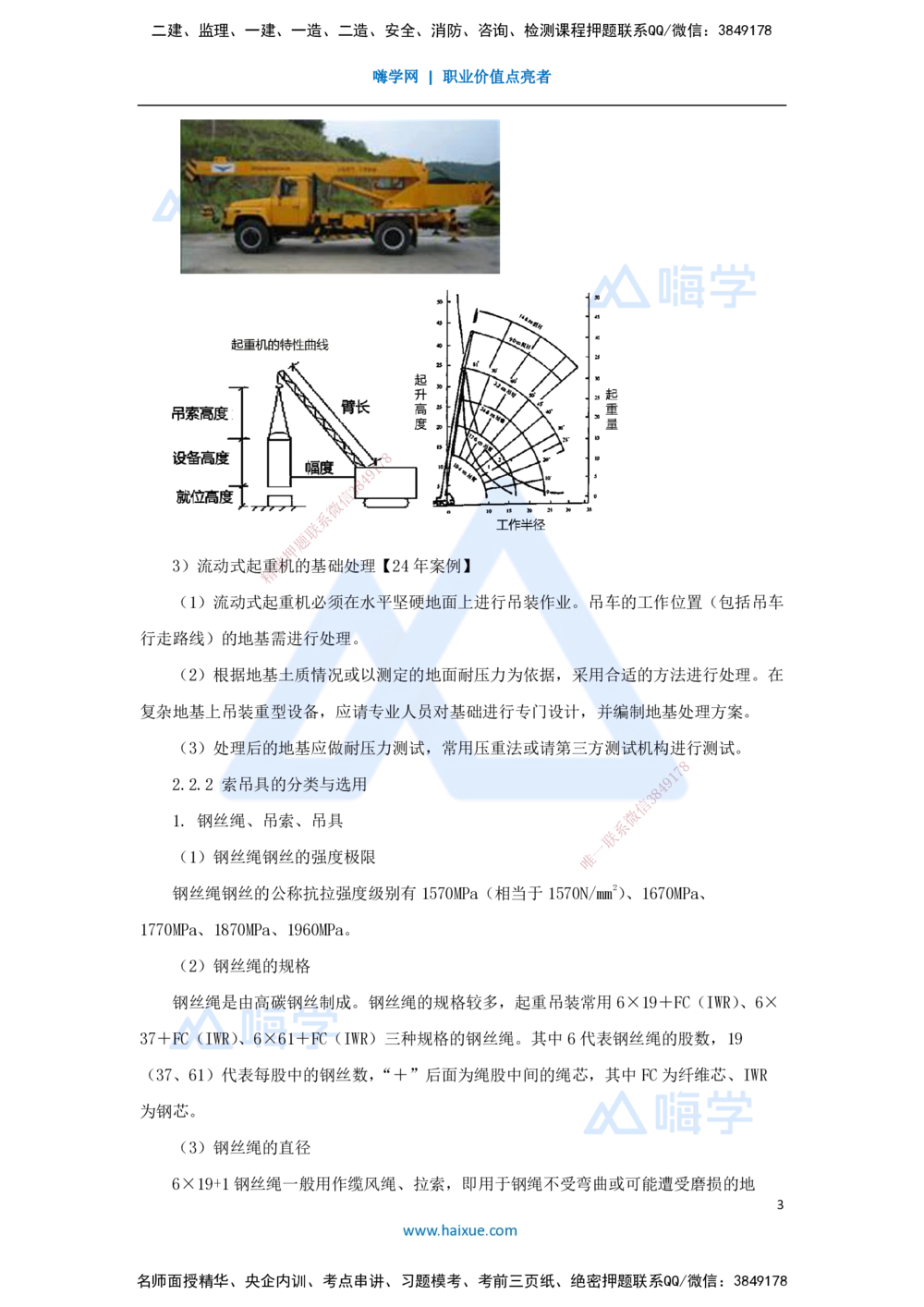
1)流动式起重机的特性曲线(修改)
(1)反映流动式起重机的起重能力、最大起升高度随臂长、幅度的变化而变化的曲线
分别称为起重量特性曲线和起升高度特性曲线。有的起重机已将特性曲线量化成表格形
式,称为特性曲线表。常见的有起重量性能表。
(2)流动式起重机的特性曲线(表)是选用流动式起重机的依据,一般随机附带。
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
8
7
1
9
4
8
3
信
微
系
联
题
押
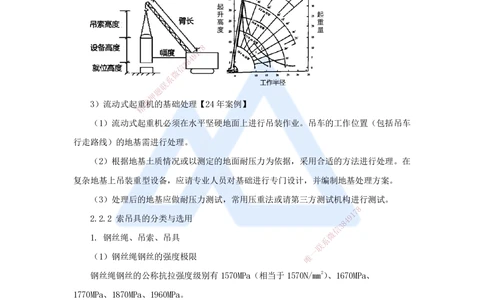
3)流动式起重准机的基础处理【24年案例】
精
(1)流动式起重 机必须在水平坚硬地面上进行吊装作业。吊车的工作位置(包括吊车
行走路线)的地基需进行处理。
(2)根据地基土质情况或 以测定的地面耐压力为依据,采用合适的方法进行处理。在
复杂地基上吊装重型设备,应请专业 人员对基础进行专门设计,并编制地基处理方案。
(3)处理后的地基应做耐压力测试, 常用压重法或请第三方测试机构进行测试。
8
1
7
2.2.2 索吊具的分类与选用
8
4 9
信
3
微
1. 钢丝绳、吊索、吊具
系
联
一
(1)钢丝绳钢丝的强度极限 唯
钢丝绳钢丝的公称抗拉强度级别有1570MPa(相当于1570N/mm2)、1670MPa、
1770MPa、1870MPa、1960MPa。
(2)钢丝绳的规格
钢丝绳是由高碳钢丝制成。钢丝绳的规格较多,起重吊装常用6×19+FC(IWR)、6×
37+FC(IWR)、6×61+FC(IWR)三种规格的钢丝绳。其中6代表钢丝绳的股数,19
(37、61)代表每股中的钢丝数,“+”后面为绳股中间的绳芯,其中FC为纤维芯、IWR
为钢芯。
(3)钢丝绳的直径
6×19+1钢丝绳一般用作缆风绳、拉索,即用于钢绳不受弯曲或可能遭受磨损的地
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
方;6×37+1钢丝绳一般用于钢绳承受弯曲场合,常用于滑轮组中,作为穿绕滑轮组起重
绳,也可用作吊索;6×61+1钢丝绳柔性适宜用于滑轮组、吊索和捆好,绑吊物等。
2)吊索
吊索又俗称为千斤绳、绳扣。用其挂在起重机吊钩上或滑车组的下滑车上吊装设备、
构件等重物。
(2)吊索与铅锤线的夹角要求
一般应控制在30°~45°之间,特殊情况下,不得大于60°。若采用2个以上吊点起
吊时,每点的吊索与水平线的夹角不宜小于60°。
(3)吊索的使用要求
② 吊索选用钢丝绳的结构要求8和基本参数应符合现行国家标准《重要用途钢丝绳》
7
1
9
4
8
GB/T 8918-2006、《钢丝绳通信用3技术条件》GB/T 20118-2017、《粗直径钢丝绳》GB/T
微
系
20067-2017的有关规定联。
题
押
3)钢丝绳安全准系数【16年单选、19、20年案例】
精
钢丝绳安全系数 为标准规定的钢丝绳在使用中允许承受拉力的储备拉力,即钢丝绳在
使用中破断的安全裕度。其取值应符合下列规定:
(1)作拖拉绳时,应大于 或等于3.5;
(2)作卷扬机走绳时,应大于 或等于5;
(3)作捆绑绳扣使用时,应大于或等 于6;
8
1
7
(4)作系挂绳扣时,应大于或等于5;
8
4 9
信
3
微
(5)作载人吊篮时,应大于或等于14。
系
联
一
2. 吊梁【20年多选、22年案例】 唯
1)吊梁(平衡梁)的作用(修改、删减)
(1)减少被吊设备(构件)起吊时所承受的挤压力,避免损坏设备;
(2)缩短吊索的高度,减少动滑轮的起吊高度;
(3)构件刚度不满足而需要多吊点起吊受力时平衡和分配各吊点载荷;
(4)转换吊点。在同一台非标准起重机(如桅杆)的一个吊耳上,如需要挂两套及其
以上的滑轮组,也需要采用平衡梁。双机抬吊时的平衡梁,主要起到分配起重机负荷和转
换吊点的作用。
2.2.3 吊装方法和吊装稳定性要求
2. 吊装稳定性
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2)起重吊装作业稳定性【19年案例】
(1)起重机械的稳定性
起重机在额定工作参数情况下的稳定或桅杆自身结构的稳定。起重机稳定性是起重机
抗倾覆力矩的能力。起重机工作状态稳定性是起重机抵抗有起升载荷、风载荷及其他因素
引起的抗倾覆力矩的能力。
(2)吊装系统的稳定性
多机吊装的同步、协调;大型设备多吊点、多机种的吊装指挥及协调。桅杆吊装的稳
定系统(缆风绳、地锚)。
(3)吊装设备或构件的稳定性
整体稳定性(如:细长塔类设8备、薄壁设备、屋盖、网架)。吊装部件或单元的稳定
7
1
9
4
8
性。 信 3
微
系
联
题
押
准
精
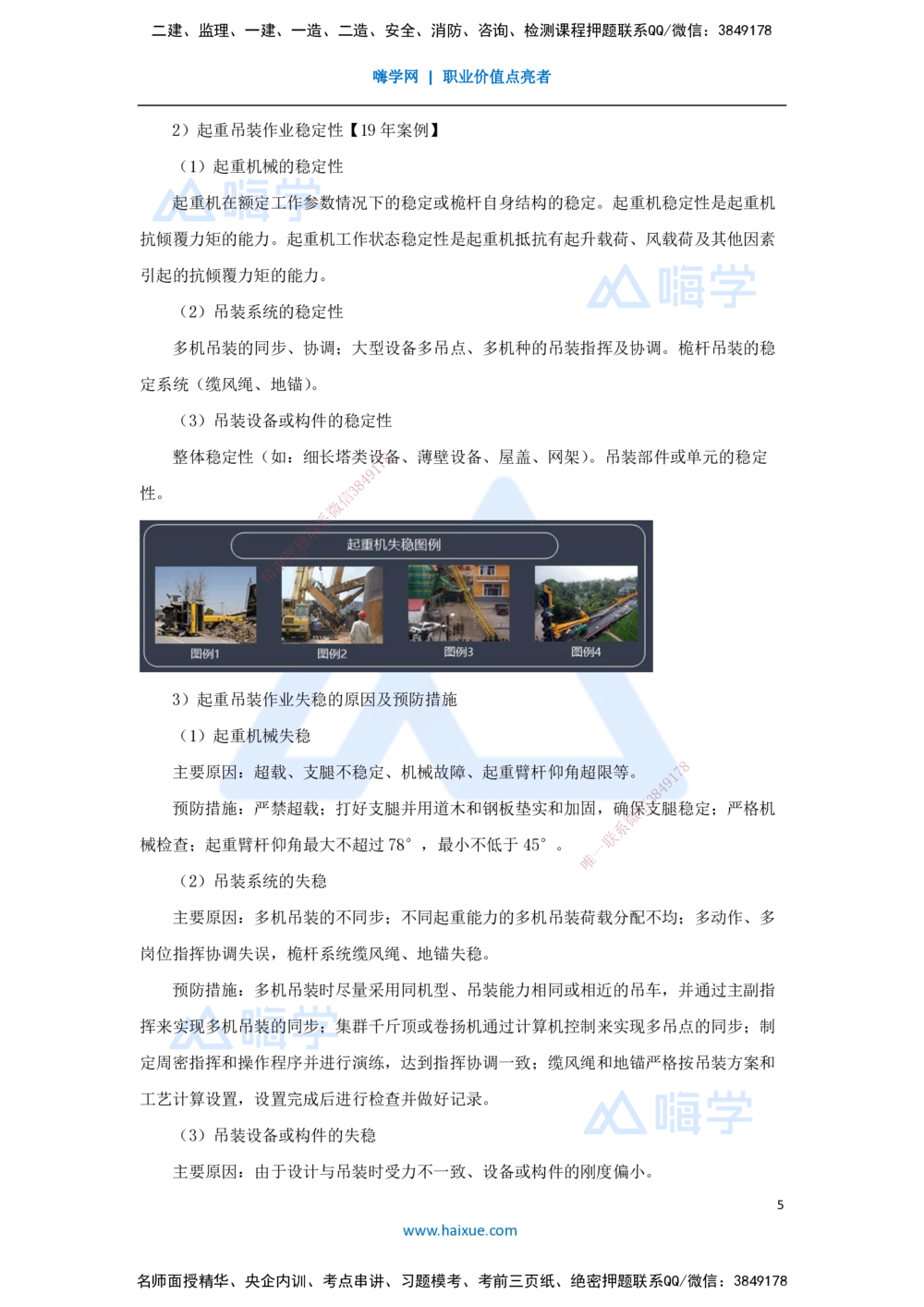
3)起重吊装作业失稳的原因及 预防措施
(1)起重机械失稳
8
主要原因:超载、支腿不稳定、机械故障 、起重臂杆仰角超限等。
1
7
9
8
4
预防措施:严禁超载;打好支腿并用道木和 钢板垫实和加固,确保信
3
支腿稳定;严格机
微
系
械检查;起重臂杆仰角最大不超过78°,最小不低于 45°。 一
联
唯
(2)吊装系统的失稳
主要原因:多机吊装的不同步;不同起重能力的多机吊装荷载分配不均;多动作、多
岗位指挥协调失误,桅杆系统缆风绳、地锚失稳。
预防措施:多机吊装时尽量采用同机型、吊装能力相同或相近的吊车,并通过主副指
挥来实现多机吊装的同步;集群千斤顶或卷扬机通过计算机控制来实现多吊点的同步;制
定周密指挥和操作程序并进行演练,达到指挥协调一致;缆风绳和地锚严格按吊装方案和
工艺计算设置,设置完成后进行检查并做好记录。
(3)吊装设备或构件的失稳
主要原因:由于设计与吊装时受力不一致、设备或构件的刚度偏小。
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
预防措施:对于细长、大面积设备或构件采用多吊点吊装;薄壁设备进行加固加强;
对型钢结构、网架结构的薄弱部位或杆件进行加固或加大截面,提高刚度。
2.2.4 吊装方案的编制与实施
2. 吊装方案的编制内容
3)吊装工艺设计【19年多选、24年案例】
(1)施工工艺,设备吊装工艺方法概述(如双桅杆滑移法、吊车滑移法)与吊装工艺
要求。
(2)吊装参数表:设备规格尺寸、设备总重量、吊装总重量、重心标高、吊点方位及
标高等。若采用分段吊装,应注明设备分段尺寸、分段重量。
P29~42 本章小结 8
7
1
9
4
8
选择部分:18、17考查信卷3扬机,16考查钢丝绳,19年考查吊装方案内容,20考查平
微
系
衡梁,21、23考查起重联机选用的基本参数,24考查吊索的使用要求。
题
押
案例部分:14准、19年考查失稳的原因,24年考查流动式起重机的选用,18年考查利
精
用构筑物吊装,20考 查桅杆起重机,12、13、15、17、20、24考查吊装方案管理,本章案
例考查次数较多,由于起重在各类施工中较为常见,也容易出实操题。
易考点:吊装方案的管理 、钢丝绳、起重机械的分类、使用范围及基本参数。
章节排序:常用吊装方法,起重 机械,吊具的选用,吊装的稳定性。
本章常考案例、选择,案例复习吊装 方法和吊装管理。
8
1
7
2.3 焊接技术
8
4 9
信
3
微
P42~53 2.3 焊接技术
系
联
一
唯
6
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2.3.1 焊接设备和焊接材料的分类及选用
1. 焊接设备
1)焊接设备分类
(1)焊条电弧焊设备
(2)钨极惰性气体保护焊设备
(3)CO 气体保护焊设备
2
(4)埋弧焊设备
(5)电渣焊设备
(6)螺柱焊设备
(7)焊接机器人 8
7
1
9
4
8
2)常用焊接设备的应用信【324年单选】
微
系
(1)焊条电弧焊机联应用
题
押
(2)钨极惰性准气体保护焊机应用
精
是一种优质的弧 焊焊接设备,在各类焊接结构生产中得到了广泛的应用。
① 应用的金属材料种类多。除了低熔点、易挥发的金属材料(如铅、锌等)以外,均
可以采用钨极惰性气体保护焊 机进行焊接。
② 适用的接头厚度范围。常规 钨极惰性气体保护焊使用的接头范围为0.5~4.0mm。
2. 焊接材料
8
1
7
1)焊条的分类及选用
8
4 9
信
3
微
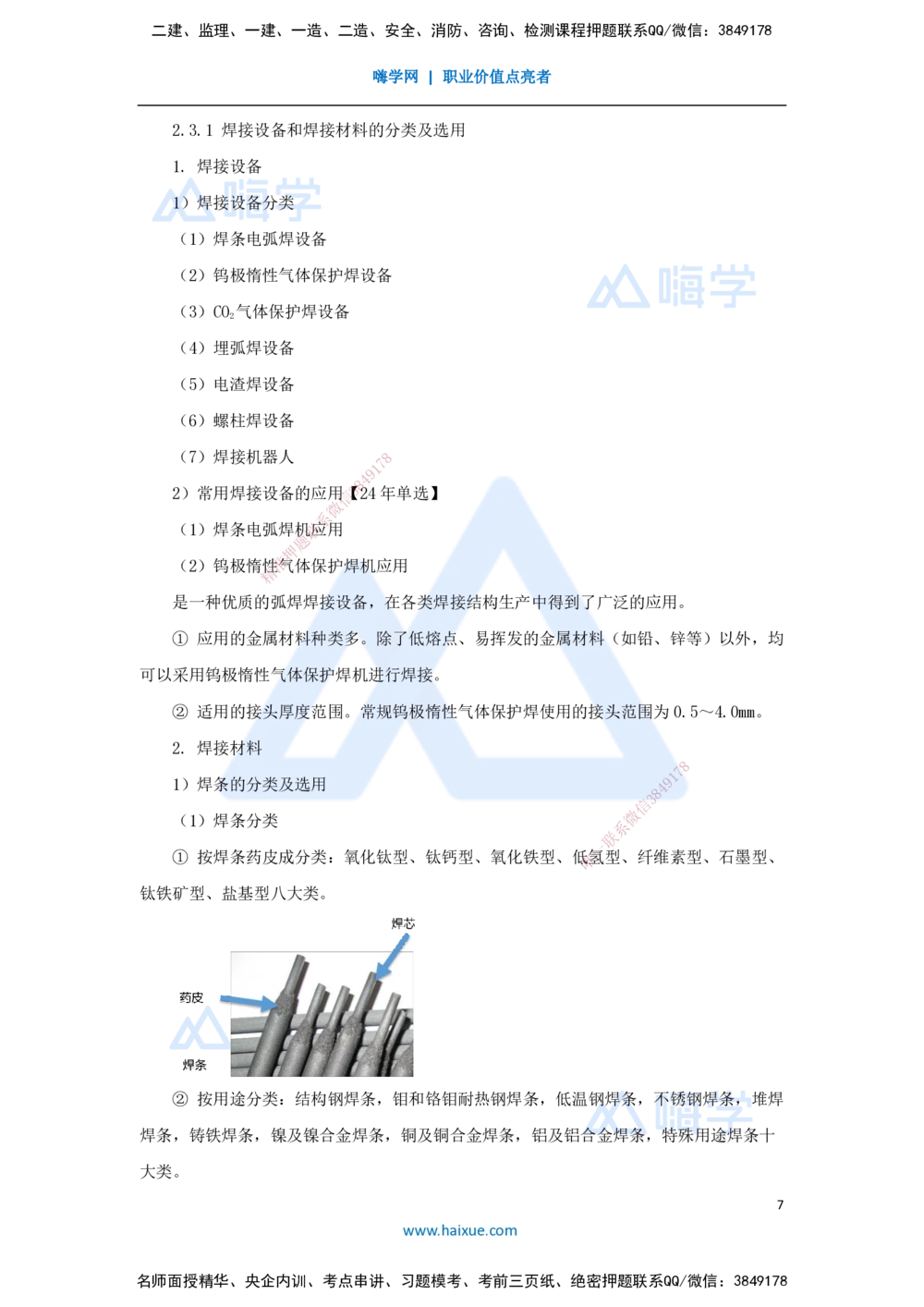
(1)焊条分类
系
联
一
① 按焊条药皮成分类:氧化钛型、钛钙型、氧化铁 型、低唯氢型、纤维素型、石墨型、
钛铁矿型、盐基型八大类。
② 按用途分类:结构钢焊条,钼和铬钼耐热钢焊条,低温钢焊条,不锈钢焊条,堆焊
焊条,铸铁焊条,镍及镍合金焊条,铜及铜合金焊条,铝及铝合金焊条,特殊用途焊条十
大类。
7
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
③ 按熔渣性质分类:碱性焊条(又称作低氢型焊条)和酸性焊条。
④ 按特殊性能分类:超低氢焊条、低尘低毒焊条、立向下焊条、底层焊条、铁粉高效
焊条、抗潮焊条、水下焊焊条、重力焊焊条、仰焊焊条等。
(2)焊条选用要求【22年多选】
① 焊条的选用在设计有规定时应按设计文件要求选用。
② 设计无规定时应在满足结构安全、可靠使用的前提下,以改善作业条件和提高技术
经济效益为原则,综合考虑以下因素:钢材化学成分及力学性能,焊缝金属性能,钢结构
特点(板厚、接头形式)和受力状态,工艺性,焊接位置和施焊条件(室内、野外、空间
大小),焊接工作量(焊缝长度、焊缝当量)。
(3)同种钢材焊接时焊条选用8原则
7
1
9
4
8
③ 满足焊接结构特点及信受3力条件原则。对结构形状复杂、刚性大的厚大焊件,在焊接
微
系
过程中,冷却速度快,联收缩应力大,易产生裂纹,应选用抗裂性好、韧性好、塑性高、氢
题
押
裂纹倾向低的焊条准。
精
例如:低氢型焊 条、超低氢型焊条和高韧性焊条等。
8
1
7
9
8
4
4)焊接气体分类及应用【23年多选】 信
3
微
系
(1)焊接气体分类(修改) 一
联
唯
① 气焊、切割用气体:助燃气体(O);可燃气体:乙炔 、丙烷、石油气、天然气
2
等。
② 焊接保护用气体:二氧化碳(CO)、氩气(Ar)、氦气(He)、氮气(N)、氧气
2
(O)和氢气(H)。
2 2
(2)焊接气体的应用
① 焊接用气体的选择,主要取决于焊接、切割方法。除此之外,还有被焊金属的性
质,焊接接头质量要求、焊件厚度和焊接位置及工艺方法等因素有关。
2.3.2 焊接方法和焊接工艺
1. 焊接方法
8
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
1)熔化焊(新增)
(1)熔化焊是指在焊接过程中,将焊接接头在焊接电弧等热源作用下加热至熔化状
态,在温度场、重力等作用下,不加压力,两个工件熔化的液态金属发生混合现象。待温
度降低后,熔化部分凝结,两个工件就被牢固的焊在一起的方法。
(2)熔化焊可以分为:电弧焊、电渣焊、气焊、电子束焊、激光焊等。最常见的电弧
焊又可以进一步分为:焊条电弧焊、气体保护焊、埋弧焊及等离子焊等。
(3)常用的熔化焊分类及代号见表2.3-1。
表2.3-1 常用焊接方法分类及代号
标准号 TSGZ 6002-2010
GB/T 5185-2005
焊接方法 NB/T 47014-2011
8
7
1
焊条电弧焊 9 111 SMAW
4
8
3
单丝埋弧焊 信 121 SAW
微
系
电弧焊 钨极气体保护联焊 141 GTAW
题
熔化极气押体保护焊 131(135) GMAW(MAG)
准
精
自保护药芯焊丝电弧焊 114 FCAW
电渣焊 72 ESW
其他 气电立焊 73 EGW
短路电弧螺柱焊 784 SW
2)压力焊(新增)
(1)压力焊是指通过对焊件施加 压力(加热或不加热)来完成焊接的方法。
(2)压力焊可以分为爆炸焊、冷压焊、 摩擦焊、扩散焊、超声波焊、高
8
频焊以及电阻
1
7
9
焊等。
信
3 8
4
微
2. 焊接工艺 联
系
一
唯
1)焊接接头
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
(2)焊接接头形式:对接接头、T形接头、角接接头及搭接接头等。焊接接头形式主
要是由两焊件相对位置所决定的。
2)焊缝形式
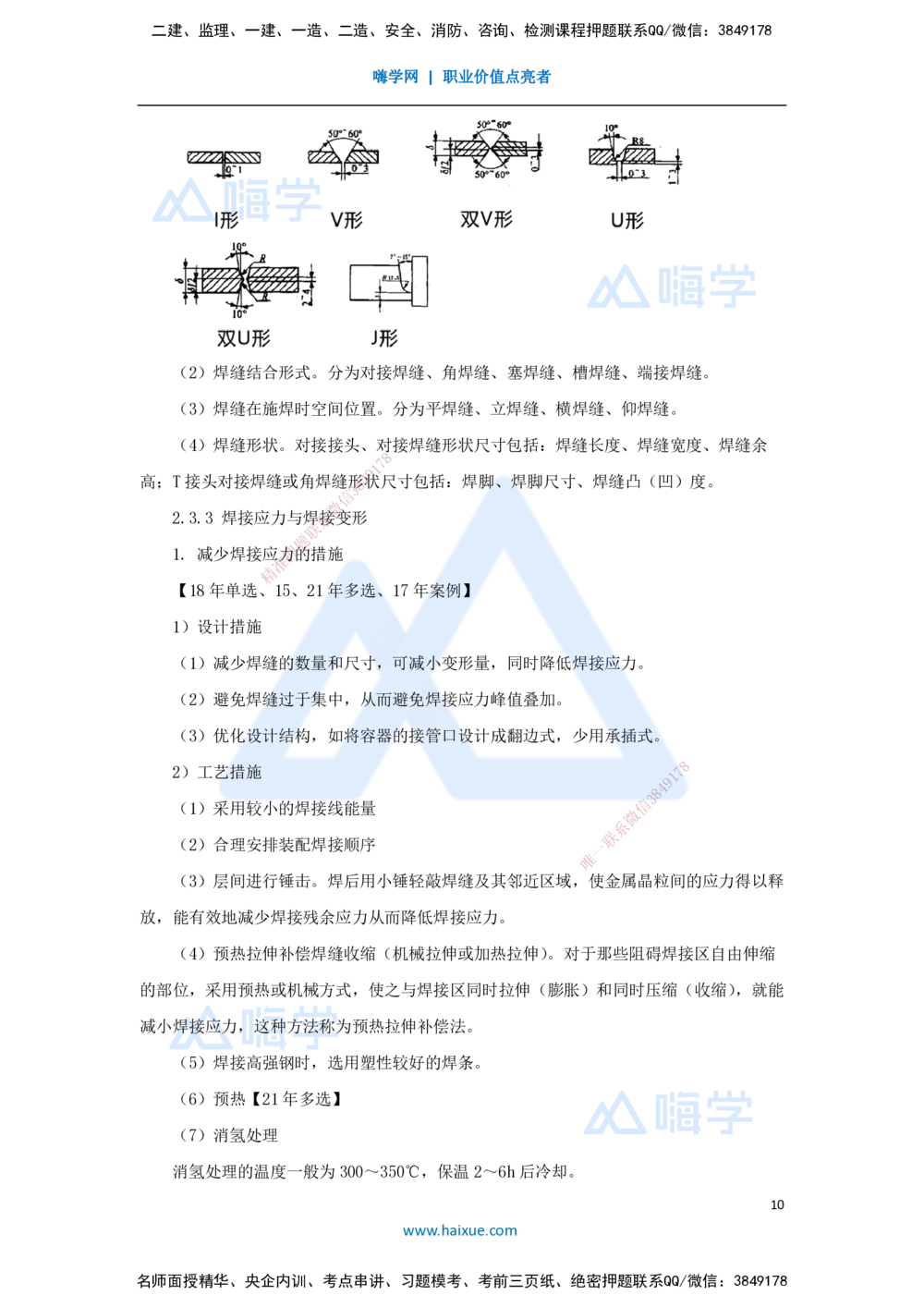
(1)焊缝坡口形式。坡口分成I形(不开坡口)、V形、单边V形、U形、双U形、J
形等各种坡口形式。
9
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(2)焊缝结合形式。分为对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
(3)焊缝在施焊时空间位置。分为平焊缝、立焊缝、横焊缝、仰焊缝。
(4)焊缝形状。对接接头、对接焊缝形状尺寸包括:焊缝长度、焊缝宽度、焊缝余
8
7
1
9
高;T接头对接焊缝或角焊缝形8 4状尺寸包括:焊脚、焊脚尺寸、焊缝凸(凹)度。
3
信
微
2.3.3 焊接应力与焊系接变形
联
题
1. 减少焊接应力押的措施
准
精
【18年单选、 15、21年多选、17年案例】
1)设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,从而 避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接 管口设计成翻边式,少用承插式。
8
2)工艺措施
1
7
9
8
4
(1)采用较小的焊接线能量 信
3
微
系
(2)合理安排装配焊接顺序 一
联
唯
(3)层间进行锤击。焊后用小锤轻敲焊缝及其邻近区域 ,使金属晶粒间的应力得以释
放,能有效地减少焊接残余应力从而降低焊接应力。
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)。对于那些阻碍焊接区自由伸缩
的部位,采用预热或机械方式,使之与焊接区同时拉伸(膨胀)和同时压缩(收缩),就能
减小焊接应力,这种方法称为预热拉伸补偿法。
(5)焊接高强钢时,选用塑性较好的焊条。
(6)预热【21年多选】
(7)消氢处理
消氢处理的温度一般为300~350℃,保温2~6h后冷却。
10
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(8)焊后热处理
利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐
减少,塑性变形逐渐增加而使应力降低。
(9)利用振动法来消除焊接残余应力。构件承受变载荷应力达到一定数值,经过多次
振动后,结构中的残余应力逐渐降低,即利用振动的方法可以消除部分焊接残余应力。
2. 焊接变形的危害性及预防焊接变形的措施
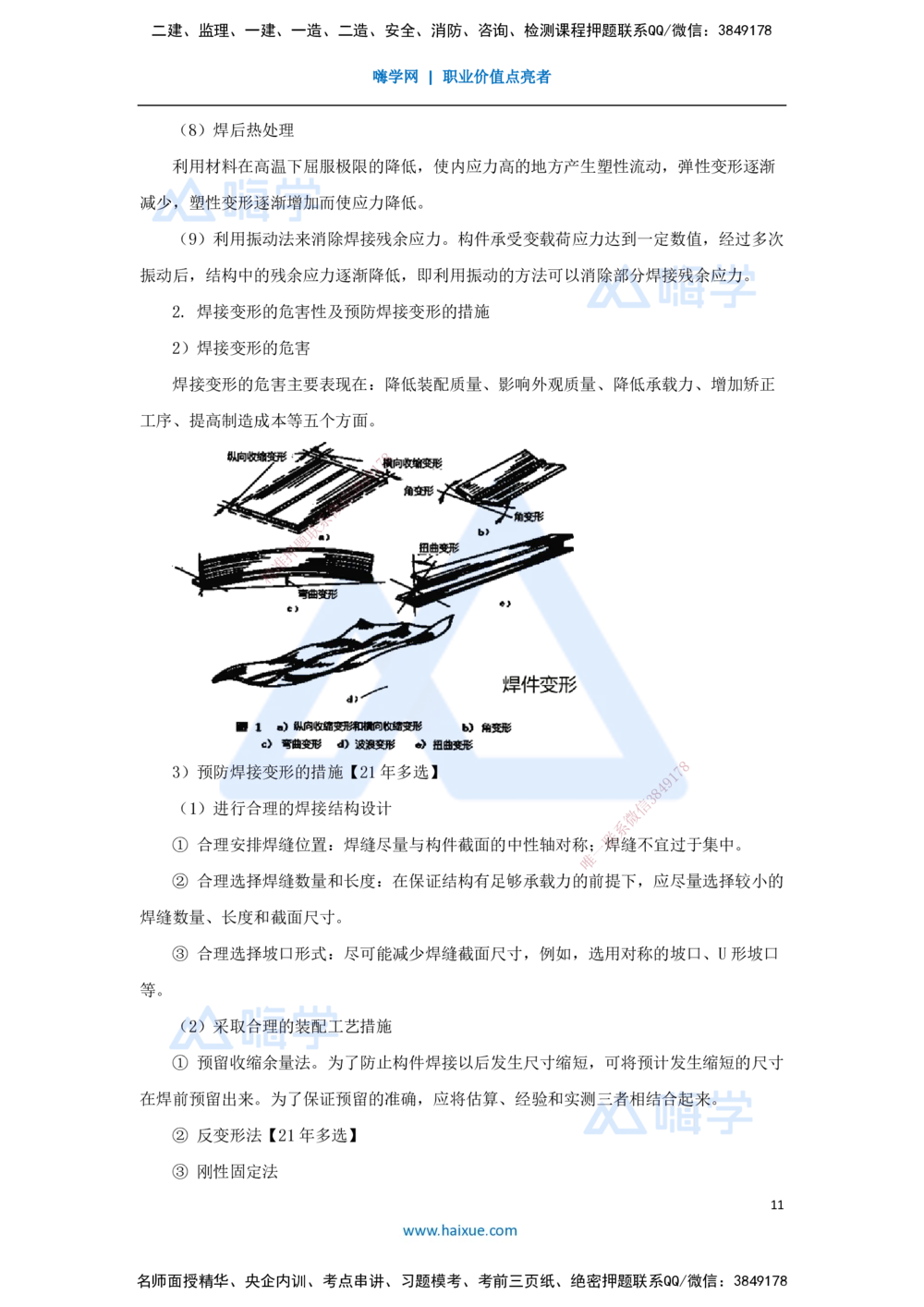
2)焊接变形的危害
焊接变形的危害主要表现在:降低装配质量、影响外观质量、降低承载力、增加矫正
工序、提高制造成本等五个方面。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
3)预防焊接变形的措施【21年多选】
1
7
9
8
4
(1)进行合理的焊接结构设计 信
3
微
系
① 合理安排焊缝位置:焊缝尽量与构件截面的中 性轴对称;一
联
焊缝不宜过于集中。
唯
② 合理选择焊缝数量和长度:在保证结构有足够承载力 的前提下,应尽量选择较小的
焊缝数量、长度和截面尺寸。
③ 合理选择坡口形式:尽可能减少焊缝截面尺寸,例如,选用对称的坡口、U形坡口
等。
(2)采取合理的装配工艺措施
① 预留收缩余量法。为了防止构件焊接以后发生尺寸缩短,可将预计发生缩短的尺寸
在焊前预留出来。为了保证预留的准确,应将估算、经验和实测三者相结合起来。
② 反变形法【21年多选】
③ 刚性固定法
11
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
例如:在大型储罐底板焊接时采用较多;现场组焊塔器、球罐时,往往采用弧形加强
板、日字形夹具进行刚性固定。
④ 合理选择装配程序
小部件可以自由地收缩,而不至于引起整体结构的变形。例如:压力容器分节制造
等。
(3)采取合理的焊接工艺措施【21年多选】
① 合理的焊接方法。尽量用气体保护焊等热源集中的焊接方法。不宜用焊条电弧焊,
特别不宜选用气焊。
② 合理的焊接线能量。尽量减小焊接线能量的输入能有效地减小变形。【17年案例】
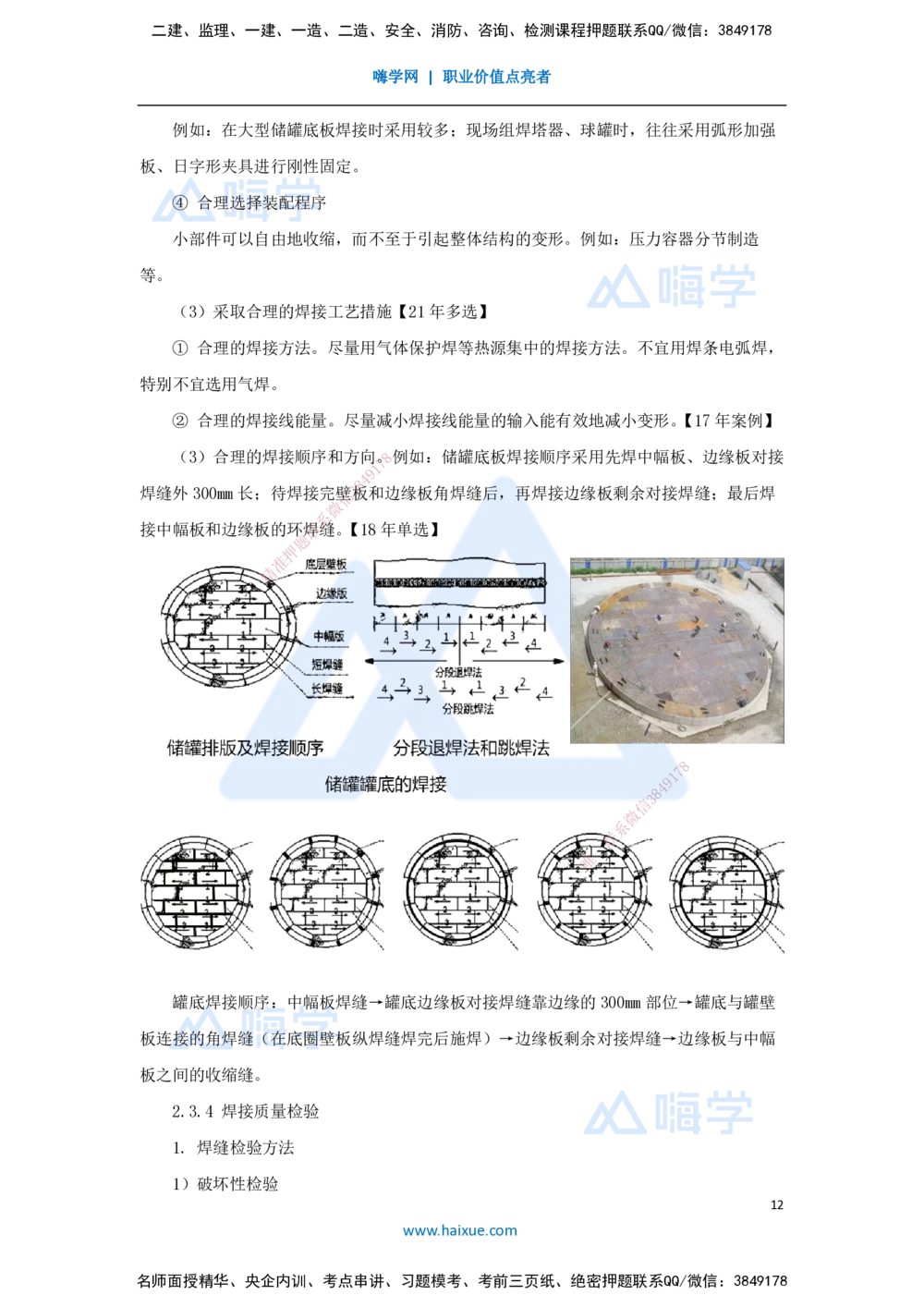
(3)合理的焊接顺序和方向。8例如:储罐底板焊接顺序采用先焊中幅板、边缘板对接
7
1
9
4
8
焊缝外300mm长;待焊接完信壁3板和边缘板角焊缝后,再焊接边缘板剩余对接焊缝;最后焊
微
系
接中幅板和边缘板的环联焊缝。【18年单选】
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
罐底焊接顺序:中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁
板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅
板之间的收缩缝。
2.3.4 焊接质量检验
1. 焊缝检验方法
1)破坏性检验
12
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
常用的破坏性检验包括:力学性能试验(弯曲试验、拉伸试验、冲击试验、硬度试
验、断裂性试验、疲劳试验)、化学分析试验(化学成分分析、不锈钢晶间腐蚀试验、焊条
扩散氢含量测试)、金相试验(宏观组织、微观组织)、焊接性试验。
2)非破坏性检验
常用的非破坏性检验包括:外观检验、无损检测(渗透检测PT、磁粉检测MT、超声检
测UT、射线检测RT)。
P42~53 本章小结
选择部分:18考查储罐焊接顺序,24年考查焊接设备分类,23年考查焊接气体分
类,16、17年考查焊接工艺评定,19年考查焊接线能量,20年考查钨极惰性气体保护焊
优点,21年预防焊接变形的措施,822年考查焊条选用。
7
1
9
4
8
案例部分:13年考查C信O3气体保护焊,14年考查埋弧焊,16年考查气体保护焊,17
2
微
系
年考查预防焊接变形的联措施,18年案例考查焊接工艺评定。
题
押
易考点:焊接准工艺评定、焊接设备、预防焊接变形的措施、焊接过程质量检验。
精
章节排序:焊接 方法与焊接工艺,焊接材料与设备选用,焊接应力与变形,焊节质量
检验。
近年多考查焊接工艺评定 ,作为重点学习,早年喜欢考焊接方法、设备。
8
1
7
9
8
4
信
3
微
系
联
一
唯
13
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

