文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
P187~P195 防腐蚀工程施工技术 ★
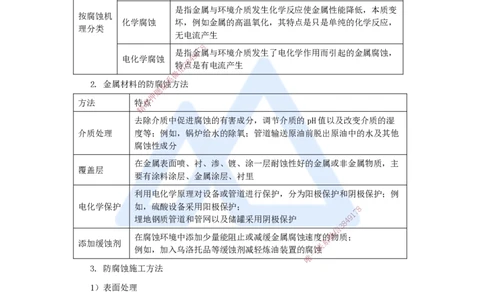
1. 金属腐蚀的分类和特点
分类方式 类别 特点
全面腐蚀 分为均匀腐蚀和不均匀腐蚀
按破坏形
点蚀、孔蚀、
式分类
局部腐蚀
缝隙腐蚀、晶间腐蚀、电偶腐蚀、选择性腐蚀
是指金属由于物理溶解所引起的破坏
物理腐蚀
例如:用来盛放熔融锌的钢容器,由于铁被锌所溶解而损坏
是指金属与环境介质发生化学反应使金属性能降低,本质变
按腐蚀机
化学腐蚀 坏,例如金属的高温氧化,其特点是只是单纯的化学反应,
理分类
无电流产生
88
77
是指金11属与环境介质发生了电化学作用而引起的金属腐蚀,
99
电化学腐蚀 44
88
特信信 33点是有电流产生
微微
系系
2. 金属材料的防腐联联蚀方法
题题
押押
方法 特准准点
精精
去除介质中促进腐蚀的有害成分,调节介质的pH值以及改变介质的湿
介质处理 度等; 例如,锅炉给水的除氧;管道输送原油前脱出原油中的水及其他
腐蚀性成分
在金属表面喷、 衬、渗、镀、涂一层耐蚀性好的金属或非金属物质,主
覆盖层
要有涂料涂层、金属涂层、衬里
利用电化学原理对设备 或管道进行保护,分为阳极保护和阴极保护;例
电化学保护 如,硫酸设备采用阳极保护 ; 88
11
77
埋地钢质管道和管网以及储罐采 用阴极保护
88
44 99
信信
33
在腐蚀环境中添加少量能阻止或减 缓金属腐蚀速度的微微物质;
添加缓蚀剂
系系
例如,加入乌洛托品等缓蚀剂减轻炼油 装置的腐一一蚀
联联
唯唯
3. 防腐蚀施工方法
1)表面处理
(1)钢材表面锈蚀等级的判定
A:大面积覆盖氧化皮且几乎没有铁锈;
B:已发生锈蚀,且氧化皮已开始剥落;
C:氧化皮因锈蚀而剥落或可刮除,且可见轻微点蚀;
D:氧化皮因锈蚀而剥落,且可见普遍点蚀。
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(2)钢材表面处理方法
① 工具除锈:手动工具除锈主要用钢丝刷、粗砂纸、铲刀;动力工具除锈主要用旋转
钢丝刷、砂轮机,动力工具不能到达的金属表面,应用手动工具补充除锈;工具除锈的除
锈质量等级分为St2级、St3级。
88
77
② 喷射除锈:敞开式干喷射11是用压缩空气通过喷射清洁干燥的磨料进行除锈,要求金
99
44
88
33
信信
属表面温度应高于露点温度微微3℃以上;湿喷射是采用压缩空气通过喷嘴喷射掺水的非金属
系系
联联
磨料,喷射用水中应掺题题入足量的缓蚀剂,否则喷射后应采用淡水冲洗,并做防锈处理;喷
押押
准准
精精
射除锈的除锈质量等级可分为Sa1级、Sa2级、Sa2.5级、Sa3级。
③ 化学除锈:将金 属表面浸入常温酸洗液,直至氧化皮和锈全部除掉;酸洗液中应加
入足够缓蚀剂,以减少对金属的腐蚀;达到要求后用淡水冲净;然后进行磷化和钝化处
理;酸洗后的金属表面应用干净 的高压空气吹干水分,且不应码垛堆放。
2)涂料涂层施工方法
(1)刷涂法
88
11
77
99
最简单的手工涂装方法,优点是漆膜渗透性 强,可以深入到细孔、
信信
33缝88
44
隙中;工具简
微微
单,投资少,操作容易,适应性强;对工件形状要求 不严,节省涂
系系
料;缺点是劳动强度
联联
一一
唯唯
大,生产效率低,涂膜易产生刷痕,外观欠佳,常用于小面 积 涂装。
(2)滚涂法
滚涂法是先将滚子在涂料中湿润,再将涂料滚涂到所需的表面,适用于较大面积工件
的涂装,较刷涂法效率高。
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(3)空气喷涂法
利用专门的喷枪工具以压缩空气把涂料吸入,再由喷枪的喷嘴喷出射向被涂基体表
面;空气喷涂法是应用最广泛的一种涂装方法,几乎可适用于一切涂料品种;优点是可获
得厚薄均匀、光滑平整的涂层,缺点是涂料利用率较低,对空气污染较严重。
(4)高压无气喷涂法
使涂料通过加压泵加压后经喷嘴小孔喷出,涂料高速离开喷嘴扩散成极细的颗粒而涂
敷于工件表面,优点是克服了一般空气喷涂时发生涂料回弹和大量漆雾飞扬的现象,不仅
节省了漆料,而且减少了污染,改善了劳动条件;工作效率较一般空气喷涂法提高了数倍
至十几倍,且涂膜质量较好,适宜于大面积物体的涂装。
3)衬里防腐施工方法 88
77
11
99
44
88
铅衬里分为衬铅和搪铅信信;33适用于常压或压力不高、温度较低和静载荷作用下工作的设
微微
系系
备;真空操作的设备、联联受振动和有冲击的设备不宜采用。例如,铅衬里常用于输送硫酸的
题题
押押
泵、管道和阀门等准准设施上。
精精
4)阴极保护施工 方法
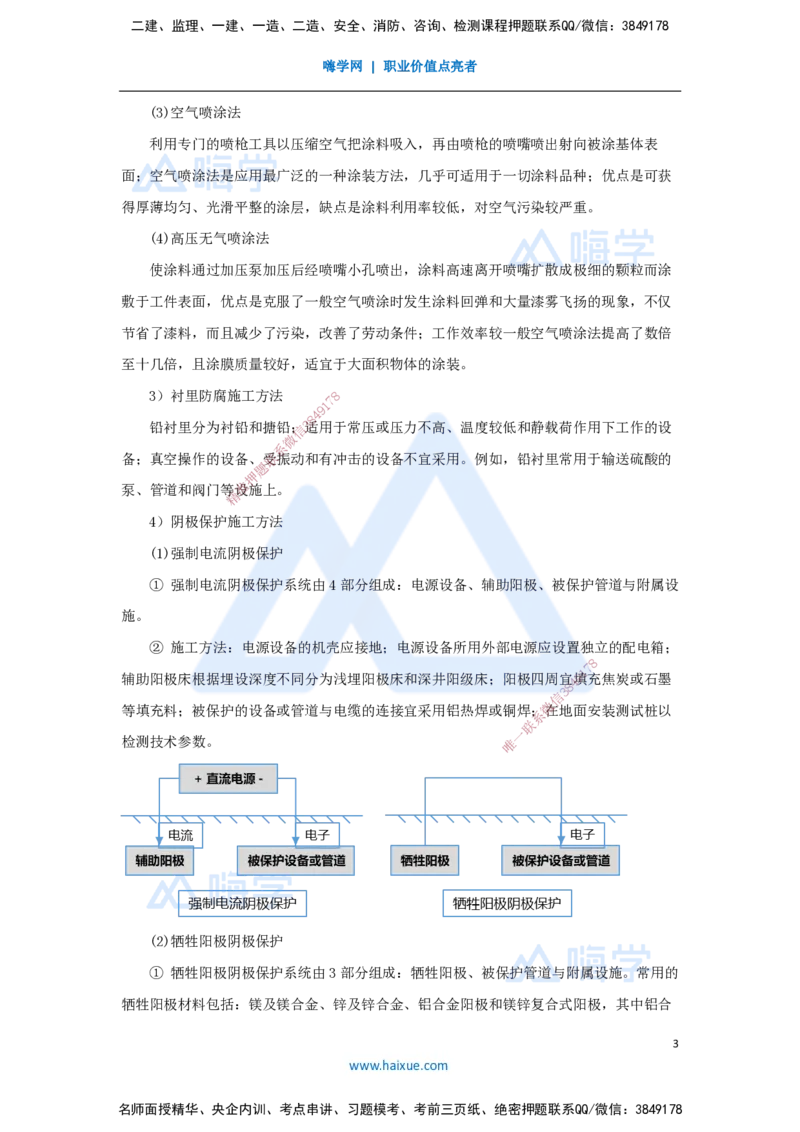
(1)强制电流阴极保护
① 强制电流阴极保护系统 由4部分组成:电源设备、辅助阳极、被保护管道与附属设
施。
② 施工方法:电源设备的机壳应接地 ;电源设备所用外部电源应设置独立的配电箱;
88
11
77
辅助阳极床根据埋设深度不同分为浅埋阳极床和 深井阳级床;阳极四周宜
88
44 99填充焦炭或石墨
信信
33
微微
等填充料;被保护的设备或管道与电缆的连接宜采用铝热焊或铜焊;在地面安装测试桩以
系系
联联
一一
检测技术参数。 唯唯
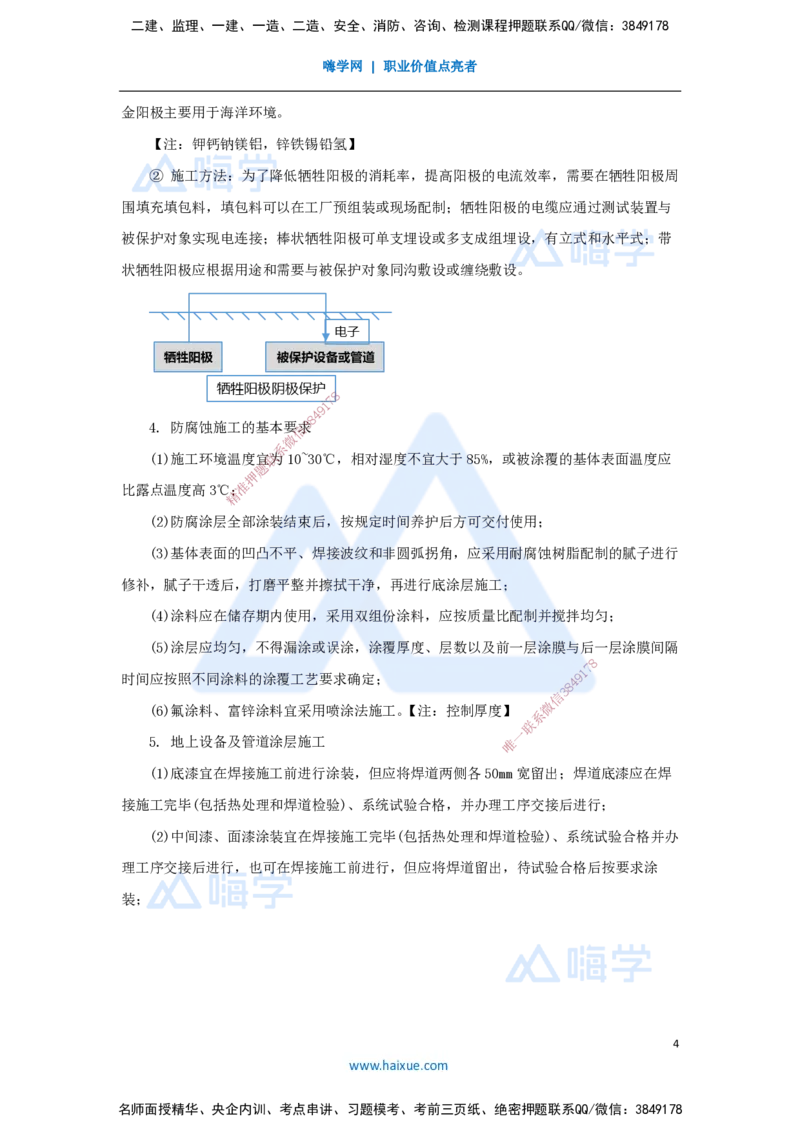
(2)牺牲阳极阴极保护
① 牺牲阳极阴极保护系统由3部分组成:牺牲阳极、被保护管道与附属设施。常用的
牺牲阳极材料包括:镁及镁合金、锌及锌合金、铝合金阳极和镁锌复合式阳极,其中铝合
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
金阳极主要用于海洋环境。
【注:钾钙钠镁铝,锌铁锡铅氢】
② 施工方法:为了降低牺牲阳极的消耗率,提高阳极的电流效率,需要在牺牲阳极周
围填充填包料,填包料可以在工厂预组装或现场配制;牺牲阳极的电缆应通过测试装置与
被保护对象实现电连接;棒状牺牲阳极可单支埋设或多支成组埋设,有立式和水平式;带
状牺牲阳极应根据用途和需要与被保护对象同沟敷设或缠绕敷设。
77
88
11
99
44
88
4. 防腐蚀施工的基本要信信求33
微微
系系
(1)施工环境温度宜联联为10~30℃,相对湿度不宜大于85%,或被涂覆的基体表面温度应
题题
押押
比露点温度高3℃;准准
精精
(2)防腐涂层全部 涂装结束后,按规定时间养护后方可交付使用;
(3)基体表面的凹凸不平、焊接波纹和非圆弧拐角,应采用耐腐蚀树脂配制的腻子进行
修补,腻子干透后,打磨平整 并擦拭干净,再进行底涂层施工;
(4)涂料应在储存期内使用,采 用双组份涂料,应按质量比配制并搅拌均匀;
(5)涂层应均匀,不得漏涂或误涂,涂 覆厚度、层数以及前一层涂膜与后一层涂膜间隔
88
11
77
时间应按照不同涂料的涂覆工艺要求确定;
88
44 99
信信
33
微微
(6)氟涂料、富锌涂料宜采用喷涂法施工。【注:控制厚度】
系系
联联
一一
5. 地上设备及管道涂层施工 唯唯
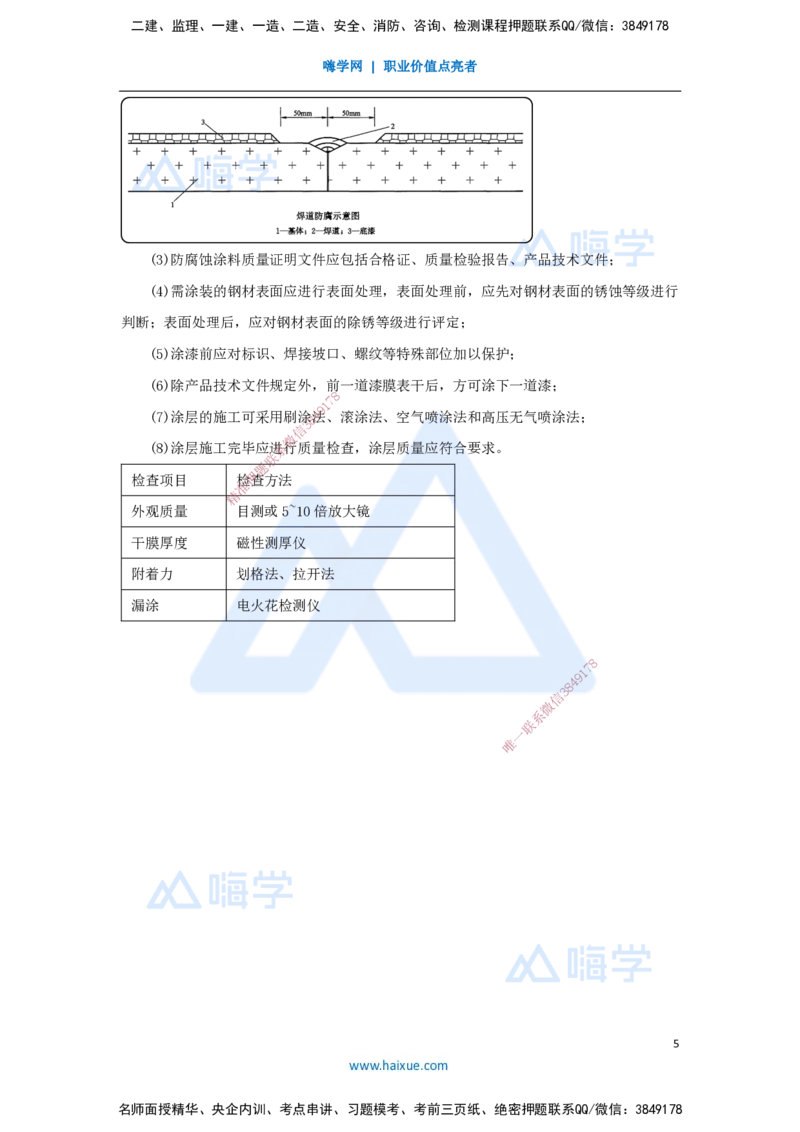
(1)底漆宜在焊接施工前进行涂装,但应将焊道两侧各50mm宽留出;焊道底漆应在焊
接施工完毕(包括热处理和焊道检验)、系统试验合格,并办理工序交接后进行;
(2)中间漆、面漆涂装宜在焊接施工完毕(包括热处理和焊道检验)、系统试验合格并办
理工序交接后进行,也可在焊接施工前进行,但应将焊道留出,待试验合格后按要求涂
装;
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(3)防腐蚀涂料质量证明文件应包括合格证、质量检验报告、产品技术文件;
(4)需涂装的钢材表面应进行表面处理,表面处理前,应先对钢材表面的锈蚀等级进行
判断;表面处理后,应对钢材表面的除锈等级进行评定;
(5)涂漆前应对标识、焊接坡口、螺纹等特殊部位加以保护;
(6)除产品技术文件规定外,前一道漆膜表干后,方可涂下一道漆;
88
77
11
99
(7)涂层的施工可采用刷涂88 44法、滚涂法、空气喷涂法和高压无气喷涂法;
33
信信
微微
(8)涂层施工完毕应进系系行质量检查,涂层质量应符合要求。
联联
题题
检查项目 检押押查方法
准准
精精
外观质量 目测或5~10倍放大镜
干膜厚度 磁性测 厚仪
附着力 划格法、拉开法
漏涂 电火花检测仪
88
11
77
99
88
44
信信
33
微微
系系
联联
一一
唯唯
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
