






文档内容
证儿八经建造师
一级建造师
机电工程管理与实务
基础精学
主讲老师:朱旭阳
考点:工业管道施工技术要求 ★★★
内容:
一、工业管道识别
二、工业管道检验
三、工业管道安装
考情:
一、工业管道识别
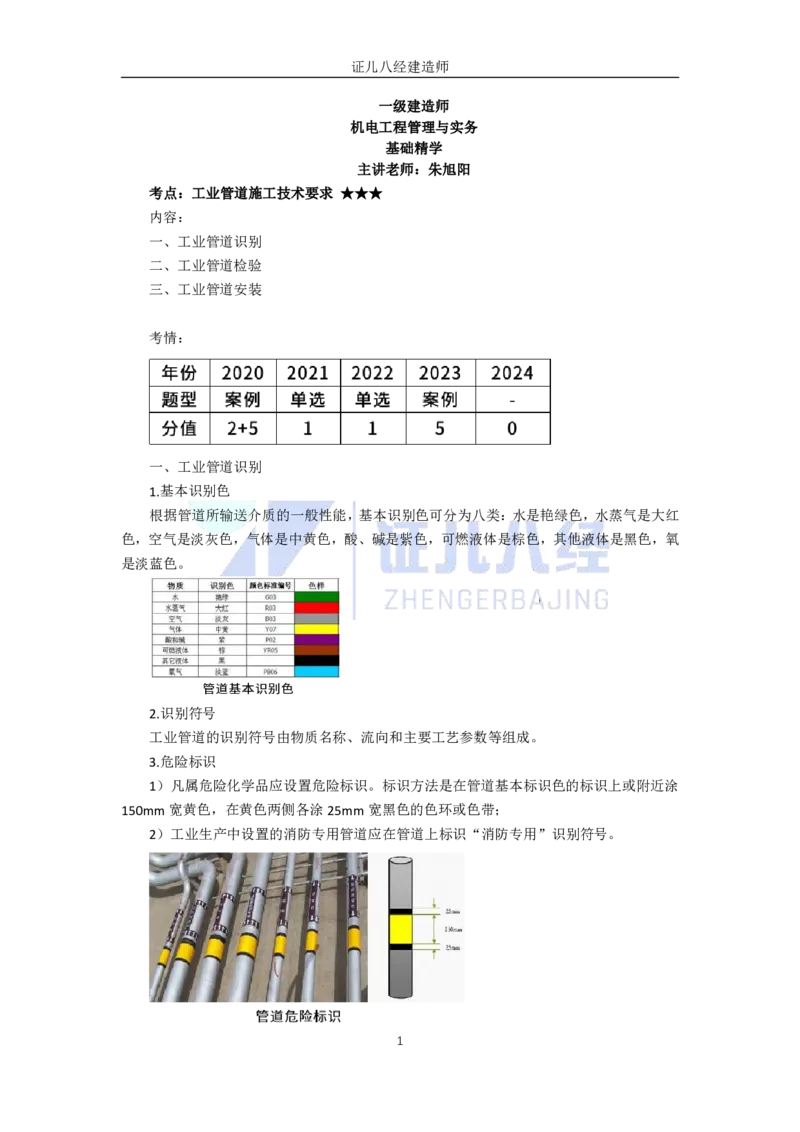
1.基本识别色
根据管道所输送介质的一般性能,基本识别色可分为八类:水是艳绿色,水蒸气是大红
色,空气是淡灰色,气体是中黄色,酸、碱是紫色,可燃液体是棕色,其他液体是黑色,氧
是淡蓝色。
2.识别符号
工业管道的识别符号由物质名称、流向和主要工艺参数等组成。
3.危险标识
1)凡属危险化学品应设置危险标识。标识方法是在管道基本标识色的标识上或附近涂
150mm宽黄色,在黄色两侧各涂25mm宽黑色的色环或色带;
2)工业生产中设置的消防专用管道应在管道上标识“消防专用”识别符号。
1证儿八经建造师
二、工业管道检验
1.管材及管件的检验
1)管材及管件应有取得制造许可的制造厂的产品质量证明文件;
2)产品质量证明文件包括产品合格证和质量证明书;
3)质量证明书除包括产品合格证的内容外还应包括以下内容:材料化学成分、材料以
及焊接接头力学性能、耐腐蚀性能、热处理状态、无损检测结果、耐压试验结果、型式检验
结果、产品标准或合同规定的其他检验项目、外协的半成品或成品的质量证明等;
4)当对管材及管件的性能数据或检验结果有异议时,在异议未解决之前,该批管道元
件或材料不得使用;
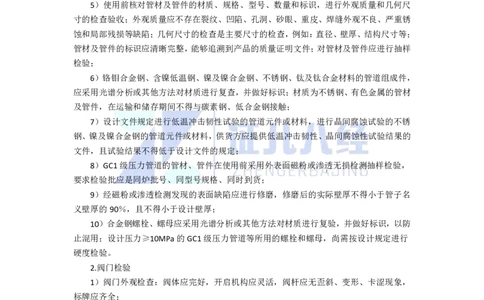
5)使用前核对管材及管件的材质、规格、型号、数量和标识,进行外观质量和几何尺
寸的检查验收;外观质量应不存在裂纹、凹陷、孔洞、砂眼、重皮、焊缝外观不良、严重锈
蚀和局部残损等缺陷;几何尺寸的检查是主要尺寸的检查,例如:直径、壁厚、结构尺寸等;
管材及管件的标识应清晰完整,能够追溯到产品的质量证明文件;对管材及管件应进行抽样
检验;
6)铬钼合金钢、含镍低温钢、镍及镍合金钢、不锈钢、钛及钛合金材料的管道组成件,
应采用光谱分析或其他方法对材质进行复查,并做好标识;材质为不锈钢、有色金属的管材
及管件,在运输和储存期间不得与碳素钢、低合金钢接触;
7)设计文件规定进行低温冲击韧性试验的管道元件或材料,进行晶间腐蚀试验的不锈
钢、镍及镍合金钢的管道元件或材料,供货方应提供低温冲击韧性、晶间腐蚀性试验结果的
文件,且试验结果不得低于设计文件的规定;
8)GC1级压力管道的管材、管件在使用前采用外表面磁粉或渗透无损检测抽样检验,
要求检验批应是同炉批号、同型号规格、同时到货;
9)经磁粉或渗透检测发现的表面缺陷应进行修磨,修磨后的实际壁厚不得小于管子名
义壁厚的90%,且不得小于设计壁厚;
10)合金钢螺栓、螺母应采用光谱分析或其他方法对材质进行复验,并做好标识,以防
止混用;设计压力≥10MPa的GC1级压力管道等所用的螺栓和螺母,尚需按设计规定进行
硬度检验。
2.阀门检验
1)阀门外观检查:阀体应完好,开启机构应灵活,阀杆应无歪斜、变形、卡涩现象,
标牌应齐全;
2)阀门应进行壳体压力试验和密封试验;
3)阀门壳体压力试验和密封试验应以洁净水为介质,不锈钢阀门试验时,水中的氯离
子含量不得超过25ppm (25×10-6);
2证儿八经建造师
4)阀门的壳体试验压力为阀门在20℃时最大允许工作压力的1.5倍,密封试验为阀门
在20℃时最大允许工作压力的1.1倍,试验持续时间不得少于5min。无特殊规定时,试验
温度为5~40℃,低于5℃时,应采取升温措施;
5)公称压力小于1.0MPa,且公称尺寸≥600mm的闸阀, 壳体压力试验可按管道系统
的试验压力与系统一并进行试压;闸板的密封试验可用色印等方法对密封面进行检查,结合
面上的色印应连续;
6)安全阀的校验应委托有资质的检验机构进行整定压力调整和密封试验,安全阀校验
应做好记录、铅封,并出具校验报告。
三、工业管道安装
1.管道加工
1)管道元件在加工过程中应及时进行标识移植。低温用钢、不锈钢及有色金属不得使
用硬印标记;不锈钢和有色金属材料采用色码标记时,印色材料不应对金属材料有害;
2)碳素钢、合金钢宜采用机械方法切割,也可用火焰或等离子弧方法切割;
不锈钢、有色金属应采用机械或等离子弧方法切割;
镀锌钢管宜采用钢锯或机械方法切割;
不锈钢、镍及镍合金、钛及钛合金、锆及锆合金的修磨,应使用专用砂轮片;
3)夹套管加工应符合设计文件规定
①外管与内管间隙应均匀,按设计文件的要求焊接支承块,支承块不得妨碍内管与外管
的热胀冷缩;
②支承块的材质应与主管内管的材质相同,不得妨碍管内介质流动;
3证儿八经建造师
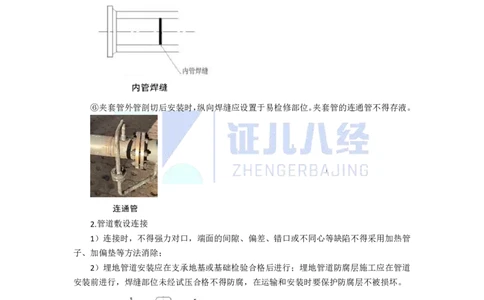
③内管焊缝应进行100%射线检测,并应经试压合格后再封入外管;
④夹套管加工完毕后,外管部分应进行压力试验;
⑤夹套弯管的外管组焊应在内管制作完毕并经无损检测合格后进行;
⑥夹套管外管剖切后安装时,纵向焊缝应设置于易检修部位。夹套管的连通管不得存液。
2.管道敷设连接
1)连接时,不得强力对口,端面的间隙、偏差、错口或不同心等缺陷不得采用加热管
子、加偏垫等方法消除;
2)埋地管道安装应在支承地基或基础检验合格后进行;埋地管道防腐层施工应在管道
安装前进行,焊缝部位未经试压合格不得防腐,在运输和安装时要保护防腐层不被损坏。
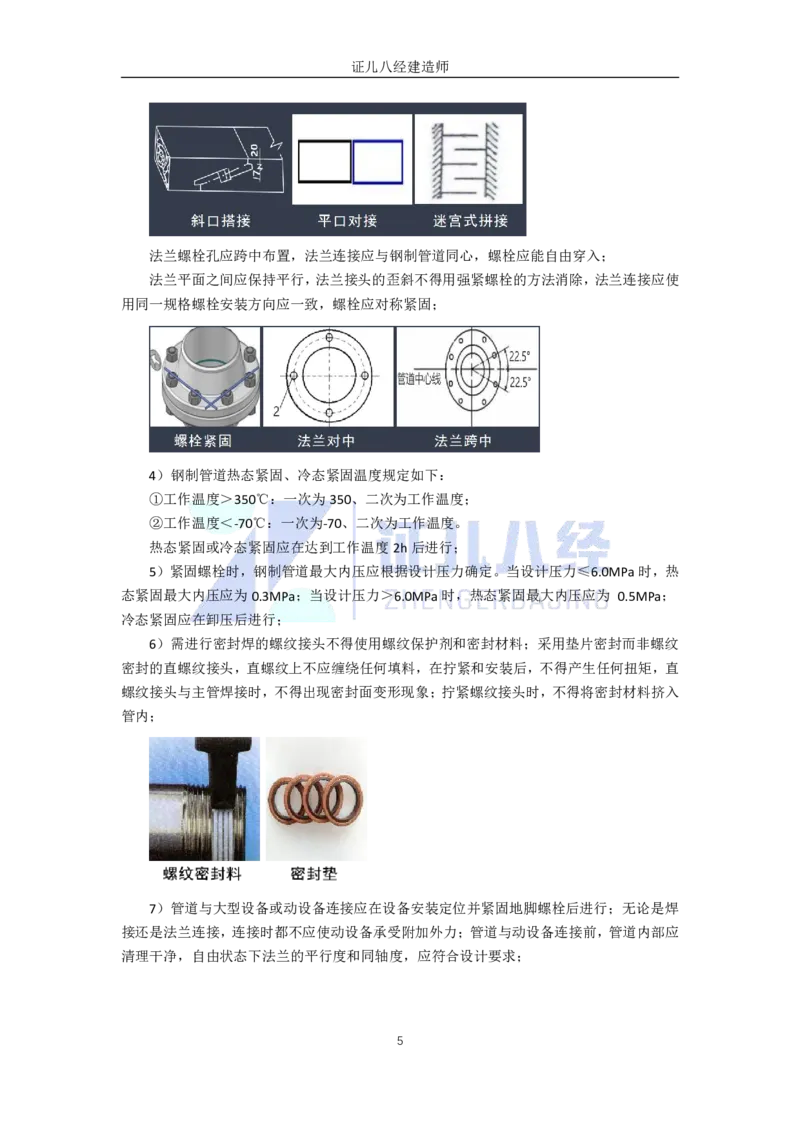
3)管道采用法兰连接时,法兰密封面及密封垫片不得有划痕、斑点等缺陷;
大直径密封垫片需要拼接时,应采用斜口搭接或迷宫式拼接,不得采用平口对接;
4证儿八经建造师
法兰螺栓孔应跨中布置,法兰连接应与钢制管道同心,螺栓应能自由穿入;
法兰平面之间应保持平行,法兰接头的歪斜不得用强紧螺栓的方法消除,法兰连接应使
用同一规格螺栓安装方向应一致,螺栓应对称紧固;
4)钢制管道热态紧固、冷态紧固温度规定如下:
①工作温度>350℃:一次为350、二次为工作温度;
②工作温度<-70℃:一次为-70、二次为工作温度。
热态紧固或冷态紧固应在达到工作温度2h后进行;
5)紧固螺栓时,钢制管道最大内压应根据设计压力确定。当设计压力≤6.0MPa时,热
态紧固最大内压应为0.3MPa;当设计压力>6.0MPa时,热态紧固最大内压应为 0.5MPa;
冷态紧固应在卸压后进行;
6)需进行密封焊的螺纹接头不得使用螺纹保护剂和密封材料;采用垫片密封而非螺纹
密封的直螺纹接头,直螺纹上不应缠绕任何填料,在拧紧和安装后,不得产生任何扭矩,直
螺纹接头与主管焊接时,不得出现密封面变形现象;拧紧螺纹接头时,不得将密封材料挤入
管内;
7)管道与大型设备或动设备连接应在设备安装定位并紧固地脚螺栓后进行;无论是焊
接还是法兰连接,连接时都不应使动设备承受附加外力;管道与动设备连接前,管道内部应
清理干净,自由状态下法兰的平行度和同轴度,应符合设计要求;
5证儿八经建造师
8)管道与动设备最终连接时,应在联轴器上架设百分表监视动设备的位移;管道试压、
吹扫和清洗合格后,应对该管道与机器的接口进行复位检验;管道安装完成、检验合格后,
不得承受设计以外的附加荷载;
9)大型储罐的管道与泵或其他有独立基础的设备连接,或储罐底部管道沿地面敷设在
支架上时,应在储罐液压(充水)试验合格后安装,或在储罐液压(充水)试验及基础初阶
段沉降后,再进行储罐接口处法兰的连接;
10)伴热管安装
①伴热管与主管平行安装,并应能自行排液;
②水平伴热管宜安装在主管的下方一侧或两侧,或靠近支架的侧面;不得将伴热管直接
点焊在主管上;
③对不允许与主管直接接触的伴热管,在伴热管与主管间应设置隔离垫,伴热管经过主
管法兰、阀门时,应设置可拆卸的连接件;
3.阀门安装
1)阀门安装前,应按设计文件核对其型号,并按介质 流向确定安装方向;检查阀门填
料,其压盖螺栓应留有调节余量;
2)当阀门与管道采用法兰或螺纹方式连接时,阀门应在关闭状态下安装;采用焊接方
式连接时,阀门应在开启状态下安装,对接焊缝底层应采用氩弧焊并对阀门采取防变形措施;
非金属管道采用电熔连接或热熔连接时,接头附近的阀门应处于开启状态;
6证儿八经建造师
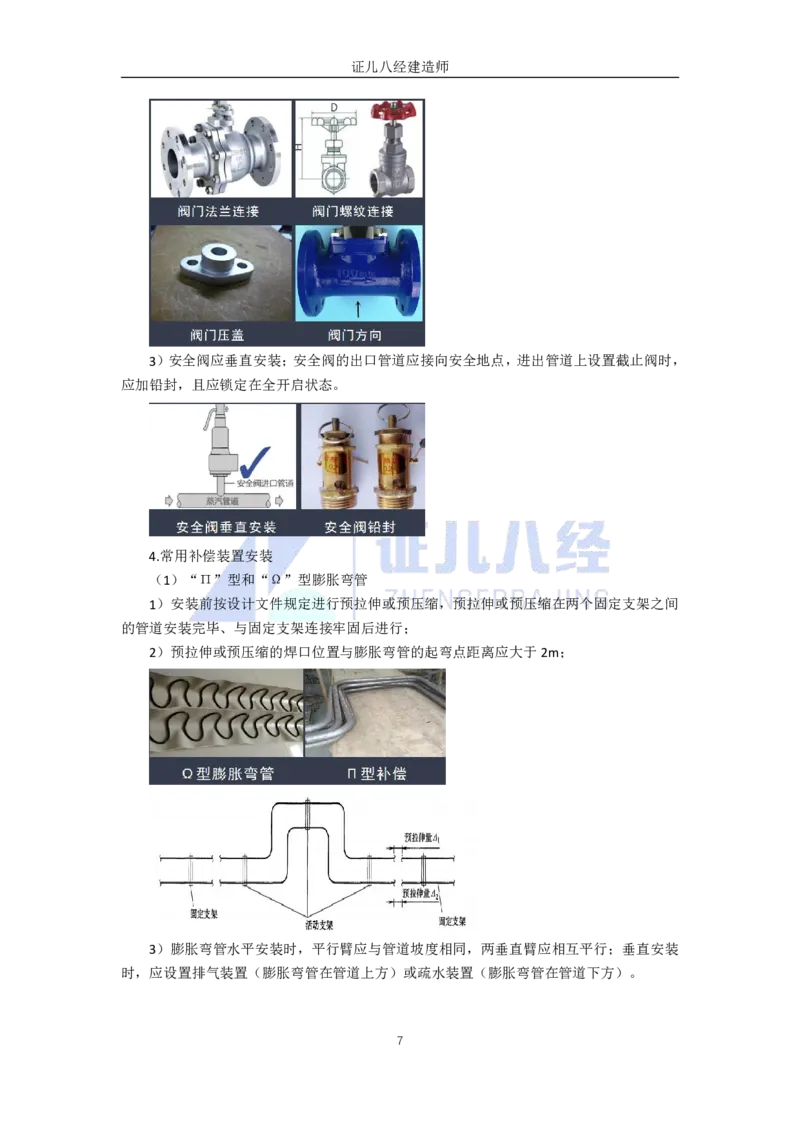
3)安全阀应垂直安装;安全阀的出口管道应接向安全地点,进出管道上设置截止阀时,
应加铅封,且应锁定在全开启状态。
4.常用补偿装置安装
(1)“Π”型和“Ω”型膨胀弯管
1)安装前按设计文件规定进行预拉伸或预压缩,预拉伸或预压缩在两个固定支架之间
的管道安装完毕、与固定支架连接牢固后进行;
2)预拉伸或预压缩的焊口位置与膨胀弯管的起弯点距离应大于2m;
3)膨胀弯管水平安装时,平行臂应与管道坡度相同,两垂直臂应相互平行;垂直安装
时,应设置排气装置(膨胀弯管在管道上方)或疏水装置(膨胀弯管在管道下方)。
7证儿八经建造师
(2)波纹管膨胀节
1)安装前按设计文件规定进行预拉伸或预压缩;
2)安装时应设临时约束装置,自带临时约束装置的产品,安装时应保持约束状态。临
时约束装置应待管道安装固定或压力试验合格后再拆除或解除;
3)波纹管膨胀节内套管焊接固定的一端,在水平管道上应位于介质流入端,在垂直管
道上应位于上部;
4)膨胀节两端应合理设置导向支座和固定支座,连接膨胀节的管道安装时不得采用使
管道变形或利用膨胀节补偿的方法进行调整;
5)安装时应避免膨胀节波节受到机械损伤,例如:应避免焊渣飞溅到波节上,不得在
波节上焊接临时支撑件,不得将钢丝绳等吊装索具绑扎在波节上。
8

