 夜雨聆风
夜雨聆风





How to Write a WPS as per ASME Section IX 如何按照 ASME 第 IX 卷编写
🔍 How to Write a WPS as per ASME Section IX
🔍 如何按照 ASME 第 IX 卷编写 WPS
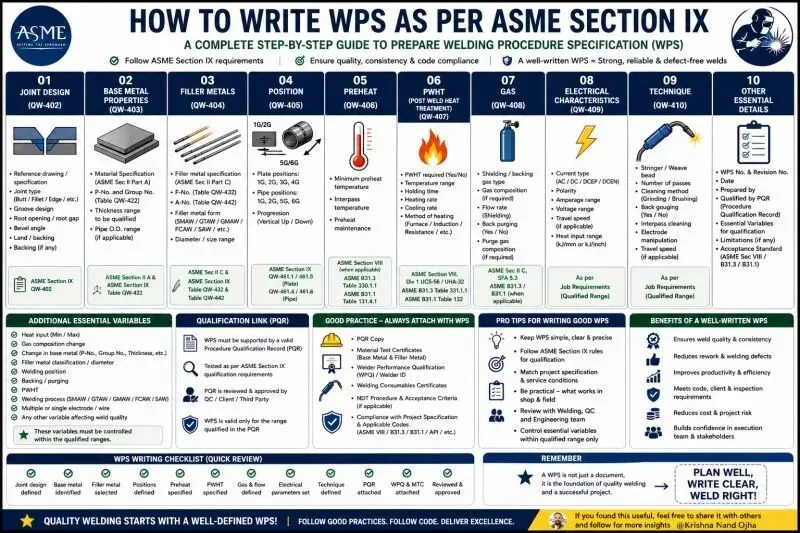
A Welding Procedure Specification (WPS) is not paperwork…
焊接工艺规程(WPS)不是一纸文书……
It’s the blueprint that controls weld quality, consistency, and compliance.
它是控制焊接质量、一致性和合规性的蓝图。
If the WPS is weak, even a skilled welder cannot save the outcome.
如果 WPS 存在缺陷,即使是有经验的焊工也无法挽救结果。
Let’s break it down step-by-step 👇
让我们一步一步拆解 👇
1. Joint Design (QW-402)
1. 接头设计(QW-402)
🔹This defines how the weld will physically form
🔹 这定义了焊缝将如何物理成形
🔹Joint type
🔹 接头类型
🔹Groove design
🔹 坡口设计
🔹Root opening, root face, backing (if any)
🔹 根部间隙、钝边、垫板(如有)
🔹Fit-up tolerances
🔹 组对公差
👉 Poor joint design = lack of fusion, penetration issues, distortion
👉 接头设计不良 = 未熔合、未熔透问题、变形
2. Base Metal (QW-403)
2. 母材(QW-403)
🔹Everything starts with material understanding.
🔹 一切都始于对材料的理解。
🔹Material specification (ASME Sec II-A)
🔹 材料规格(ASME 第 II-A 卷)
🔹P-No. & Group No. (QW-422)
🔹 P-No.(材料编号)及 Group No.(组别编号)(QW-422)
🔹Thickness qualification range
🔹 厚度评定范围
🔹Pipe diameter (if applicable)
🔹 管子直径(如适用)
👉 Incorrect P-No. grouping can invalidate the entire WPS
👉 P-No.(材料编号)分组错误可能导致整个 WPS 失效
3. Filler Metal (QW-404)
3. 填充金属(QW-404)
🔹This controls weld metal chemistry and properties.
🔹 这控制着焊缝金属的化学成分和性能。
🔹F-No. & A-No.
🔹 F-No.(填充材料编号)及 A-No.(分析编号)
🔹Electrode classification
🔹 焊材分类
🔹Diameter / size range
🔹 直径/尺寸范围
🔹Consumable control requirements
🔹 焊材控制要求
👉 Wrong filler = mismatch in strength, toughness, corrosion resistance
👉 焊材错误 = 强度、韧性、耐腐蚀性的不匹配
4. Welding Position (QW-405)
4. 焊接位置(QW-405)
🔹Position directly impacts weld difficulty and quality.
🔹 焊接位置直接影响焊接难度和质量。
🔹Plate: 1G, 2G, 3G, 4G
🔹 板件:1G、2G、3G、4G
🔹Pipe: 1G, 2G, 5G, 6G
🔹 管子:1G、2G、5G、6G
🔹Vertical progression (uphill / downhill)
🔹 立焊方向(上坡/下坡)
👉 WPS must reflect actual field welding position
👉 WPS 必须反映实际的现场焊接位置
5. Preheat & Interpass Temperature (QW-406)
5. 预热及道间温度(QW-406)
🔹Critical for controlling hydrogen-induced cracking.
🔹 对控制氢致开裂至关重要。
🔹Minimum preheat temperature
🔹 最低预热温度
🔹Maximum interpass temperature
🔹 最高道间温度
🔹Monitoring method
🔹 监控方法
👉 Driven by carbon equivalent, thickness, and restraint level
👉 由碳当量、厚度和约束程度决定
6. PWHT – Post Weld Heat Treatment (QW-407)
6. PWHT – 焊后热处理(QW-407)
🔹Controls residual stress and improves toughness.
🔹 控制残余应力并提高韧性。
🔹Temperature range
🔹 温度范围
🔹Holding time
🔹 保温时间
🔹Heating/cooling rates
🔹 加热/冷却速率
🔹Method (furnace / local PWHT)
🔹 方法(炉内/局部 PWHT)
👉 Mandatory for many pressure equipment applications
👉 对许多压力设备应用是强制要求
7. Shielding / Backing Gas (QW-408)
7. 保护/背面气体(QW-408)
🔹Essential for weld integrity—especially in GTAW.
🔹 对焊缝完整性至关重要——尤其是在 GTAW(钨极氩弧焊)中。
🔹Gas type (Argon, CO₂, mixtures)
🔹 气体类型(氩气、CO₂、混合气)
🔹Flow rate
🔹 流量
🔹Back purging requirements
🔹 背面吹扫要求
🔹Gas purity (critical for SS / alloy steels)
🔹 气体纯度(对不锈钢/合金钢至关重要)
👉 Poor purging = oxidation, loss of corrosion resistance
👉 吹扫不良 = 氧化、耐腐蚀性丧失
8. Electrical Characteristics (QW-409)
8. 电特性(QW-409)
🔹Controls heat input and arc behavior.
🔹 控制热输入和电弧行为。
🔹Current type (AC / DC)
🔹 电流类型(交流/直流)
🔹Polarity (DCEP / DCEN)
🔹 极性(直流反接/直流正接)
🔹Amperage & voltage range
🔹 电流及电压范围
🔹Heat input limits
🔹 热输入限值
👉 Directly impacts penetration, distortion, and microstructure
👉 直接影响熔深、变形和显微组织
9. Welding Technique (QW-410)
9. 焊接技术(QW-410)
🔹Where procedure meets execution.
🔹 规程与执行相遇之处。
🔹Stringer vs weave bead
🔹 直线焊道 vs 摆动焊道
🔹Number of passes & sequence
🔹 焊道数量及顺序
🔹Travel speed
🔹 焊接速度
🔹Cleaning between passes
🔹 道间清理
🔹Back gouging (if required)
🔹 背面碳弧气刨(如需要)
👉 Technique variation = inconsistent weld quality
👉 技术变化 = 焊接质量不一致
10. Essential Variables (Often Overlooked)
10. 重要变量(常被忽视)
🔹Changes in these require requalification:
🔹 这些变量的变更需要重新评定:
🔹P-No., F-No., thickness
🔹 P-No.(材料编号)、F-No.(填充材料编号)、厚度
🔹Welding process
🔹 焊接工艺
🔹Heat input, gas composition
🔹 热输入、气体成分
🔹PWHT conditions
🔹 PWHT 条件
👉 Ignoring this = WPS becomes invalid
👉 忽视这一点 = WPS 失效

🌏北京京阅检测 | 植根中国,服务世界
自我们在北京成立以来,我们始终致力于推动质量管理向前发展。凭借遍布中国各地的 2000 多名工程师组成的团队,我们不仅仅是检查员——我们更是您在质量方面的合作伙伴。
✅我们的工作内容:
检验 | 测试 | 认证 | 审核 | 工程监理 | 安全评价 | 培训 | 软件解决方案
我们协助全球企业确保质量、安全与效率。让我们携手合作,共创美好未来!🚀
🌏 Beijing Inspection | Rooted in China, Serving the World
Since our founding in Beijing, we’ve been on a mission to drive quality management forward. With a team of 2,000+ engineers across China, we’re not just inspectors – we’re your partners in quality.
✅ What we do:
Inspection | Testing | Certification | Audit | Engineering Supervision | Safety Assessment | Training | Software Solutions
We help global businesses ensure quality, safety, and efficiency. Let’s connect and build a better future together! 🚀
Contact Us:
WhatsApp: +86 15801499388
WeChat: 15801499388
Website: www.beijinginspection.com
Email: alexander@beijinginspection.com