
文档内容
第1篇 机电工程技术 建造师小超人
4.5 防腐蚀工程施工技术
知识框架
知识锦囊
4.5.1 防腐蚀措施和施工方法
1.材料腐蚀
材料腐蚀是指材料受其周围环境介质的化学、电化学和物理作用下引起失效破坏 的现象。
2.金属腐蚀的分类和特点
1)按腐蚀的破坏形式分类
按腐蚀的破坏形式可以分为全面腐蚀、局部腐蚀。
(1)全面腐蚀是指腐蚀发生在金属材料整个表面,其结果是导致整个金属材料减薄。全面腐蚀又
218第1篇 机电工程技术 建造师小超人
可分为均匀腐蚀和不均匀腐蚀。全面腐蚀的特点如下:
①金属材料各部位腐蚀速率接近。
②金属表面比较均匀地减薄,无明显的腐蚀形态差别。
③金属表面允许均有一定程度的不均匀性。
(2)局部腐蚀是指腐蚀破坏集中发生在金属材料表面的特定局部位置,而其他大部分区域腐蚀十
分轻微,甚至未发生腐蚀。
局部腐蚀又可分为点蚀(孔蚀)、缝隙腐蚀、电偶腐蚀、晶间腐蚀、选择性腐蚀。局部腐蚀的特
点如下:
①腐蚀发生在金属的某一特定部位。
②阳极区与阴极区可以截然分开。
③次生产物可在阴极和阳极交界的第三点形成。
2)按腐蚀的机理分类
按腐蚀的机理可以分为化学腐蚀、电化学腐蚀、物理腐蚀。
(1)化学腐蚀是指金属与环境介质直接发生化学反应而使金属性能降低、本质变坏的过程。如金
属在热处理过程中造成高温氧化腐蚀的现象,其特点是腐蚀过程中只是发生单纯的化学反应,无
电流产生,腐蚀产物直接覆盖在发生腐蚀的地方。
(2)电化学腐蚀是指金属与环境介质发生电化学作用而引起的金属腐蚀,其特点是有电流产生。
(3)物理腐蚀是指金属由于单纯的物理溶解作用所引起的破坏。在液态金属中可发生物理腐蚀。
例如:用来盛放熔融锌的钢容器,由于铁被液态锌所溶解而损坏。
3.金属材料的防腐蚀方法
防腐蚀的方法主要有:介质处理、覆盖层、电化学保护、添加缓蚀剂。
防腐蚀措施 分类 应用
介质处理 锅炉给水的除氧;脱出原油中水及其他腐蚀性成分。
覆盖层 涂料涂层 常用于设备及架空管道
金属涂层 常用于设备或储罐的外壁防腐
衬里 衬耐蚀金属:温度、压力较高的场合,可衬耐蚀金属,
如不锈钢、钛、铜、铝等
非金属衬里方法:管道防腐层用于土壤、淡水、海水
等腐蚀性较强环境中的钢质管道
电化学保护 阳极保护 硫酸设备等化工设备
阴极保护 埋地钢质管道、管网以及储罐
添加缓蚀剂 加入乌洛托品等缓蚀剂可减轻炼油装置的腐蚀
4.防腐蚀施工方法
1)表面处理
表面处理的质量等级包括两个方面,即除锈等级及表面粗糙度。
(1)钢材表面锈蚀程度
钢材表面的锈蚀程度分别以A 、B 、C 和D 四个锈蚀等级表示。
①A——大面积覆盖着氧化皮而几乎没有铁锈的钢材表面。
②B——已发生锈蚀,并且氧化皮已开始剥落的钢材表面。
③C——氧化皮已因锈蚀而剥落,或者可以刮除,并且在正常视力观察下可见轻微点蚀的钢材表
面。
④D——氧化皮已因锈蚀而剥落,并且在正常视力观察下可见普遍发生点蚀的钢材表面。
(2)表面除锈处理方法
① 表面处理方法有化学除锈、动力除锈、喷(抛)射除锈、火焰除锈等。
219第1篇 机电工程技术 建造师小超人
② 化学除锈包括:酸洗除锈、碱洗除锈,除锈方法包括浸泡、喷淋等。
③ 动力除锈包括手动和动力工具两种。手动工具包括钢丝刷、粗砂纸、铲刀、刮刀或类似的手
工工具。动力工具包括旋转钢丝刷、电动砂轮或除锈机等。
④ 喷(抛)射除锈包括:干喷射、湿喷射、喷砂、喷丸、喷粒、高压水等。
(5)工具除锈技术要点
③工具处理的质量等级分为St2级 、St3级。
(6)喷射除锈技术要点
① 应根据金属的钢号、种类、锈蚀程度、涂料的类型、除锈方法以及涂装所要 求的表面粗糙度
选择磨料。常用的磨料有铸钢丸、铸铁丸、铸钢砂、铸铁砂及钢丝段等 。
② 敞开式干喷射是用压缩空气通过喷射清洁干燥的磨料进行除锈,所用的压缩空气应是无油、
干燥的,且金属表面的温度应高于露点以上3℃。
⑤湿喷射是采用压缩空气通过喷嘴喷射掺水的非金属磨料,喷射用水中应掺入足量的缓蚀剂,否
则喷射后应采用淡水冲洗,并做防锈处理。
⑥喷射处理的质量等级分为Sa1级、Sa2级、Sa2.5级、Sa3级。
(7)酸洗除锈技术要点
①酸洗处理前,金属表面采用工具或喷射除锈除掉表面上大部分氧化皮、锈和旧涂层,以缩短酸
洗除锈时间。
②将金属表面浸入常温酸洗液中,直至氧化皮和锈全部除掉。酸洗液中应加入足够缓蚀剂,以减
少对金属的腐蚀。金属表面达到要求后,用淡水充分冲洗干净。然后分别浸入磷化液和钝化液进
行磷化和钝化处理。酸洗液中溶入铁的含量不超过10%。
③酸洗后的金属表面应用干净的高压空气吹干水分,且不应码垛堆放。
2)涂料涂层防腐施工方法
(1)刷涂法
刷涂法是一种最简单的手工涂装方法。采用刷涂法施工的主要优点:漆膜渗透性强,
可以深入到细孔、缝隙中;工具简单,投资少,操作容易,适应性强;
对工件形状要求不严,节省涂料等。缺点:该施工方法劳动强度大,生产效率低,
涂膜易产生刷痕,外观欠佳。因此,刷涂法常用于小面积涂装。
(2)滚涂法
滚涂法是先将滚子(空心圆柱形,表层粘有纤维)在涂料中湿润,
再将涂料滚涂到所需的表面。滚涂法适用于较大面积工件的涂装,
较刷涂法效率高。
(3)空气喷涂法
②空气喷涂法是应用最广泛的一种涂装方法,几乎可适用于一切涂料品种,
该方法的最大优点:可获得厚薄均匀、光滑平整的涂层。缺点:涂料利用率较低,
对空气的污染也较严重。
(4)高压无气喷涂法
②高压无气喷涂法优点:克服了一般空气喷涂时,
发生涂料回弹和大量漆雾飞扬的现象,不仅节省了漆料,
而且减少了污染,改善了劳动条件;
工作效率较一般空气喷涂提高了数倍至十几倍;涂膜质量较好,
220第1篇 机电工程技术 建造师小超人
适宜于大面积的物体涂装。
3)金属涂层防腐施工方法
(1)金属热喷涂类型
根据热源的不同,一般将金属热喷涂分为燃烧法和电加热法两大类。
(2)金属热喷涂工艺
金属热喷涂工艺包括基体表面预处理、热喷涂、后处理、精加工等过程。
(3)金属热喷涂用材
金属热喷涂采用的金属材料多是锌、锌铝合金、铝和铝镁合金,分为金属丝和金属粉末两种形式。
(4)金属热喷涂设备
但其设备都主要由喷枪、热源、涂层材料供给装置以及控制系统和冷却系统组成。
4)衬里防腐施工方法
(1)块材衬里
块材衬里施工采用胶泥衬砌法。常用胶泥主要有水玻璃胶泥和树脂胶泥。
(2)纤维增强塑料衬里
纤维增强塑料衬里是指以树脂为胶粘剂、以纤维及其织物为增强材料铺贴或喷射而形成的设备、
管道衬里层。
①铺贴法。可连续施工或间断施工。其中,纤维增强酚醛树脂衬里应采用间断法施工。纤维增强
材料的涂胶可以采用刷涂法,也可采用浸揉法处理。
②喷射法。首先在处理后的基体表面均匀喷涂封底胶料,
再将增强纤维无捻粗纱 切成小段,与树脂一起喷到基体表面,
喷射后采用辊子将沉积物压实。
(3)橡胶衬里
橡胶衬里施工是采用粘贴法,把加工好的整块橡胶板利用胶粘剂粘贴在金属表面上,接口以搭边
方式粘合。橡胶衬里包括加热硫化橡胶衬里、
自然硫化橡胶衬里和预硫化橡胶衬里。
(4)塑料衬里
塑料衬里是采用塑料板材或管材,以焊接、粘贴等方法衬砌在设备或管道的内表面。常用塑料衬
里工程包括软聚氯乙烯板衬里设备、氟塑料衬里设备和塑料衬里管道。
(5)铅衬里
铅衬里的方法分为衬铅与搪铅两种。铅衬里适用于常压或压力不高、温度较低和静载荷作用下工
作的设备;真空操作的设备、受振动和有冲击的设备不宜采用。例如:铅衬里常用在制作输送硫
酸的泵、管道和阀等设施的衬里上。
(6)氯丁乳胶水泥砂浆衬里
氯丁乳胶水泥砂浆衬里采用整体面层涂覆的方式。输水钢管通过离心机或管道喷涂机在钢管内壁
形成水泥涂层,主要是延长给水管道的使用寿命,保护水质,提高管道输水能力。考虑到设备、
管道内部空间狭窄,只适用于内部结构简单的设备、管道。设备、管道内部结构复杂的,施工困
难、质量难以保证的,不宜选用水泥砂浆衬里。
5)阴极保护施工方法
(1)强制电流阴极保护系统
①强制电流阴极保护系统由4部分组成:电源设备、辅助阳极、被保护管道与附属设施。电源设
备可选用整流器、恒电位仪、太阳能电池、CCVT电源系统、热电发生器等设备,国内恒电位仪应
用广泛。常用辅助阳极材料有高硅铸铁阳极、石墨阳极、钢铁阳极、导电聚合物阳极和金属氧化
物阳极等。
② 施工方法:电源设备的机壳应接地。阳极四周宜填充焦炭、石墨等填充料。被保护的设备、
221第1篇 机电工程技术 建造师小超人
管道与电缆的连接宜采用铝热焊或铜焊。
(2)牺牲阳极阴极保护系统
① 牺牲阳极阴极保护系统由3部分组成:牺牲阳极、被保护管道与附属设施。常用牺牲阳极材
料包括:镁及镁合金阳极、锌及锌合金阳极、铝合金阳极和镁锌复合式阳极,其中铝合金阳极主
要用于海洋环境中管道或设备的牺牲阳极保护。
② 施工方法:为了降低牺牲阳极的消耗率,提高阳极的电流效率,需在牺牲阳极周围填充填包
料。牺牲阳极的填包料由石膏粉、膨润土、工业硫酸钠组成,其质量百分比为75:20:5。
4.5.2 设备及管道防腐蚀施工技术
1.防腐蚀施工的基本要求
(1)施工环境温度宜为10~30℃,相对湿度不宜大于85%,或被涂覆的基体表面温度应比露点
温度高3℃。
(2)防腐蚀涂层全部涂装结束后,应按照规定的时间养护后方可交付使用。
(3)基体表面处理等级符合要求。基体表面的凹凸不平、焊接波纹和非圆弧拐角处,应采用耐腐
蚀树脂配制的腻子进行修补。腻子干透后,应打磨平整,并应擦拭干净,再进行底涂层施工。
(6)氟涂料、富锌涂料宜采用喷涂法施工。
2.地上设备及管道涂层施工
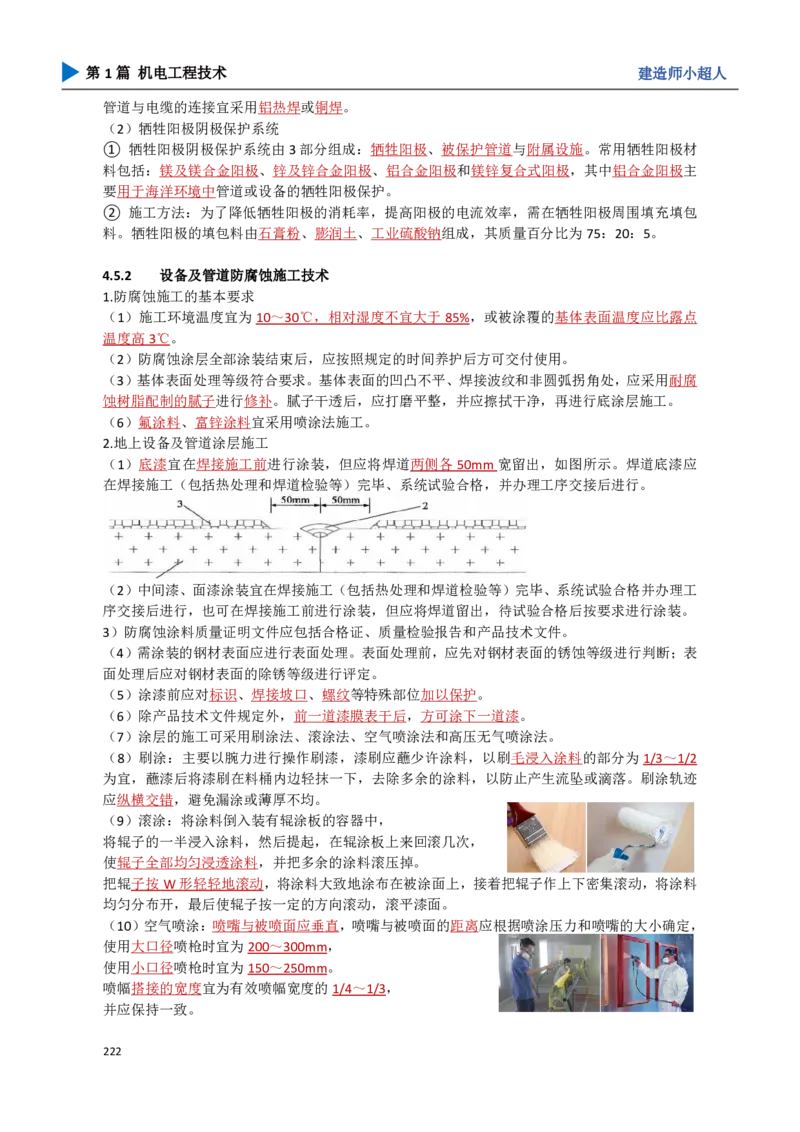
(1)底漆宜在焊接施工前进行涂装,但应将焊道两侧各50mm宽留出,如图所示。焊道底漆应
在焊接施工(包括热处理和焊道检验等)完毕、系统试验合格,并办理工序交接后进行。
(2)中间漆、面漆涂装宜在焊接施工(包括热处理和焊道检验等)完毕、系统试验合格并办理工
序交接后进行,也可在焊接施工前进行涂装,但应将焊道留出,待试验合格后按要求进行涂装。
3)防腐蚀涂料质量证明文件应包括合格证、质量检验报告和产品技术文件。
(4)需涂装的钢材表面应进行表面处理。表面处理前,应先对钢材表面的锈蚀等级进行判断;表
面处理后应对钢材表面的除锈等级进行评定。
(5)涂漆前应对标识、焊接坡口、螺纹等特殊部位加以保护。
(6)除产品技术文件规定外,前一道漆膜表干后,方可涂下一道漆。
(7)涂层的施工可采用刷涂法、滚涂法、空气喷涂法和高压无气喷涂法。
(8)刷涂:主要以腕力进行操作刷漆,漆刷应蘸少许涂料,以刷毛浸入涂料的部分为1/3~1/2
为宜,蘸漆后将漆刷在料桶内边轻抹一下,去除多余的涂料,以防止产生流坠或滴落。刷涂轨迹
应纵横交错,避免漏涂或薄厚不均。
(9)滚涂:将涂料倒入装有辊涂板的容器中,
将辊子的一半浸入涂料,然后提起,在辊涂板上来回滚几次,
使辊子全部均匀浸透涂料,并把多余的涂料滚压掉。
把辊子按W形轻轻地滚动,将涂料大致地涂布在被涂面上,接着把辊子作上下密集滚动,将涂料
均匀分布开,最后使辊子按一定的方向滚动,滚平漆面。
(10)空气喷涂:喷嘴与被喷面应垂直,喷嘴与被喷面的距离应根据喷涂压力和喷嘴的大小确定,
使用大口径喷枪时宜为200~300mm,
使用小口径喷枪时宜为150~250mm。
喷幅搭接的宽度宜为有效喷幅宽度的1/4~1/3,
并应保持一致。
222第1篇 机电工程技术 建造师小超人
(11)高压无气喷涂:喷嘴与被喷面应垂直,喷嘴与被喷面的距离宜为300~500mm。如果枪嘴
距离被涂表面太近,会引起涂料堆积,漆膜厚度过大甚至产生流挂;如果枪嘴距离被涂表面太远,
又会产生干喷或过喷,涂料不能有效地呈液态附着而形成连续有效的漆膜。喷幅搭接的宽度宜为
有效喷幅宽度的1/6~1/4,并应保持一致。
3.衬里
1)块材衬里
(1)设备接管内部衬管的施工,应在设备本体衬砌前进行。衬后应对衬管进行固定,直至胶泥固
化,衬管不得出现偏心或位移。
(2)当采用树脂胶泥衬砌块材时,应先在设备、管道表面均匀涂刷树脂封底料一遍。
(3)块材衬砌前,宜先试排。衬砌时,顺序应由低到高。
阴角处立面块材应压住平面块材,阳角处平面块材应压住立面块材。
(4)当在立面衬砌块材时, 一次衬砌的高度应以不变形为限,
待凝固后再继续施工。当在平面衬砌块材时,应采取防止滑动的措施。
2)纤维增强塑料衬里
(1)手工糊制:封底层和修补层自然固化时间不宜少于24h。
(2)间断法:上一层固化24h后,应修整表面,再铺衬以下各层。
(3)连续法:平面和立面1次连续铺衬的层数或厚度,
层数不宜超过3层,厚度以不产生滑移,
固化后不起壳或脱层进行确定。
(4)喷射法:将玻璃纤维无捻粗纱切成25~30mm长度,与树脂一起喷射到金属表面,喷射厚
度及纤维含量应符合规定。
3)橡胶衬里
(1)加热硫化橡胶衬里。(2)自然硫化橡胶衬里。(3)预硫化橡胶衬里。
4)塑料衬里
(1)从事塑料衬里焊接作业的焊工,
应经培训考试合格持证上岗。
(2)软聚氯乙烯板采用粘贴法施工,当胶粘剂不能满足耐腐蚀和强度要求时,应在接缝处采用焊
条封焊。
(3)氟塑料板焊接成型可采用热风焊、挤出焊或热压焊。
5)铅衬里
(1)衬铅法施工:塔、罐与槽等设备的人孔、进出料口的焊接、
铅板搭接方向应与介质流向一致。铅板与设备内壁应紧密贴合,不得凹凸不平。
(2)搪铅法施工:搪铅设备基体表面处理后应露出金属光泽;直接搪铅法搪铅不应少于2层。间
接搪铅法应先在被搪铅表面采用加热涂锡法进行挂锡,挂锡厚度符合要求。搪铅时,每层应进行
中间检查。厚度应均匀一致,不应有夹渣、裂纹、鼓泡、气孔、焊瘤等缺陷。
6)内衬水泥砂浆防腐钢管
(1)在水泥砂浆衬里施工前应完成清扫、组对、焊接、无损检测、强度试验、严密性试验、外防
腐层补口补伤并验收合格。焊缝和搭接部位应采用氯丁乳胶泥找平,氯丁胶乳水泥砂浆采用的水
泥强度不应小于32.5MPa。
(2)氯丁胶乳水泥砂浆边摊铺边压抹,宜一次抹平,不宜反复抹压。
当有气泡时应刺破压紧,表面应密实。在立面或仰面施工时,
当压抹面层厚度大于10mm时,应分层施工,分层抹面厚度宜为5~10mm。
待前一层干至不粘手时,再进行下一层施工。
223第1篇 机电工程技术 建造师小超人
(3)水泥砂浆抹面后,表面干至不粘手时,即可进行喷雾或覆盖塑料薄膜等进行养护。塑料薄膜
四周应封严,并应潮湿养护7d,再自然养护21d后方可使用。
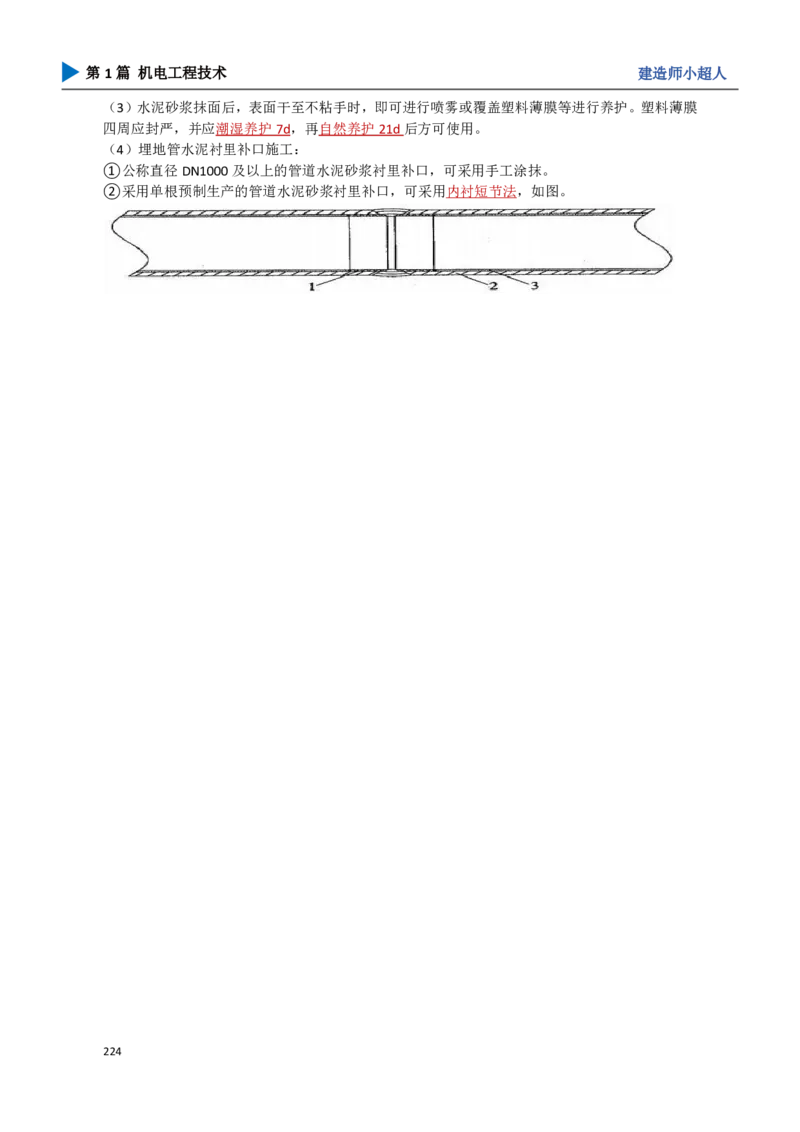
(4)埋地管水泥衬里补口施工:
①公称直径DN1000及以上的管道水泥砂浆衬里补口,可采用手工涂抹。
②采用单根预制生产的管道水泥砂浆衬里补口,可采用内衬短节法,如图。
224

