夜雨聆风
夜雨聆风





三菱L系列PLC与CCD视觉应用案例分享
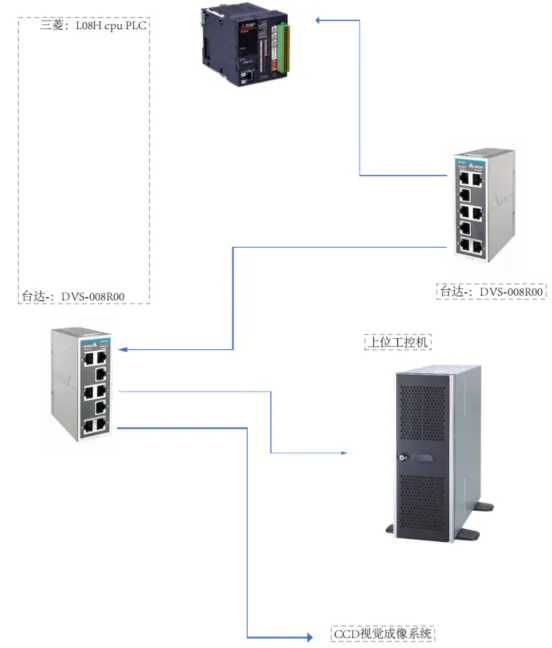
一:硬件组态
二:软件参数设置
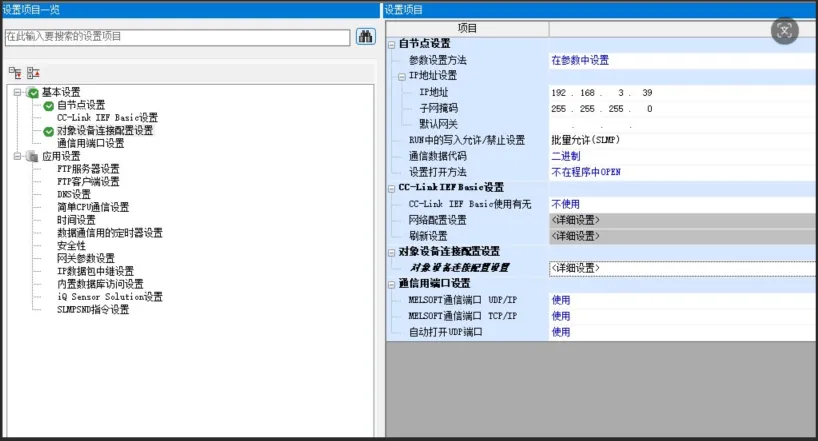
2.1PLC侧GXWORK3参数设置
-
PLC的IP地址与视觉上位机的IP地址需要设定在同一网段。 -
通讯数据代码格式选定2进制,RUN中写入/允许进制设置为:批量允许(SLMP)
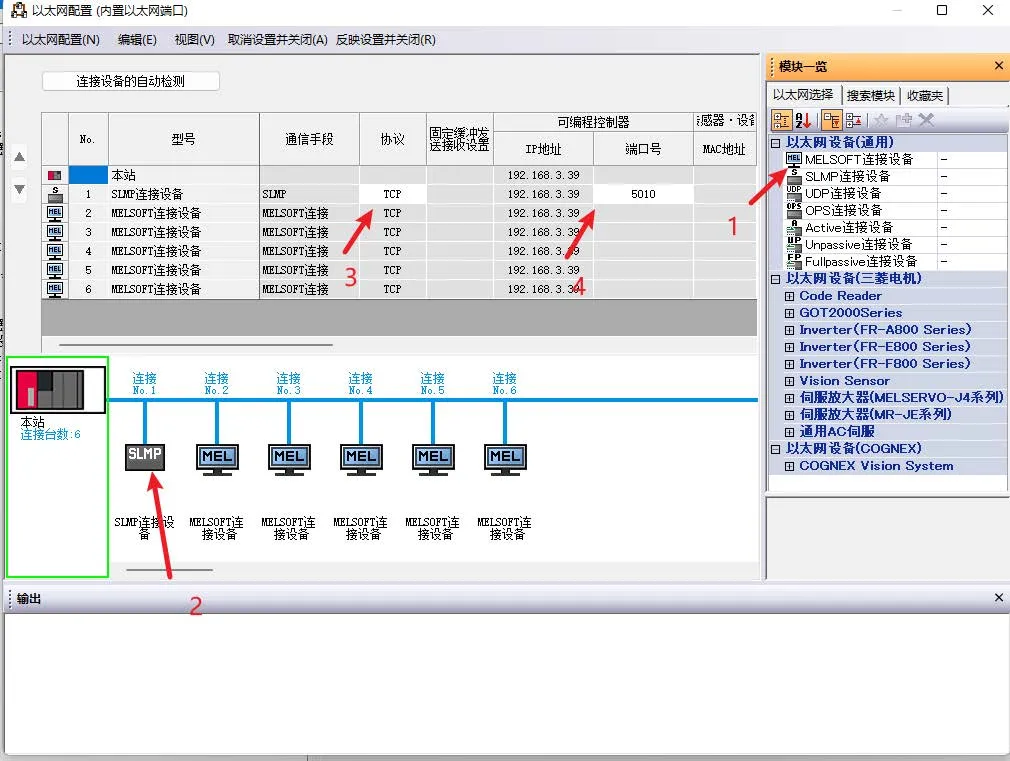
2.2参数/L08HCPU/模块参数/对象设备连接配置设置
-
选择MELSOFT连接设备 -
拖动该设备添加为PLC本站的子站 -
设定TCP协议 -
设置端口号
2.3 CCD上位机与PLC通讯使用MC协议具体通讯过程
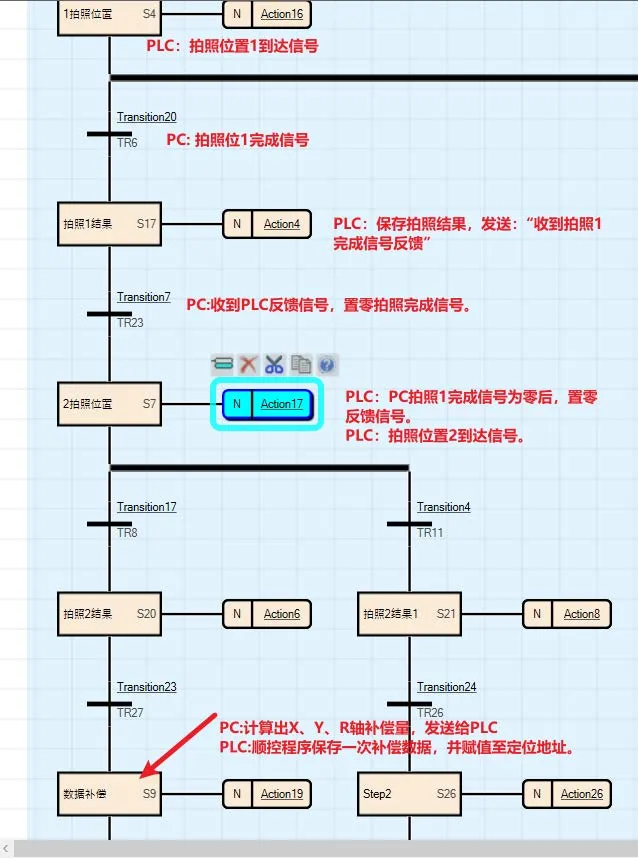
2).上位机PC端读PLC写入区判断PLC状态:拍照位到达、允许拍照信号灯。PC端将拍照完成、OK/NG、补偿数据等,数据写入PC写入区。
3).PLC读PC写入区判断相机状态,并做顺控动作或定位补偿动作。PLC在各个拍照位置到达时,在PLC写入区更改数据,供PC端读取PLC状态。
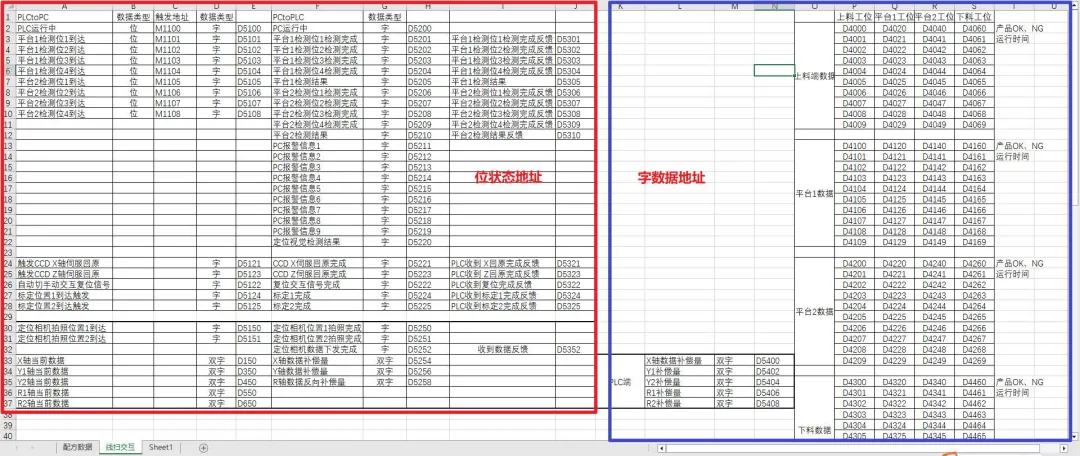
3.2.全局标签设定(或根据交互地址Excel表直接使用)


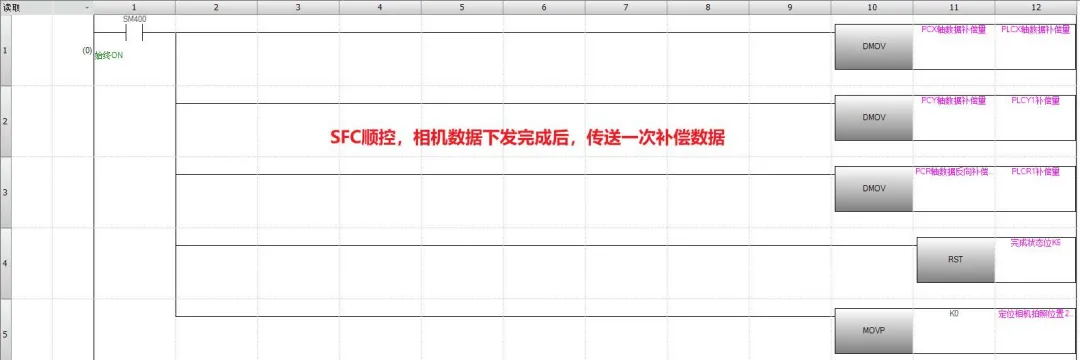
3.3:PLC与CCD相机 数据补偿交互(字/双字补偿数据)
-
CCD拍摄定位校正图像后,发送 补偿数据下发完成标志,PLC在顺控程序中保存一次定位补偿数据。 -
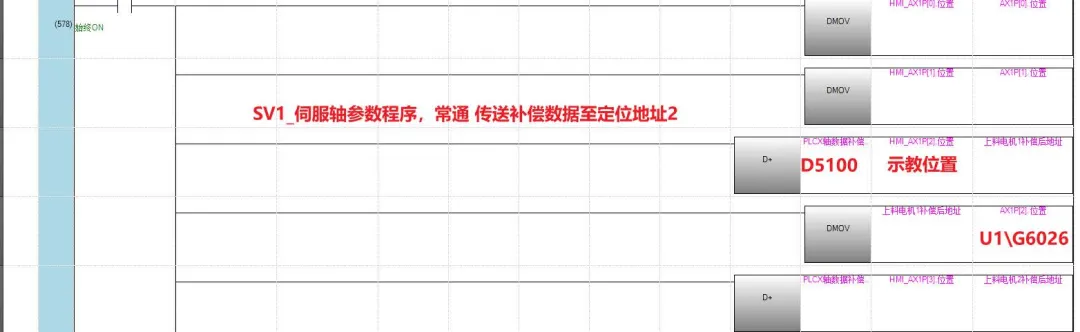
PLC将定位补偿数据与示教位置相合,并传送至LD77SM16模块相应轴定位位置地址。 -
PLC顺控程序中使用补偿后位置,做定位控制。
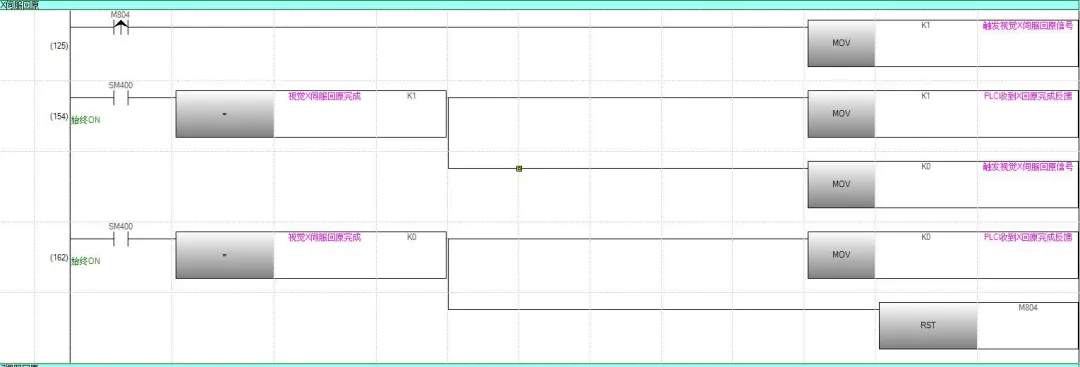
3.4顺控程序案例
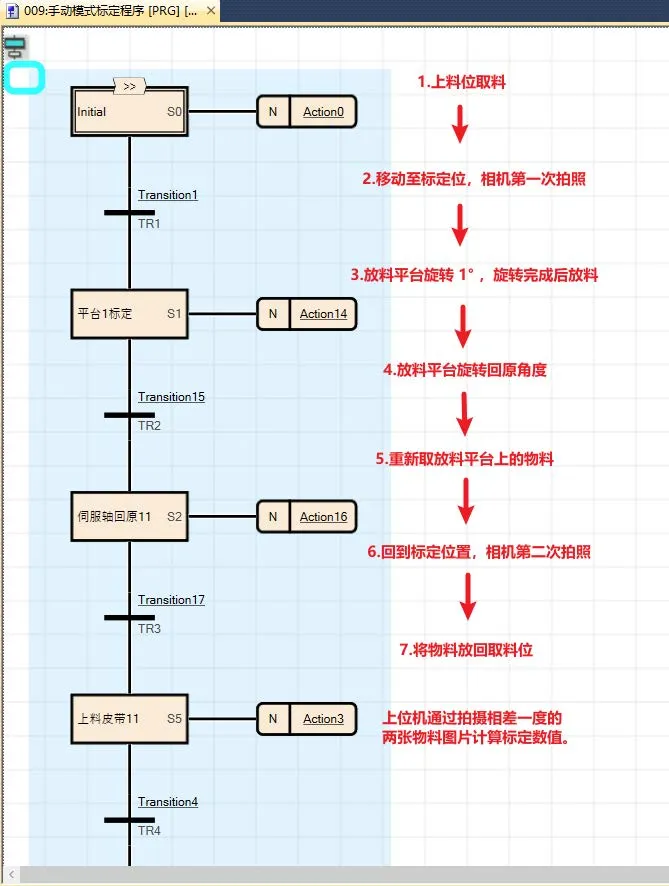
3.5标定程序案例
3.6PLC控制上位机动作案例