

文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
第4章 工业机电工程安装技术
4.1 机械设备安装技术(10分-15分)
4.2 工业管道施工技术(10分-15分)
4.3 电气装置安装技术(5-10分)
4.4 自动化仪表工程安装技术(1分)
4.5 防腐蚀工程施工技术(1分)
4.6 绝热工程施工技术(1分)
4.7 石油化工设备安装技术(5-10)
4.8 发电设备安装技术(1-2分,偶尔考20分)
4.9 冶炼设备安装技术(24年新增,考了20分
4.1 机械设备安装技术
考点1:设备基础施工质量验收要求(★★★★★)
2.设备基础施工质量验收要求
1)设备基础混凝土强度的验收要求
(1)基础施工单位应提供设备基础质量合格证明文件,主要检查验收其①混凝土配合比、②混凝土养护及③混
凝土强度是否符合设计要求。
(3)重要的设备基础应做预压强度试验,预压合格并有预压沉降详细记录。如大型锻压设备、汽轮发电机组、
大型油罐。
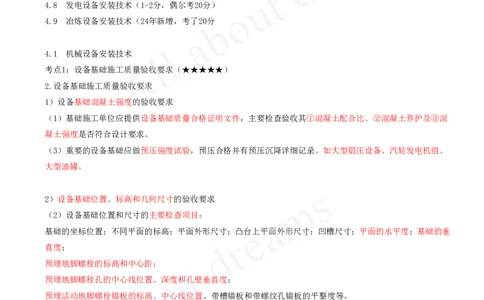
2)设备基础位置、标高和几何尺寸的验收要求
(2)设备基础位置和尺寸的主要检查项目:
基础的坐标位置;不同平面的标高;平面外形尺寸;凸台上平面外形尺寸;凹槽尺寸;平面的水平度;基础的垂
直度;
预埋地脚螺栓的标高和中心距;
预埋地脚螺栓孔的中心线位置、深度和孔壁垂直度;
预埋活动地脚螺栓锚板的标高、中心线位置、带槽锚板和带螺纹孔锚板的平整度等。
3)设备基础外观质量检查验收要求
4)地脚螺栓检查验收要求【2025年修改】
(1)直埋地脚螺栓
①直埋地脚螺栓与基础浇灌在一起,用来固定没有强烈振动和冲击的设备。如直钩螺栓、弯钩螺栓、弯折螺栓、
U形螺栓、爪式螺栓、锚板螺栓等。
②直埋地脚螺栓中心距、标高及露出基础长度应符合设计或规范要求,中心距应在其根部和顶部沿纵、横两个方[注:天一文化专有版权,未经许可不可转发或复印传播]
向测量,标高应在其顶部测量。
③直埋地脚螺栓的螺母和垫圈配套,螺纹和螺母保护完好。
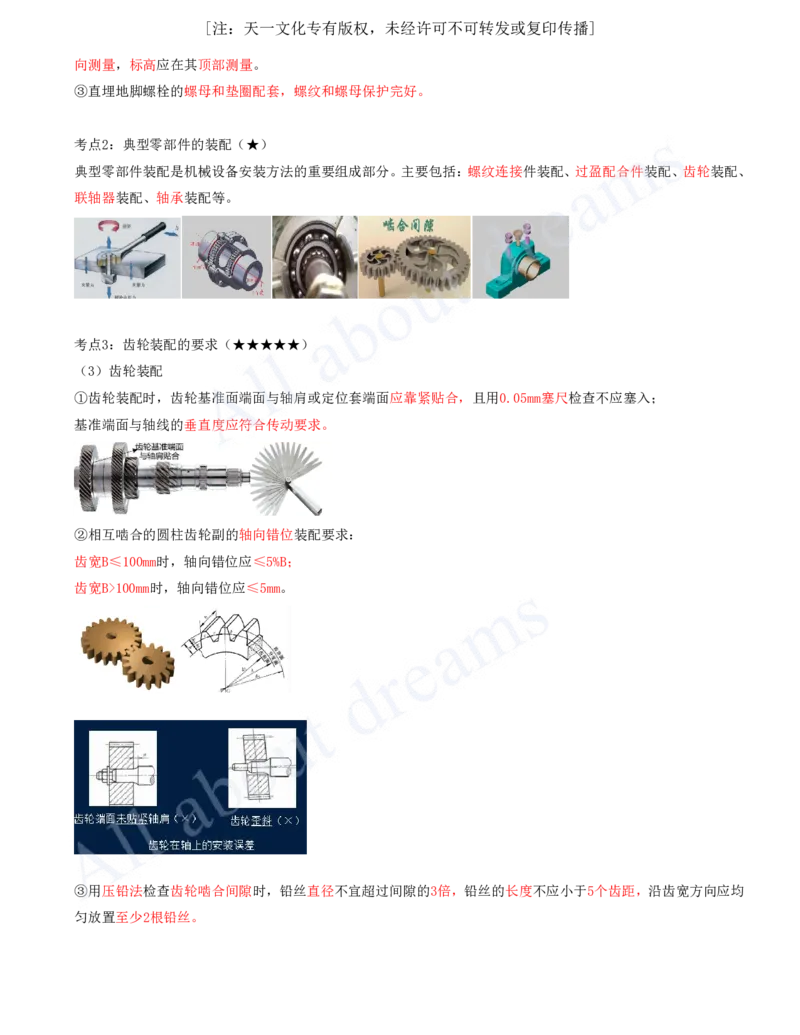
考点2:典型零部件的装配(★)
典型零部件装配是机械设备安装方法的重要组成部分。主要包括:螺纹连接件装配、过盈配合件装配、齿轮装配、
联轴器装配、轴承装配等。
考点3:齿轮装配的要求(★★★★★)
(3)齿轮装配
①齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合,且用0.05mm塞尺检查不应塞入;
基准端面与轴线的垂直度应符合传动要求。
②相互啮合的圆柱齿轮副的轴向错位装配要求:
齿宽B≤100mm时,轴向错位应≤5%B;
齿宽B>100mm时,轴向错位应≤5mm。
③用压铅法检查齿轮啮合间隙时,铅丝直径不宜超过间隙的3倍,铅丝的长度不应小于5个齿距,沿齿宽方向应均
匀放置至少2根铅丝。[注:天一文化专有版权,未经许可不可转发或复印传播]
④用着色法检查传动齿轮啮合的接触斑点时的要求:
将颜色涂在小齿轮上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3~4转。
圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;
圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;
齿顶和齿端棱边不应有接触。
考点4:联轴器装配(★★★★★)
机械式联轴器分为刚性和挠性两类
刚 性 联
包括凸缘、夹壳两种
轴器
挠 性 联 包括滑块、齿式、滚子链、十字轴万向、轮胎式、梅花形、弹性柱销、膜片、弹性套柱销、蛇形弹簧、
轴器 V带轮钢砂式安全联轴器等常用类型。
凸缘联轴器 夹壳联轴器
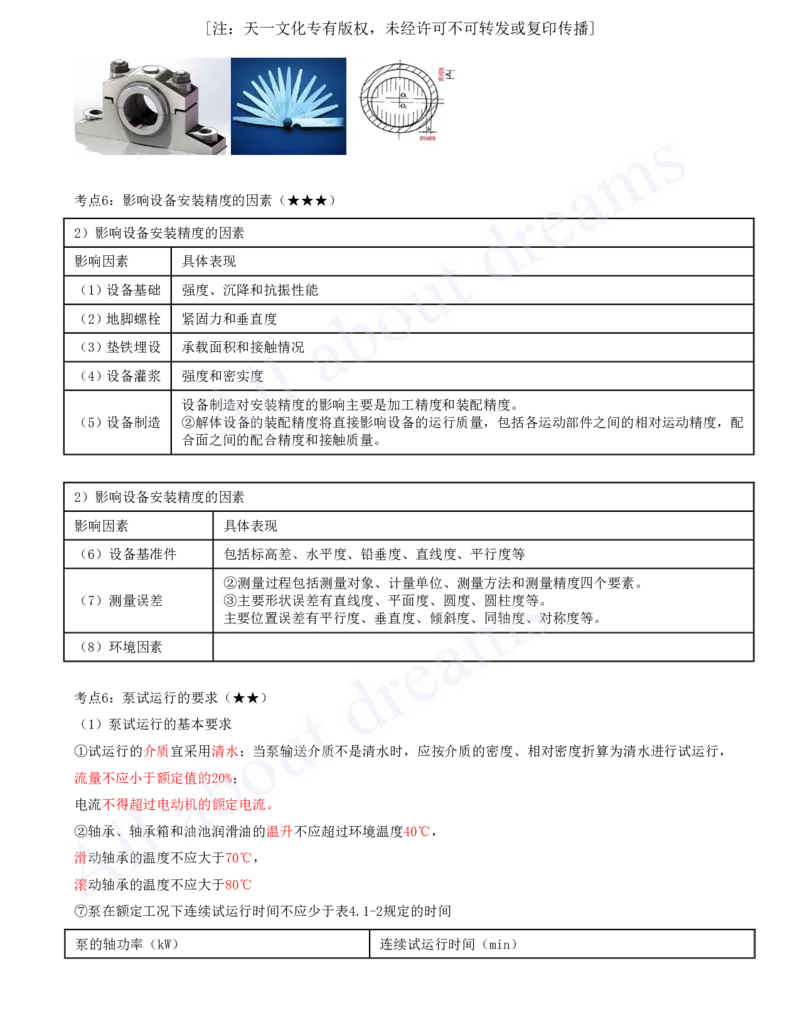
联轴器装配时,两轴心径向位移、两轴线倾斜和端面间隙的测量方法的要求:[注:天一文化专有版权,未经许可不可转发或复印传播]
两轴心径向位移 两轴线倾斜(角向位移) 两端面间隙
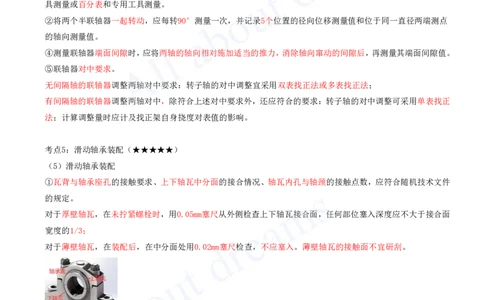
①将两个半联轴器暂时互相连接,应在圆周上画出对准线或装设专用工具,可采用塞尺直接测量、塞尺和专用工
具测量或百分表和专用工具测量。
②将两个半联轴器一起转动,应每转90°测量一次,并记录5个位置的径向位移测量值和位于同一直径两端测点
的轴向测量值。
④测量联轴器端面间隙时,应将两轴的轴向相对施加适当的推力,消除轴向窜动的间隙后,再测量其端面间隙值。
⑤联轴器对中要求。
无间隔轴的联轴器调整两轴对中要求:转子轴的对中调整宜采用双表找正法或多表找正法;
有间隔轴的联轴器调整两轴对中,除符合上述对中要求外,还应符合的要求:转子轴的对中调整可采用单表找正
法;计算调整量时应计及找正架自身挠度对表值的影响。
考点5:滑动轴承装配(★★★★★)
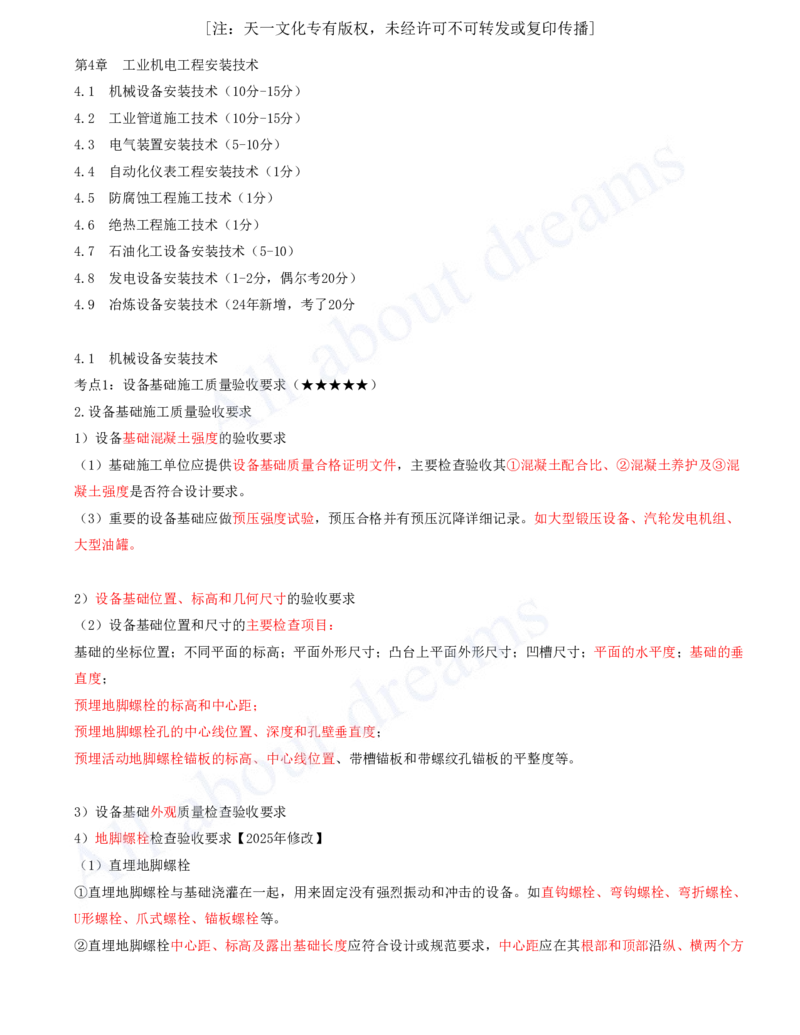
(5)滑动轴承装配
①瓦背与轴承座孔的接触要求、上下轴瓦中分面的接合情况、轴瓦内孔与轴颈的接触点数,应符合随机技术文件
的规定。
对于厚壁轴瓦,在未拧紧螺栓时,用0.05mm塞尺从外侧检查上下轴瓦接合面,任何部位塞入深度应不大于接合面
宽度的1/3;
对于薄壁轴瓦,在装配后,在中分面处用0.02mm塞尺检查,不应塞入。薄壁轴瓦的接触面不宜研刮。
②轴颈与轴瓦的侧间隙可用塞尺检查,单侧间隙应为顶间隙的1/2~2/3。轴颈与轴瓦的顶间隙可用压铅法检查,
铅丝直径不宜大于顶间隙的3倍;
顶间隙计算值应符合《机械设备安装工程施工及验收通用规范》GB50231—2009的规定。[注:天一文化专有版权,未经许可不可转发或复印传播]
考点6:影响设备安装精度的因素(★★★)
2)影响设备安装精度的因素
影响因素 具体表现
(1)设备基础 强度、沉降和抗振性能
(2)地脚螺栓 紧固力和垂直度
(3)垫铁埋设 承载面积和接触情况
(4)设备灌浆 强度和密实度
设备制造对安装精度的影响主要是加工精度和装配精度。
(5)设备制造 ②解体设备的装配精度将直接影响设备的运行质量,包括各运动部件之间的相对运动精度,配
合面之间的配合精度和接触质量。
2)影响设备安装精度的因素
影响因素 具体表现
(6)设备基准件 包括标高差、水平度、铅垂度、直线度、平行度等
②测量过程包括测量对象、计量单位、测量方法和测量精度四个要素。
(7)测量误差 ③主要形状误差有直线度、平面度、圆度、圆柱度等。
主要位置误差有平行度、垂直度、倾斜度、同轴度、对称度等。
(8)环境因素
考点6:泵试运行的要求(★★)
(1)泵试运行的基本要求
①试运行的介质宜采用清水;当泵输送介质不是清水时,应按介质的密度、相对密度折算为清水进行试运行,
流量不应小于额定值的20%;
电流不得超过电动机的额定电流。
②轴承、轴承箱和油池润滑油的温升不应超过环境温度40℃,
滑动轴承的温度不应大于70℃,
滚动轴承的温度不应大于80℃
⑦泵在额定工况下连续试运行时间不应少于表4.1-2规定的时间
泵的轴功率(kW) 连续试运行时间(min)[注:天一文化专有版权,未经许可不可转发或复印传播]
≤50 30
>50〜100 60
>100〜400 90
>400 120
(6)停泵后的要求
④输送易结晶、凝固、沉淀等介质的泵,停泵后,应防止堵塞,并应及时用清水或其他介质冲洗泵和管道
