夜雨聆风
夜雨聆风





AI 质检:从"人眼看"到"机器判",制造业这道坎怎么过?
早班的检验员和晚班的检验员,面对同一个焊缝,给出的判定结果可能不一样。不是谁的水平差,而是人眼本来就这样:状态好的时候严,疲劳的时候松;经验多的看得细,新手容易漏。
质检的问题,不只是”效率低”,更是标准不稳定。这才是制造业质量管理最难啃的骨头。
(1)人工质检的三道墙
第一道:眼睛会疲劳,标准会漂移。人工检验的一致性天然受限于生理状态,同一个检验员上午和下午的判定可能就有偏差,更别说不同人之间的差异。
第二道:抽检覆盖不够,全检成本太高。大批量产线上,100% 全检靠人力几乎不可能。抽检又存在统计风险——问题件偏偏就在没抽到的那批里。
第三道:老师傅的眼光带不走。检验标准里写的是条文,但真正判”这条裂纹到底超没超标”靠的是经验积累。老师傅一退休,这套判断力就跟着走了。
(2)机器视觉 + AI,怎么解这道题?
-
工业相机采集 + 图像预处理
产线上方部署工业相机(线扫或面阵),配合专业光源(环形光、背光、同轴光按场景选型),在零件经过时连续拍摄。图像经过去噪、增强、标准化处理后,送入检测模型。硬件选型直接决定检测天花板——光源打错了,再好的模型也救不回来。
-
数据标注——模型能力的真正来源
这一步是整套系统的基础,也是最容易被低估的环节。模型学到的”判断标准”,完全来自标注数据的质量。标注工作包括:在图像上框出缺陷位置(目标检测框)、标记缺陷类型(气孔、裂纹、咬边、未熔合……)、标注缺陷严重等级。标注人员需要具备检验专业背景,否则标错了,模型学的就是错误标准。
📌 关于标注的几个关键细节:
|
-
缺陷识别与分级判定
训练好的视觉模型对实时图像进行推理,输出缺陷位置、类型、置信度和严重等级。系统不只是给出”合格/不合格”,而是告诉你”在哪里、什么问题、严重程度如何”——这才是对下游处置真正有用的信息。
-
闭环反馈,从发现问题到预防问题
质检结果实时写入质量管理系统,当某类缺陷发生频率超过阈值,自动触发工艺预警,推送给设备端或工艺工程师。检验不再是产线末端的”最后一关”,而是贯穿生产过程的质量信号源。
(3)两个真实场景
▎场景一:焊缝质量检测某压力容器制造企业,筒体环缝焊接后需逐条检验。传统做法:磁粉/渗透检测 + 人工目视,一条焊缝检验耗时约 8 分钟,且检验结果无法做到 100% 客观记录。 引入线扫相机 + AI 焊缝检测系统后:采集焊缝全长图像,模型自动识别气孔、裂纹、咬边等 7 类缺陷,检测速度提升至每条焊缝 40 秒以内,检测结果图像存档可追溯。初期训练用了约 3200 张已标注焊缝图像(含 680 张各类缺陷样本),经过两轮迭代后,漏检率从人工的 3.5% 降至 0.4%。 关键收益:不只是快,更是每条焊缝都有图像记录,出了问题可以追溯到具体检验时间点和结果——这在压力容器行业的合规要求里,是刚需。 |

▎场景二:加工精度检测某精密机械加工车间,轴类零件的外径、圆度、表面粗糙度需要逐件检测。靠人工用卡尺和粗糙度仪抽检,节拍跟不上产线速度,全检根本做不到。 改造方案:在出料端安装结构光 3D 视觉传感器,配合尺寸检测算法,每件检测时间 1.2 秒,实现 100% 全检。标注工作相对简单——主要是对”超差件”和”合格件”的分类标注,以及对超差类型(外径偏大/偏小、表面划伤)的细分标记。 意外收获:系统积累了三个月数据后,发现某台车床在每天下午 2~4 点时段的超差率明显偏高——后来排查是热变形导致的尺寸漂移。这个规律靠人工抽检根本发现不了。 |
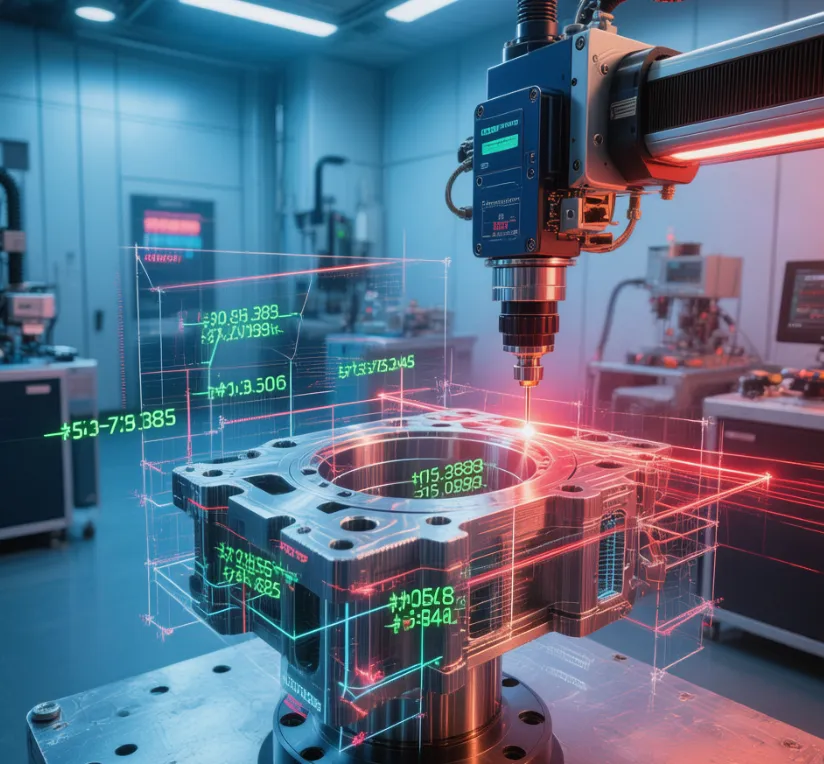
▲ 自动化光学检测系统进行零件精度测量
(4)落地要过的三道坎
坎一:冷启动数据不足。新产品、新缺陷类型,初期缺陷样本往往很少。解决思路:优先收集人工判定为缺陷的历史图像,结合数据增强(翻转、旋转、亮度变化)扩充样本,接受初期模型精度有限的事实,设置人工复核兜底。
坎二:现场环境干扰。光线变化、零件表面油污、振动……工业现场比实验室复杂得多。硬件方案(光源类型、相机分辨率、拍摄角度)需要在现场实际测试后确定,不能照搬其他项目的配置。
坎三:人机协作的边界怎么划。不是所有判定都应该交给机器。建议按置信度分级处理:高置信度的合格件自动放行,高置信度的缺陷件自动标记隔离,中间模糊地带的件推给人工复核。置信度阈值的设定,直接影响漏检率和误检率的平衡,需要根据产品的质量风险等级来定。
|
|