

文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
4.5 防腐蚀工程施工技术
2024年 2023年 2022年
4.5防腐蚀工程施工技
单选 多选 案例 单选 多选 案例 单选 多选 案例
术
1 1 1
4.5.1 防腐蚀措施和施工方法
4.5.2 设备及管道防腐蚀施工技术
4.5.1 防腐蚀措施和施工方法
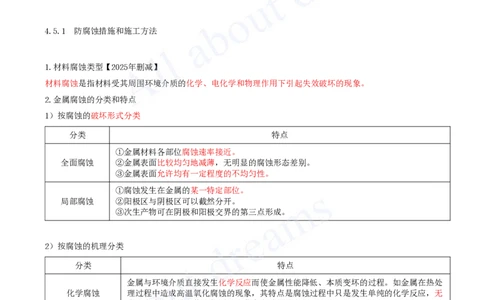
1.材料腐蚀类型【2025年删减】
材料腐蚀是指材料受其周围环境介质的化学、电化学和物理作用下引起失效破坏的现象。
2.金属腐蚀的分类和特点
1)按腐蚀的破坏形式分类
分类 特点
①金属材料各部位腐蚀速率接近。
全面腐蚀 ②金属表面比较均匀地减薄,无明显的腐蚀形态差别。
③金属表面允许均有一定程度的不均匀性。
①腐蚀发生在金属的某一特定部位。
局部腐蚀 ②阳极区与阴极区可以截然分开。
③次生产物可在阴极和阳极交界的第三点形成。
2)按腐蚀的机理分类
分类 特点
金属与环境介质直接发生化学反应而使金属性能降低、本质变坏的过程。如金属在热处
化学腐蚀 理过程中造成高温氧化腐蚀的现象,其特点是腐蚀过程中只是发生单纯的化学反应,无
电流产生,腐蚀产物直接覆盖在发生腐蚀的地方。
电化学腐蚀 金属与环境介质发生电化学作用而引起的金属腐蚀,其特点是有电流产生。
指金属由于单纯的物理溶解作用所引起的破坏。在液态金属中可发生物理腐蚀。例如:
物理腐蚀
用来盛放熔融锌的钢容器,由于铁被液态锌所溶解而损坏。
3.金属材料的防腐蚀方法
金属材料防腐蚀就是通过采取各种手段,保护容易锈蚀的金属物品,来达到延长其使用寿命的目的。防腐蚀的
方法主要有:介质处理、覆盖层、电化学保护、添加缓蚀剂。[注:天一文化专有版权,未经许可不可转发或复印传播]
防腐蚀的方法 应用
例如:锅炉给水的除氧;原油在泵入输送管道前,脱出原油中水及其他
1)介质处理
腐蚀性成分。
(1)涂料涂层 常用于设备及架空管道的防腐。
(2)金属涂层 常用于设备或储罐的外壁防腐。
2)覆盖
②常用非金属衬里方法:块材衬里、纤维增强塑料衬里、橡胶衬里、塑
层
(3)衬里 料衬里、玻璃鳞片衬里、铅衬里、喷涂聚脲衬里、氯丁胶乳水泥砂浆衬
里等。
例如:硫酸设备等化工设备和设施可采用阳极保护技术;
3)电化学保护
埋地钢质管道、管网以及储罐常采用阴极保护技术。
例如:加入乌洛托品等缓蚀剂可减轻炼油装置中介质对钢制设备的腐
4)添加缓蚀剂
蚀。
4.防腐蚀施工方法
1)表面处理
表面处理是指在涂装前,除去工件表面附着物、生成的氧化物以及提高表面粗糙度,提高工件表面与涂层的附
着力或赋予表面以一定的耐蚀性能的过程。
4.5 防腐蚀工程施工技术
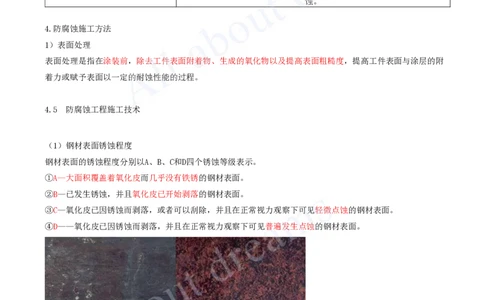
(1)钢材表面锈蚀程度
钢材表面的锈蚀程度分别以A、B、C和D四个锈蚀等级表示。
①A—大面积覆盖着氧化皮而几乎没有铁锈的钢材表面。
②B—已发生锈蚀,并且氧化皮已开始剥落的钢材表面。
③C—氧化皮已因锈蚀而剥落,或者可以刮除,并且在正常视力观察下可见轻微点蚀的钢材表面。
④D——氧化皮已因锈蚀而剥落,并且在正常视力观察下可见普遍发生点蚀的钢材表面。
A级别 D级别
氧化皮已因锈蚀而剥落,并且在正常视力观察下可见普遍发生点蚀的钢材表面( )。
A.A级
B.C级[注:天一文化专有版权,未经许可不可转发或复印传播]
C.D级
D.B级
答案:C
解析:D级,氧化皮已因锈蚀而剥落,并且在正常视力观察下可见普遍发生点蚀的钢材表面。
(2)表面除锈处理方法
①表面处理方法有化学除锈、动力除锈、喷(抛)射除锈、火焰除锈等。
②化学处理包括:酸洗除锈、碱洗除锈,除锈方法包括浸泡、喷淋等。
③动力除锈包括手工和动力工具两种
④喷(抛)射处理包括:干喷射、湿喷射、喷砂、喷丸、喷粒。
工件表面采用碱洗除锈的处理方法是属于( )。
A.机械处理
B.化学处理
C.喷(抛)射处理
D.表面处理
答案:B
解析:化学处理包括:酸洗除锈、碱洗除锈,除锈方法包括浸泡、喷淋等。
(5)工具除锈技术要点
工具除锈可分为手动和动力工具除锈两种。
③工具处理的质量等级分为St2级、St3级。
采用St级除锈的方法是( )
A.工具除锈
B.喷射除锈
C.抛射除锈
D.酸洗除锈
答案:A
解析:工具处理的质量等级分为St2级、St3级。[注:天一文化专有版权,未经许可不可转发或复印传播]
(6)喷射除锈技术要点【2025年修改】
②敞开式干喷射是用压缩空气通过喷射清洁干燥的磨料进行除锈,所用的压缩空气应是无油、干燥的,且金属
表面的温度应高于露点以上3℃。
⑥喷射处理质量等级分为Sa1级、Sa2级、Sa2.5级、Sa3级。
2)涂料涂层防腐施工方法
(1)刷涂法
刷涂法是一种最简单的手工涂装方法。
缺点:该施工方法劳动强度大,生产效率低,涂膜易产生刷痕,外观欠佳。因此,刷涂法常用于小面积涂装。
(2)滚涂法
滚涂法适用于较大面积工件的涂装,较刷涂法效率高。
(3)空气喷涂法
①空气喷涂法利用专门的喷枪工具以压缩空气把涂料吸入,由喷枪的喷嘴喷出并使气流将涂料冲散成微粒射向
被涂基体表面,并附着于基体表面。
②空气喷涂法是应用最广泛的一种涂装方法,几乎可适用于一切涂料品种,该方法的最大优点:可获得厚薄均
匀、光滑平整的涂层。缺点:涂料利用率较低,对空气的污染也较严重。[注:天一文化专有版权,未经许可不可转发或复印传播]
(4)高压无气喷涂法
①高压无气喷涂法是使涂料通过加压泵加压后经喷嘴小孔喷出,涂料高速离开喷嘴扩散成极细的颗粒而涂敷于
工件表面。
②高压无气喷涂法优点:克服了一般空气喷涂时,发生涂料回弹和大量漆雾飞扬的现象,不仅节省了漆料,而
且减少了污染,改善了劳动条件;工作效率较一般空气喷涂提高了数倍至十几倍;涂膜质量较好,适宜于大面
积的物体涂装。
()属于高效且节省油料的喷涂方法。
A.刷涂
B.滚涂法
C.空气喷涂法
D.高压无气喷涂法
答案:D
解析:A选项:刷涂法常用于小面积涂装。
B选项:滚涂法适用于较大面积工件的涂装,较刷涂法效率高。
C选项:涂料利用率较低,对空气的污染也较严重。
3)金属涂层防腐施工方法[注:天一文化专有版权,未经许可不可转发或复印传播]
(1)金属热喷涂类型
2)金属热喷涂工艺
金属热喷涂工艺包括基体表面预处理、热喷涂、后处理、精加工等过程。
3)金属热喷涂用材
金属热喷涂采用的金属材料多是锌、锌铝合金、铝和铝镁合金,分为金属丝和金属粉末两种形式。
4)衬里防腐施工方法
(4)塑料衬里
塑料衬里是采用塑料板材或管材,以焊接、粘贴等方法衬砌在设备或管道的内表面。
常用塑料衬里工程包括软聚氯乙烯板衬里设备、氟塑料衬里设备和塑料衬里管道。
(5)铅衬里
铅衬里的方法分为衬铅与搪铅两种。铅衬里适用于常压或压力不高、温度较低和静载荷作用下工作的设备;
真空操作的设备、受振动和有冲击的设备不宜采用。
例如:铅衬里常用在制作输送硫酸的泵、管道和阀等设施的衬里上。[注:天一文化专有版权,未经许可不可转发或复印传播]
( )适用于常压或压力不高、温度较低和静载荷作用下工作的设备。
A.砖板衬里
B.橡胶
C.铅衬里
D.陶瓷衬里
答案:C
解析:C选项:铅衬里适用于常压或压力不高、温度较低和
静载荷作用下工作的设备。
(6)氯丁乳胶水泥砂浆衬里
氯丁乳胶水泥砂浆衬里采用整体面层涂覆的方式。
输水钢管通过离心机或管道喷涂机在钢管内壁形成水泥涂层,主要是延长给水管道的使用寿命,保护水质,提
高管道输水能力。考虑到设备、管道内部空间狭窄,只适用于内部结构简单的设备、管道。设备、管道内部结
构复杂的,施工困难、质量难以保证的,不宜选用水泥砂浆衬里。
5)阴极保护施工方法
(1)强制电流阴极保护系统
①强制电流阴极保护系统由4部分组成:电源设备、辅助阳极、被保护管道与附属设施。[注:天一文化专有版权,未经许可不可转发或复印传播]
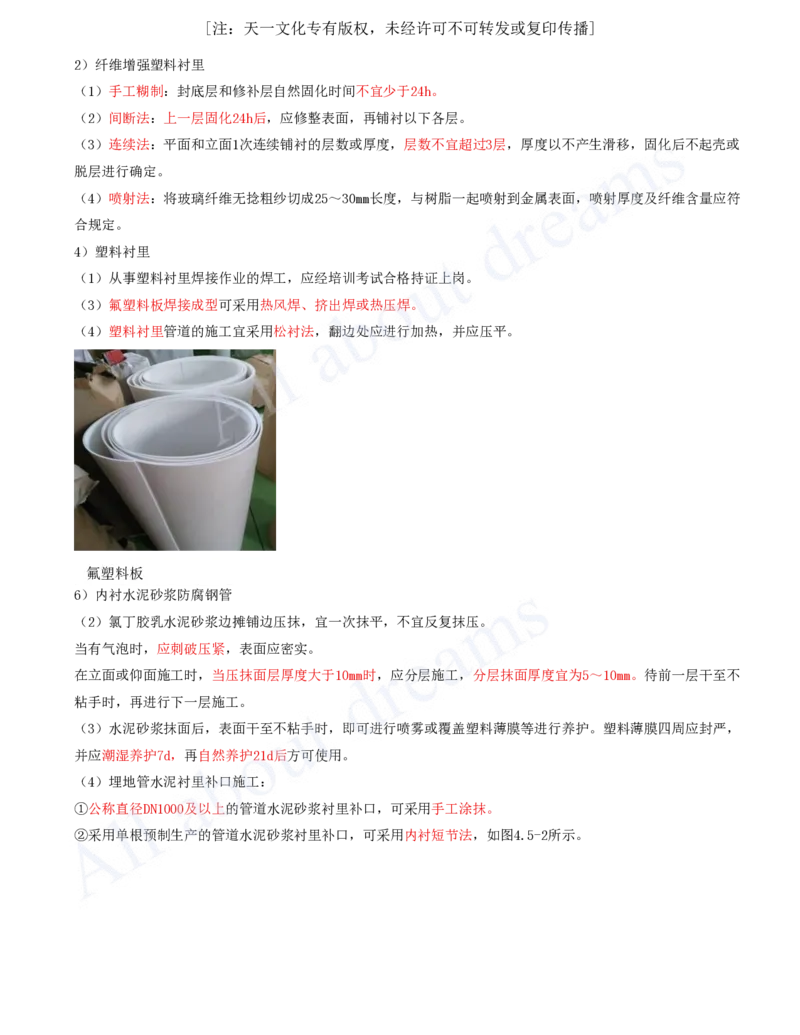
(2)牺牲阳极阴极保护系统
①牺牲阳极阴极保护系统由3部分组成:
牺牲阳极、被保护管道与附属设施。
常用牺牲阳极材料包括:
镁及镁合金阳极、锌及锌合金阳极、铝合金阳极和镁锌复合式阳极,其中铝合金阳极主要用于海洋环境中管道
或设备的牺牲阳极保护。牺牲阳极结构形式可选用棒状、带状。
以下不属于强制电流阴极保护系统由( )组成。
A.电源设备
B.辅助阳极
C.牺牲阳极
D.被保护管道与附属设施
答案:C
解析:强制电流阴极保护系统由4部分组成:电源设备、辅助阳极、被保护管道与附属设施。故排除C选项。[注:天一文化专有版权,未经许可不可转发或复印传播]
4.5.2 设备及管道防腐蚀施工技术
1.防腐蚀施工的基本要求
(1)施工环境温度宜为10~30℃,相对湿度不宜大于85%,或被涂覆的基体表面温度应比露点温度高3℃。
(2)防腐蚀涂层全部涂装结束后,应按照规定的时间养护后方可交付使用。
(3)基体表面处理等级符合要求。基体表面的凹凸不平、焊接波纹和非圆弧拐角处,应采用耐腐蚀树脂配制的
腻子进行修补。腻子干透后,应打磨平整,并应擦拭干净,再进行底涂层施工。
(6)氟涂料、富锌涂料宜采用喷涂法施工。
2.地上设备及管道涂层施工
(1)底漆宜在焊接施工前进行涂装,但应将焊道两侧各50mm宽留出,如图4.5-1所示。焊道底漆应在焊接施工
(包括热处理和焊道检验等)完毕、系统试验合格,并办理工序交接后进行。
图4.5-1焊道防腐示意图
1-基体;2-焊道;3-底漆
(2)中间漆、面漆涂装宜在焊接施工(包括热处理和焊道检验等)完毕、系统试验合格并办理工序交接后进
行,也可在焊接施工前进行涂装,但应将焊道留出,待试验合格后按要求进行涂装。
(3)防腐蚀涂料质量证明文件应包括合格证、质量检验报告和产品技术文件。
(10)空气喷涂:喷嘴与被喷面应垂直,喷嘴与被喷面的距离应根据喷涂压力和喷嘴的大小确定,使用大口径
喷枪时宜为200~300mm,使用小口径喷枪时宜为150~250mm。
(11)高压无气喷涂:喷嘴与被喷面应垂直,喷嘴与被喷面的距离宜为300~500mm。
3.衬里[注:天一文化专有版权,未经许可不可转发或复印传播]
2)纤维增强塑料衬里
(1)手工糊制:封底层和修补层自然固化时间不宜少于24h。
(2)间断法:上一层固化24h后,应修整表面,再铺衬以下各层。
(3)连续法:平面和立面1次连续铺衬的层数或厚度,层数不宜超过3层,厚度以不产生滑移,固化后不起壳或
脱层进行确定。
(4)喷射法:将玻璃纤维无捻粗纱切成25~30mm长度,与树脂一起喷射到金属表面,喷射厚度及纤维含量应符
合规定。
4)塑料衬里
(1)从事塑料衬里焊接作业的焊工,应经培训考试合格持证上岗。
(3)氟塑料板焊接成型可采用热风焊、挤出焊或热压焊。
(4)塑料衬里管道的施工宜采用松衬法,翻边处应进行加热,并应压平。
氟塑料板
6)内衬水泥砂浆防腐钢管
(2)氯丁胶乳水泥砂浆边摊铺边压抹,宜一次抹平,不宜反复抹压。
当有气泡时,应刺破压紧,表面应密实。
在立面或仰面施工时,当压抹面层厚度大于10mm时,应分层施工,分层抹面厚度宜为5~10mm。待前一层干至不
粘手时,再进行下一层施工。
(3)水泥砂浆抹面后,表面干至不粘手时,即可进行喷雾或覆盖塑料薄膜等进行养护。塑料薄膜四周应封严,
并应潮湿养护7d,再自然养护21d后方可使用。
(4)埋地管水泥衬里补口施工:
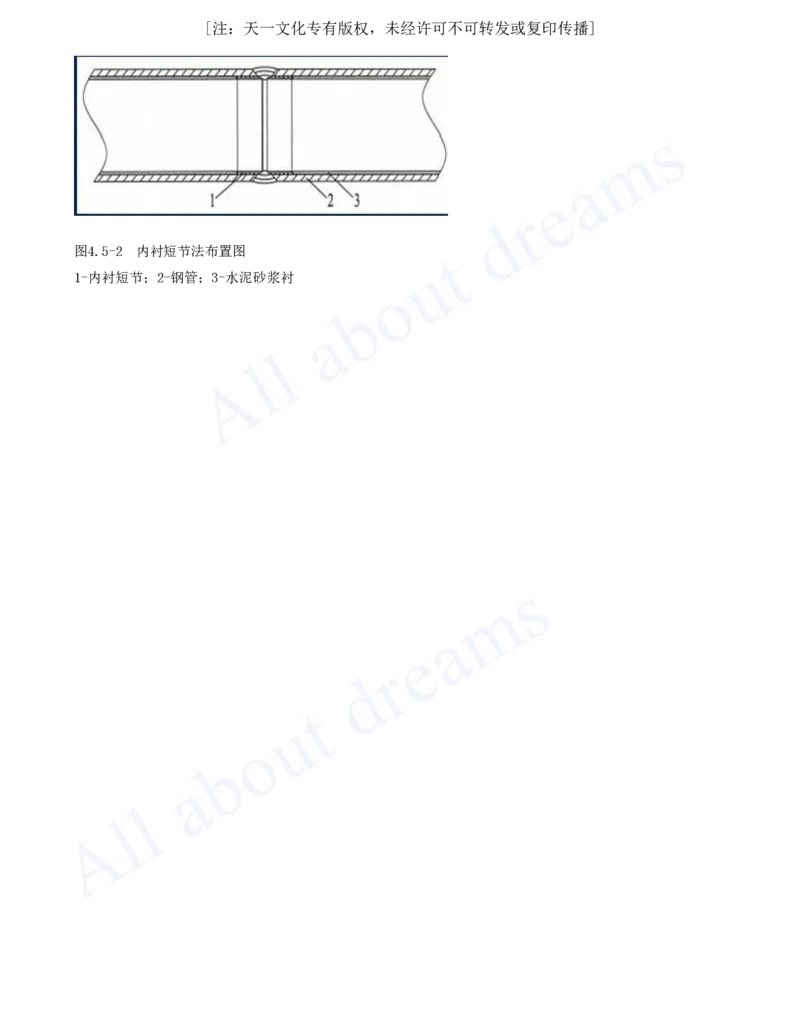
①公称直径DN1000及以上的管道水泥砂浆衬里补口,可采用手工涂抹。
②采用单根预制生产的管道水泥砂浆衬里补口,可采用内衬短节法,如图4.5-2所示。[注:天一文化专有版权,未经许可不可转发或复印传播]
图4.5-2 内衬短节法布置图
1-内衬短节;2-钢管;3-水泥砂浆衬

