


文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
一级建造师
机电工程管理与实务
基础精学
主讲老师:朱旭阳
考点:焊接方法和焊接工艺 ★★
内容:
一、焊接方法
二、焊接工艺
三、焊接工艺评定
考情:
8
7
1
9
4
8
3
信
微
系
联
一、焊接方法【修题改新增】
押
准
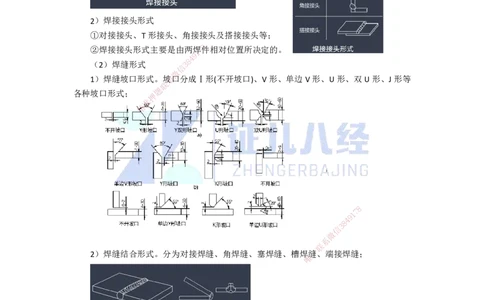
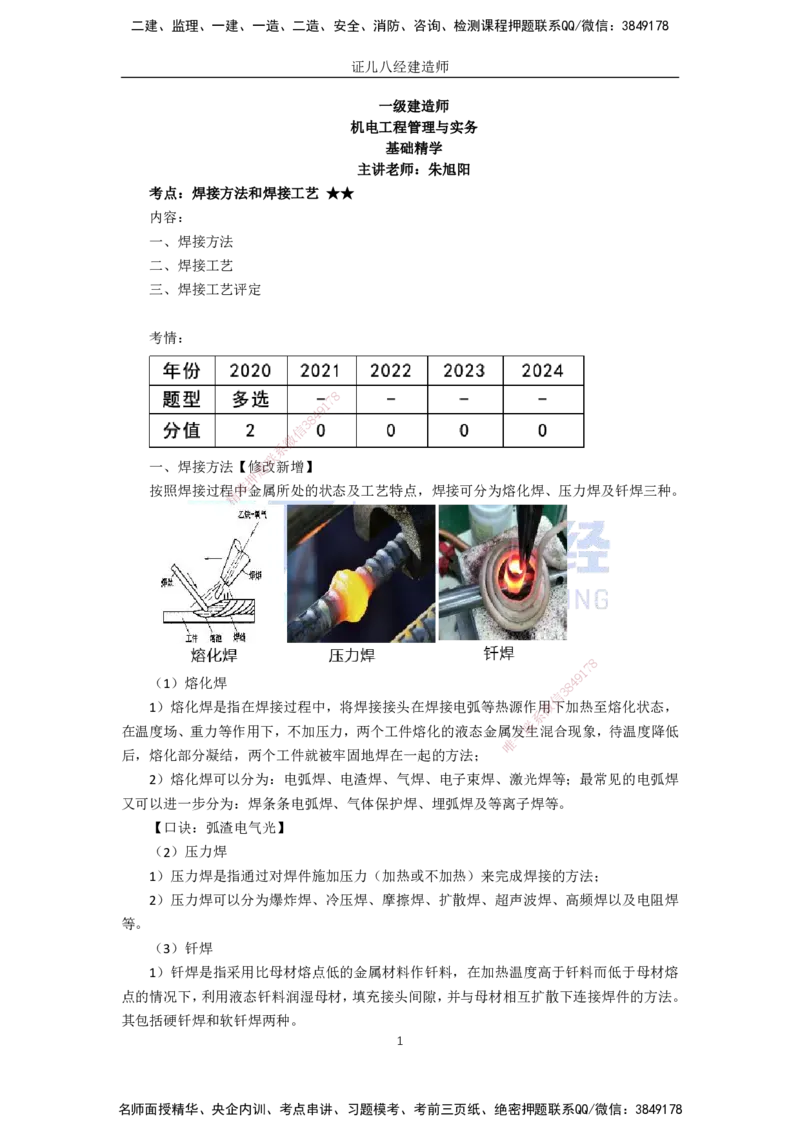
按照焊接过程中金属所处的状态及工艺特点,焊接可分为熔化焊、压力焊及钎焊三种。
精
8
7
1
9
(1)熔化焊
8
4
3
信
1)熔化焊是指在焊接过程中,将焊接接头在焊接电弧等热源作用微下加热至熔化状态,
系
联
在温度场、重力等作用下,不加压力,两个工件熔化的液态金属一发生混合现象,待温度降低
唯
后,熔化部分凝结,两个工件就被牢固地焊在一起的方法;
2)熔化焊可以分为:电弧焊、电渣焊、气焊、电子束焊、激光焊等;最常见的电弧焊
又可以进一步分为:焊条条电弧焊、气体保护焊、埋弧焊及等离子焊等。
【口诀:弧渣电气光】
(2)压力焊
1)压力焊是指通过对焊件施加压力(加热或不加热)来完成焊接的方法;
2)压力焊可以分为爆炸焊、冷压焊、摩擦焊、扩散焊、超声波焊、高频焊以及电阻焊
等。
(3)钎焊
1)钎焊是指采用比母材熔点低的金属材料作钎料,在加热温度高于钎料而低于母材熔
点的情况下,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散下连接焊件的方法。
其包括硬钎焊和软钎焊两种。
1
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
二、焊接工艺
(1)焊接接头
1)焊接接头组成
焊缝、熔合区、热影响区、母材金属。
2)焊接接头形式
①对接接头、T形接头、角接接头及搭接接头等;
8
②焊接接头形式主要是由两焊7件相对位置所决定的。
1
9
4
8
(2)焊缝形式
信
3
微
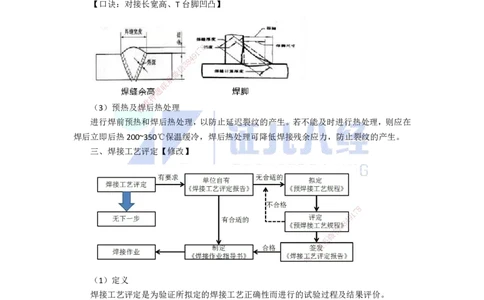
1)焊缝坡口形式。坡系口分成Ⅰ形(不开坡口)、V形、单边V形、U形、双U形、J形等
联
题
各种坡口形式;
押
准
精
8
1
7
9
8
4
信
3
微
系
联
2)焊缝结合形式。分为对接焊缝、角焊缝、塞焊缝 、槽焊
唯
缝一、端接焊缝;
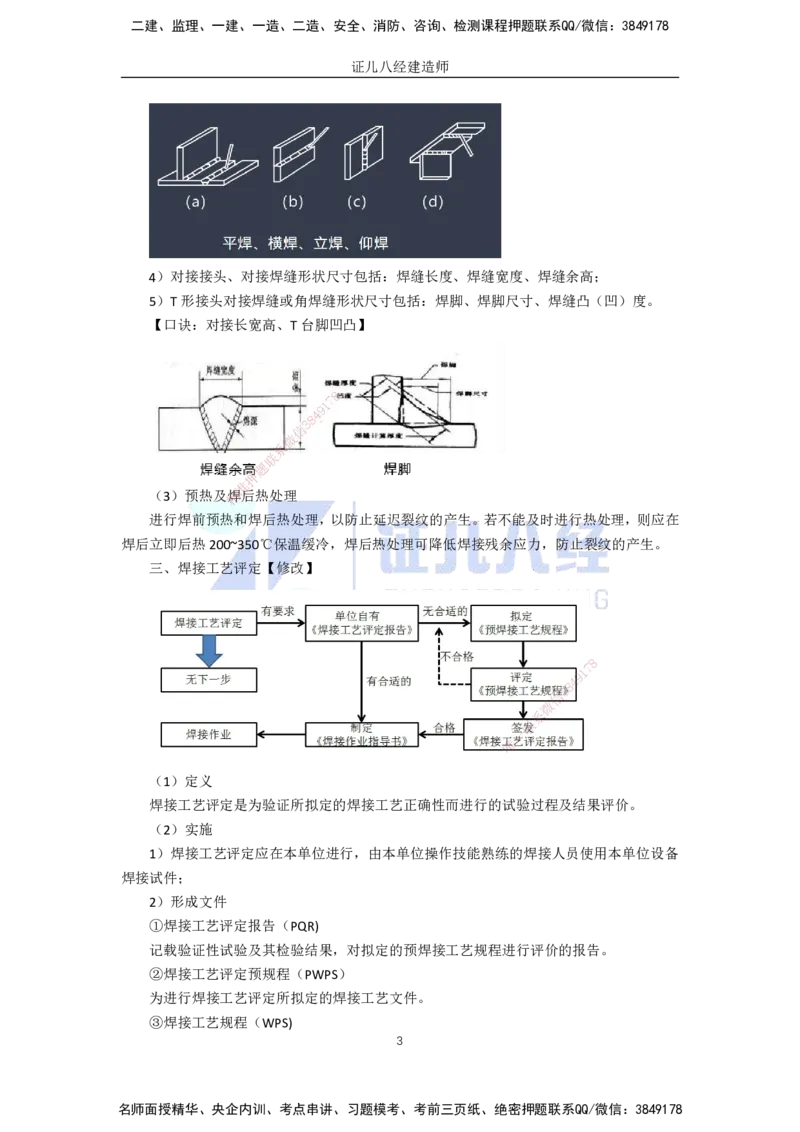
3)焊缝在施焊时空间位置。分为平焊缝、立焊缝、横焊缝、仰焊缝。【口诀:平立横
仰】
2
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
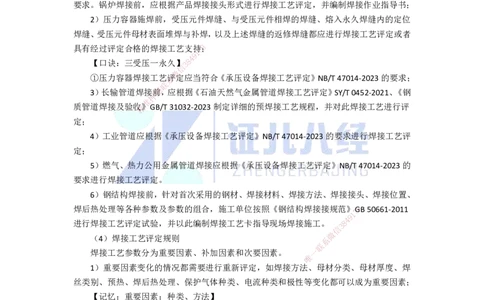
4)对接接头、对接焊缝形状尺寸包括:焊缝长度、焊缝宽度、焊缝余高;
5)T形接头对接焊缝或角焊缝形状尺寸包括:焊脚、焊脚尺寸、焊缝凸(凹)度。
【口诀:对接长宽高、T台脚凹凸】
8
7
1
9
4
8
3
信
微
系
联
题
押
准
(3)预热及精焊后热处理
进行焊前预热和 焊后热处理,以防止延迟裂纹的产生。若不能及时进行热处理,则应在
焊后立即后热200~350℃ 保温缓冷,焊后热处理可降低焊接残余应力,防止裂纹的产生。
三、焊接工艺评定【修改 】
8
1
7
9
8
4
信
3
微
系
联
一
唯
(1)定义
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
(2)实施
1)焊接工艺评定应在本单位进行,由本单位操作技能熟练的焊接人员使用本单位设备
焊接试件;
2)形成文件
①焊接工艺评定报告(PQR)
记载验证性试验及其检验结果,对拟定的预焊接工艺规程进行评价的报告。
②焊接工艺评定预规程(PWPS)
为进行焊接工艺评定所拟定的焊接工艺文件。
③焊接工艺规程(WPS)
3
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
根据合格的焊接工艺评定报告编制,用于产品施焊的 焊接工艺文件。
④焊接工艺指导书(WWI)
与制造焊件有关的加工和操作细则性作业文件。
焊工施焊时使用的作业指导书,可保证施工时质量的再现性。一个焊接工艺评定报告可
用于编制多个焊接作业指导书。一个焊接作业指导书可以依据一个或多个焊接工艺评定报告
编制。【口诀:一对多】
(3)焊接工艺评定相关规范使用要求
1)锅炉制造、安装、改造、修理焊接工艺评定应当符合《承压设备焊接工艺评定》NB/T
47014-2023的要求,电力行业锅炉安装还应当执行《焊接工艺评定规程》DL/T868-2014的
要求。锅炉焊接前,应根据产品焊接接头形式进行焊接工艺评定,并编制焊接作业指导书;
2)压力容器施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位
焊缝、受压元件母材表面堆焊与补焊,以及上述焊缝的返修焊缝都应进行焊接工艺评定或者
具有经过评定合格的焊接工艺支持7 8;
1
9
4
【口诀:三受压一永久】3 8
信
微
①压力容器焊接工艺系评定应当符合《承压设备焊接工艺评定》NB/T47014-2023的要求;
联
3)长输管道焊接
押
题前,应根据《石油天然气金属管道焊接工艺评定》SY/T0452-2021、《钢
准
质管道焊接及验收精》GB/T31032-2023制定详细的预焊接工艺规程,并对此焊接工艺进行评
定;
4)工业管道应根据《 承压设备焊接工艺评定》NB/T47014-2023的要求进行焊接工艺评
定;
5)燃气、热力公用金属管道 焊接应根据《承压设备焊接工艺评定》NB/T47014-2023的
要求进行焊接工艺评定。
6)钢结构焊接前,针对首次采用的 钢材、焊接材料、焊接方法、焊接接头、焊接位置、
焊后热处理等各种参数及参数的组合,施工 单 位按照《钢结构焊接接规范》
1
7
8GB50661-2011
9
进行焊接工艺评定试验,并以此编制焊接工艺卡 指导现场焊接施工。 8
4
信
3
微
(4)焊接工艺评定规则 系
联
焊接工艺参数分为重要因素、补加因素和次要因素。 一
唯
1)重要因素变化的情况都需要进行重新评定,如焊接方 法、母材分类、母材厚度、焊
丝类别、预热、焊后热处理、保护气体种类、电流种类和极性等变化都可以成为重要因素;
【记忆:重要因素:种类、方法】
2)当有冲击韧性要求时,补加因素就上升为重要因素,如线能量、平焊改立焊、多道
焊改为单道焊等,反之则下降为次要因素;
3)次要因素变化则无需进行再次评定,如坡口形式尺寸、焊丝规格、保护气体流量等,
但需要重新编制焊接工艺规程。
【2022-E】下列焊缝中,属于按空间位置形式分类的有( )。
A.角焊缝
B.平焊缝
C.横焊缝
4
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
证儿八经建造师
D.立焊缝
E.仰焊缝【答案】BCDE
【2018-Y改】C公司在焊接前应完成哪几个焊接工艺文件?
【答案】C公司在焊接前应完成的焊接工艺文件有:焊接工艺评定报告、焊接工艺评定
预规程、焊接工艺规程、焊接工艺指导书。
【2021-E】关于焊接工艺评定的说法,正确的有( )。
A.管道工艺评定的目的在于验证用此工艺能否得到具有合格力学性能的完好焊接接头
B.钢结构施工中,针对首次采用的焊接材料,施工单位应在施工前进行焊接工艺评定试
验
C.焊接工艺评定可以委托其他单位进行
D.焊接工艺评定的试件可由外单位熟练焊工按照本单位拟定的评定规程完成试件焊接
E.当焊接方法的次要因素变更时,不需要重新评定
【答案】ABE 7 8
1
9
4
【2013-E】下列钢材中,3需8进行焊接性试验的是( )。
信
微
A.国内小钢厂生产的系20#钢材
联
B.国内大型钢厂
押
新题开发的钢材
准
C.国外进口的精16Mn钢材
D.国外进口未经使 用,但提供了焊接性试验评定资料的钢材
【答案】B
总结
8
1
7
9
8
4
信
3
微
系
联
一
唯
5
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

