
文档内容
联系电话:0311-67663978
4.9 冶炼设备安装技术
2025年一建机电 4.9 冶炼设备安装技术
4.9.1 炼铁设备安装技术
扫雷课 4.9.2 炼钢设备安装技术
4.9.3 轧机设备安装技术
4.9.4 空分与制氧设备安装技术
主讲老师:王峰
4.9.5 炉窑砌筑施工技术
2
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
6.2.3 冶炼工程设计与施工标准
对比:
1 . 设计标准
1.变压器器身检查要求:
1)《高炉炼铁工程设计规范》GB 50427—2015
器身内检过程中,必须向箱体内持续补充干燥空气,以保持含氧量不得低
(3)混合煤、烟煤制粉系统必须按惰性干燥气体设计,循环气体中的氧含量
于 18%,相对湿度不应大于20%。
不应大于11% 。 2.进入冷箱或密闭容器作业,必须采取通风措施,在作业过程中氧气含量
(4)高炉冷却水系统的供水必须安全可靠,不得断水。 始终不得低于19.5%。
3.高炉:混合煤、烟煤制粉系统必须按惰性干燥气体设计,循环气体中的
氧含量不应大于11% 。
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.9 冶炼设备安装技术
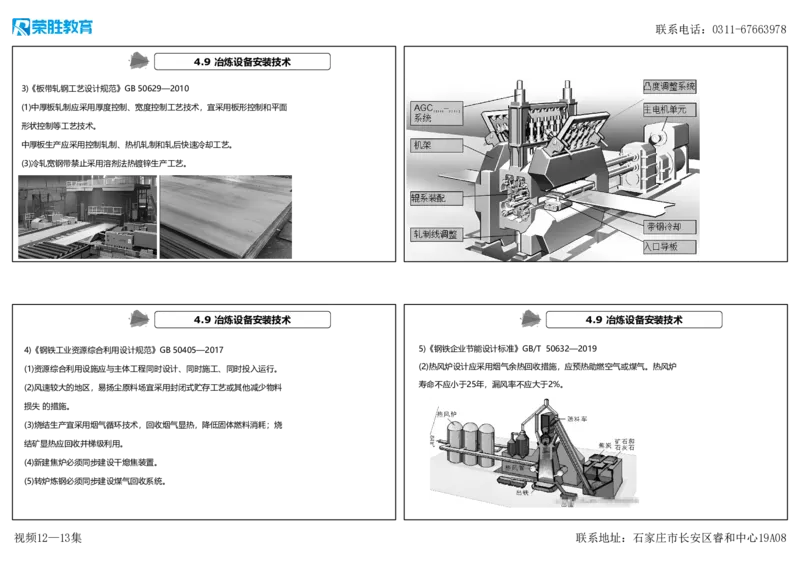
3)《板带轧钢工艺设计规范》GB 50629—2010
(1)中厚板轧制应采用厚度控制、宽度控制工艺技术,宜采用板形控制和平面
形状控制等工艺技术。
中厚板生产应采用控制轧制、热机轧制和轧后快速冷却工艺。
(3)冷轧宽钢带禁止采用溶剂法热镀锌生产工艺。
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
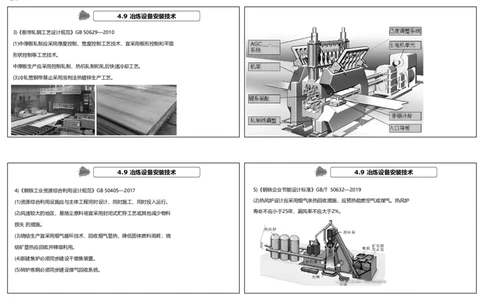
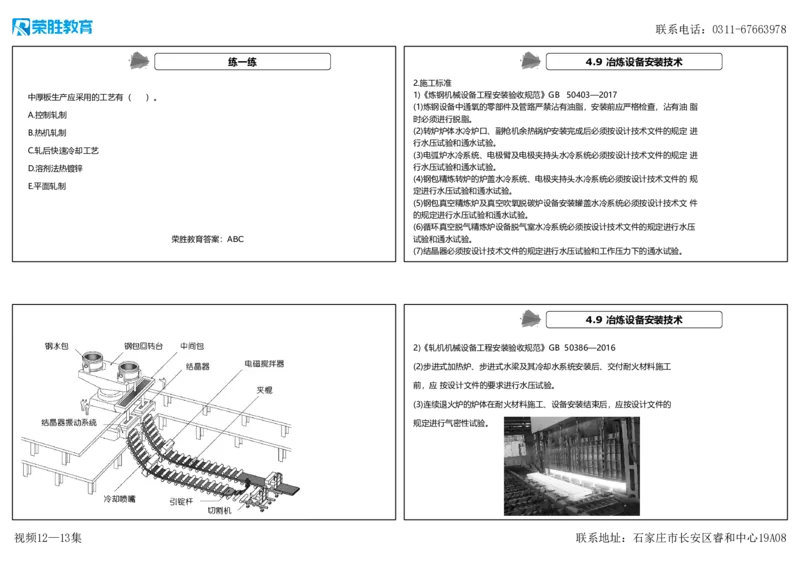
4)《钢铁工业资源综合利用设计规范》GB 50405—2017 5)《钢铁企业节能设计标准》GB/T 50632—2019
(1)资源综合利用设施应与主体工程同时设计、同时施工、同时投入运行。 (2)热风炉设计应采用烟气余热回收措施,应预热助燃空气或煤气。热风炉
寿命不应小于25年,漏风率不应大于2%。
(2)风速较大的地区,易扬尘原料场宜采用封闭式贮存工艺或其他减少物料
损失 的措施。
(3)烧结生产宜采用烟气循环技术,回收烟气显热,降低固体燃料消耗;烧
结矿显热应回收并梯级利用。
(4)新建焦炉必须同步建设干熄焦装置。
(5)转炉炼钢必须同步建设煤气回收系统。
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
练一练 4.9 冶炼设备安装技术
2.施工标准
中厚板生产应采用的工艺有( )。 1)《炼钢机械设备工程安装验收规范》GB 50403—2017
(1)炼钢设备中通氧的零部件及管路严禁沾有油脂,安装前应严格检查,沾有油 脂
A.控制轧制
时必须进行脱脂。
B.热机轧制 (2)转炉炉体水冷炉口、副枪机余热锅炉安装完成后必须按设计技术文件的规定 进
行水压试验和通水试验。
C.轧后快速冷却工艺
(3)电弧炉水冷系统、电极臂及电极夹持头水冷系统必须按设计技术文件的规定 进
D.溶剂法热镀锌 行水压试验和通水试验。
(4)钢包精炼转炉的炉盖水冷系统、电极夹持头水冷系统必须按设计技术文件的 规
E.平面轧制
定进行水压试验和通水试验。
(5)钢包真空精炼炉及真空吹氧脱碳炉设备安装罐盖水冷系统必须按设计技术文 件
的规定进行水压试验和通水试验。
(6)循环真空脱气精炼炉设备脱气室水冷系统必须按设计技术文件的规定进行水压
荣胜教育答案:ABC 试验和通水试验。
(7)结晶器必须按设计技术文件的规定进行水压试验和工作压力下的通水试验。
4.9 冶炼设备安装技术
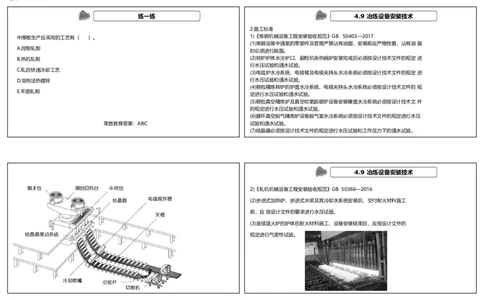
2)《轧机机械设备工程安装验收规范》GB 50386—2016
(2)步进式加热炉、步进式水梁及其冷却水系统安装后、交付耐火材料施工
前,应 按设计文件的要求进行水压试验。
(3)连续退火炉的炉体在耐火材料施工、设备安装结束后,应按设计文件的
规定进行气密性试验。
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
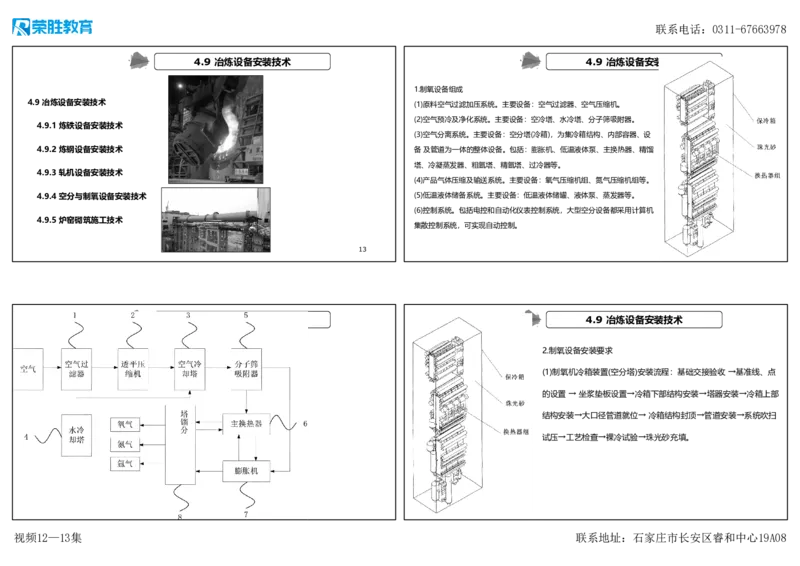
1.制氧设备组成
4.9 冶炼设备安装技术 (1)原料空气过滤加压系统。主要设备:空气过滤器、空气压缩机。
(2)空气预冷及净化系统。主要设备:空冷塔、水冷塔、分子筛吸附器。
4.9.1 炼铁设备安装技术
(3)空气分离系统。主要设备:空分塔(冷箱),为集冷箱结构、内部容器、设
4.9.2 炼钢设备安装技术 备 及管道为一体的整体设备。包括:膨胀机、低温液体泵、主换热器、精馏
塔、冷凝蒸发器、粗氩塔、精氩塔、过冷器等。
4.9.3 轧机设备安装技术
(4)产品气体压缩及输送系统。主要设备:氧气压缩机组、氮气压缩机组等。
4.9.4 空分与制氧设备安装技术 (5)低温液体储备系统。主要设备:低温液体储罐、液体泵、蒸发器等。
(6)控制系统。包括电控和自动化仪表控制系统,大型空分设备都采用计算机
4.9.5 炉窑砌筑施工技术
集散控制系统,可实现自动控制。
13
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
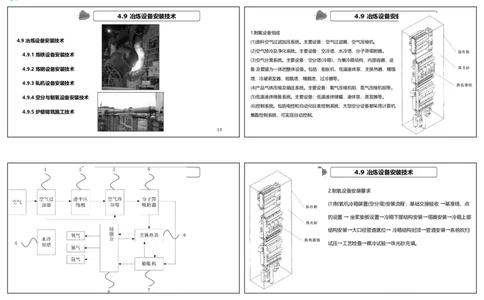
2.制氧设备安装要求
(1)制氧机冷箱装置(空分塔)安装流程:基础交接验收 →基准线、点
的设置 → 坐浆垫板设置→冷箱下部结构安装→塔器安装→冷箱上部
结构安装→大口径管道就位→ 冷箱结构封顶→管道安装→系统吹扫
试压→工艺检查→裸冷试验→珠光砂充填。
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
3.冷箱安装要求 2)冷箱结构安装要求
热身冻鸡鸭
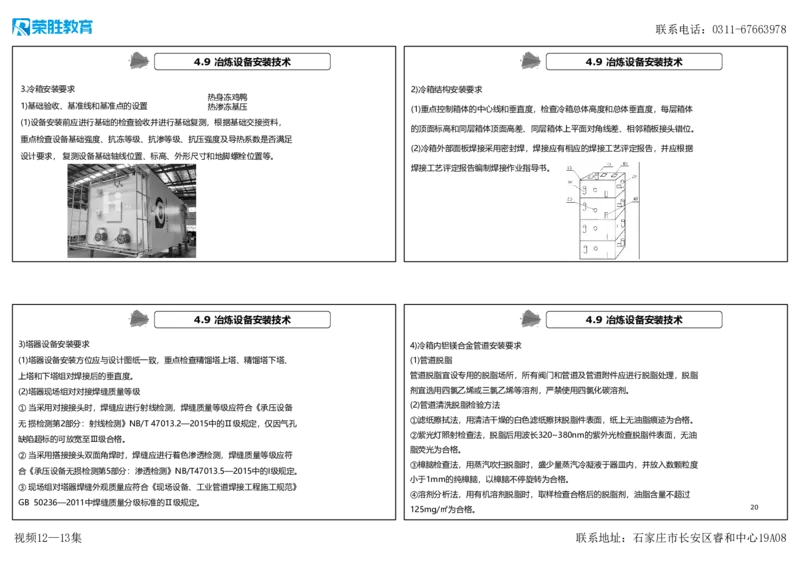
1)基础验收、基准线和基准点的设置 热渗冻基压 (1)重点控制箱体的中心线和垂直度,检查冷箱总体高度和总体垂直度,每层箱体
(1)设备安装前应进行基础的检查验收并进行基础复测,根据基础交接资料,
的顶面标高和同层箱体顶面高差、同层箱体上平面对角线差、相邻箱板接头错位。
重点检查设备基础强度、抗冻等级、抗渗等级、抗压强度及导热系数是否满足
(2)冷箱外部面板焊接采用密封焊,焊接应有相应的焊接工艺评定报告,并应根据
设计要求, 复测设备基础轴线位置、标高、外形尺寸和地脚螺栓位置等。
焊接工艺评定报告编制焊接作业指导书。
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
3)塔器设备安装要求 4)冷箱内铝镁合金管道安装要求
(1)塔器设备安装方位应与设计图纸一致,重点检查精馏塔上塔、精馏塔下塔、 (1)管道 脱 脂
上塔和下塔组对焊接后的垂直度。 管道脱脂宜设专用的脱脂场所,所有阀门和管道及管道附件应进行脱脂处理,脱脂
(2)塔器现场组对对接焊缝质量等级 剂宜选用四氯乙烯或三氯乙烯等溶剂,严禁使用四氯化碳溶剂。
① 当采用对接接头时,焊缝应进行射线检测,焊缝质量等级应符合《承压设备 (2)管道清洗脱脂检验方法
①滤纸擦拭法,用清洁干燥的白色滤纸擦抹脱脂件表面,纸上无油脂痕迹为合格。
无 损检测第2部分:射线检测》NB/T 47013.2—2015中的Ⅱ级规定,仅因气孔
②紫光灯照射检查法,脱脂后用波长320~380nm的紫外光检查脱脂件表面,无油
缺陷超标的可放宽至Ⅲ级合格。
脂荧光为合格。
② 当采用搭接接头双面角焊时,焊缝应进行着色渗透检测,焊缝质量等级应符
③樟脑检查法,用蒸汽吹扫脱脂时,盛少量蒸汽冷凝液于器皿内,并放入数颗粒度
合《承压设备无损检测第5部分:渗透检测》NB/T47013.5—2015中的I级规定。
小于1mm的纯樟脑,以樟脑不停旋转为合格。
③ 现场组对塔器焊缝外观质量应符合《现场设备、工业管道焊接工程施工规范》
④溶剂分析法,用有机溶剂脱脂时,取样检查合格后的脱脂剂,油脂含量不超过
GB 50236—2011中焊缝质量分级标准的Ⅱ级规定。
125mg/㎡为合格。 20
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
5)管道试压要求
(3)管道安装要求
空分塔内系统多,压力等级不同,必须按系统、压力等级设置不同的试压回路分
① 管道安装顺序遵循先大口径管、后小口径管,先长管、后短
别试压。试验介质宜采用干燥无油的压缩空气、氮气。
管,先主管、后支管的原则。在同一高度平面内,以精馏塔或
(1)冷箱内管道应做强度试验,试验压力应为工作压力的1.15倍,稳压10min,压
其他空分设备为中心,先里面的管道,后外面的管道。
力不降为合格。
② 冷箱外氧、氮、氩等液态产品管道,当采用隔热套管保冷时,
(2)冷箱内管道应在强度试验合格后做严密性试验,并应将强度试验后的压力降至
应先安装内部管道,焊缝射线检查和系统压力试验合格后,再
工作压力,稳压30min,用发泡剂检验,不泄漏为合格。
装隔热套管并充填绝热材料,绝热材料充填应密实。
(3)冷箱内管道应做泄漏量试验,试验压力应为工作压力,停压12h,在试验压力
稳定30min后,开始记录起点压力、起点温度,泄漏率不应大于2.5%为合格。
22
4.9 冶炼设备安装技术 3.3.3 通风与空调水系统施工技术
6)管道吹扫要求
对比:
(1)吹扫气源应采用洁净、干燥、无油的压缩空气。当采用空压机吹扫时,空气预冷、
4)制冷剂管道试验要求 强制检漏冷空气
净化系统应投入运行。吹扫的压力,低压系统宜为0.04~0.05MPa,高压系统宜为
(1)制冷剂管道安装完毕,检查合格后,应进行管路强度、充注制冷剂检漏试
0.25~0.40MPa,不得超过容器和管道的工作压力,流速不应小于20m/s。
验、真空试验、气密性试验,技术数据应符合产品技术文件和国家现行标准
(2)空分系统的吹扫应先吹扫冷箱外系统、后吹扫冷箱内系统;冷箱外管道吹扫时,凡
的有关规定。
与冷箱内相连接的阀门应关闭。
(2)制冷系统的吹扫排污应采用压力为0.5〜0.6MPa (表压)的干燥压缩空气或
(3)各系统的吹扫应反复多次进行,吹扫时间不应小于4h;采用沾湿的白色滤纸或白布
氮气,应以白色(布)标识靶检查5min,目测无污物为合格。系统吹扫干净后,
放在吹扫出口处,经5min后,在纸或白布上应无机械杂质为合格。
系统中阀门 的阀芯应拆下清洗干净。
(4)吹扫后系统恢复应符合清洁度要求,不得再进行影响管内清洁的其他作业。
23
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
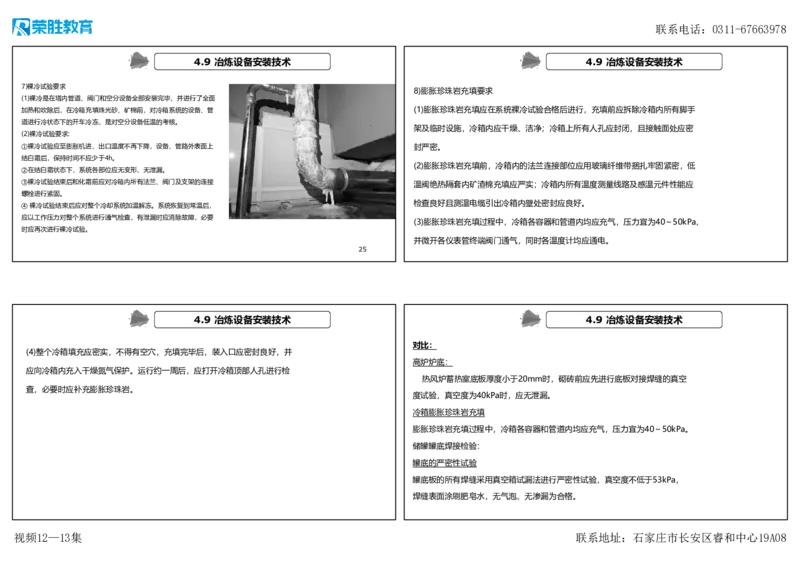
7)裸冷试验要求
8)膨胀珍珠岩充填要求
(1)裸冷是 在塔内管道、阀门和空分设备全部安装完毕,并进行了全面
加热和吹除后,在冷箱充填珠光砂、矿棉前,对冷箱系统的设备、管 (1)膨胀珍珠岩充填应在系统裸冷试验合格后进行,充填前应拆除冷箱内所有脚手
道进行冷状态下的开车冷冻,是对空分设备低温的考核。
架及临时设施,冷箱内应干燥、洁净;冷箱上所有人孔应封闭,且接触面处应密
(2)裸冷试验要求:
①裸冷试验应至膨胀机进、出口温度不再下降,设备、管路外表面上 封严密。
结白霜后,保持时间不应少于4h。
(2)膨胀珍珠岩充填前,冷箱内的法兰连接部位应用玻璃纤维带捆扎牢固紧密,低
②在结白霜状态下,系统各部位应无变形、无泄漏。
③裸冷试验结束后和化霜前应对冷箱内所有法兰、阀门及支架的连接 温阀绝热隔套内矿渣棉充填应严实;冷箱内所有温度测量线路及感温元件性能应
螺栓进行紧固。
检查良好且测温电缆引出冷箱内壁处密封应良好。
④ 裸冷试验结束后应对整个冷却系统加温解冻。系统恢复到常温后,
应以工作压力对整个系统进行通气检查,有泄漏时应消除故障,必要
(3)膨胀珍珠岩充填过程中,冷箱各容器和管道内均应充气,压力宜为40~50kPa,
时应再次进行裸冷试验。
并微开各仪表管终端阀门通气,同时各温度计均应通电。
25
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
对比:
(4)整个冷箱填充应密实,不得有空穴,充填完毕后,装入口应密封良好,并
高炉炉底:
应向冷箱内充入干燥氮气保护。运行约一周后,应打开冷箱顶部人孔进行检
热风炉蓄热室底板厚度小于20mm时,砌砖前应先进行底板对接焊缝的真空
查,必要时应补充膨胀珍珠岩。
度试验,真空度为40kPa时,应无泄漏。
冷箱膨胀珍珠岩充填
膨胀珍珠岩充填过程中,冷箱各容器和管道内均应充气,压力宜为40~50kPa。
储罐罐底焊接检验:
罐底的严密性试验
罐底板的所有焊缝采用真空箱试漏法进行严密性试验,真空度不低于53kPa,
焊缝表面涂刷肥皂水,无气泡、无渗漏为合格。
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
练一练 练一练
下列符合空分塔内管道试压要求的是( )。 下列说法中,不符合空分装置裸冷试验要求的是( )。
A.试验介质宜采用干燥无油的压缩空气、氮气 A.裸冷试验应在冷箱系统充填珠光砂、矿棉后进行
B.管道强度试验压力值为工作压力的1.5倍 B.裸冷试验应进行至膨胀机进、出口温度不再下降,设备、管路外表面结白霜后
C.管道泄漏量试验压力应为工作压力 C.裸冷试验保持的时间不应少于4h
D.管道泄漏量试验应在工作压力稳压30min后开始记录各参数 D.裸冷试验结束后,整个冷却系统应自然解冻
E.泄漏量试验泄漏率不大于5%为合格 E.冷箱内所有阀门的连接螺栓应在裸冷试验结束及化霜后进行紧固
荣胜教育答案:ACD 荣胜教育答案:ADE
29 30
4.9 冶炼设备安装技术 4.9 冶炼设备安装技术
6)《氧气站设计规范》GB 50030—2013 4)《空分制氧设备安装工程施工与质量验收规范》GB 50677—2011
(1)氧气站的氧气、氮气等放散管和液氧、液氮等排放管均应引至室外安全处, (1)氧气压缩机安装前,凡与氧气接触的机械零件、部件、管道组成件及仪表必
放散管口距地面不得低于4.5m。 须进行脱脂。
(2)氧气压缩机的氧气试运行必须在氮气或无油空气试运行合格后进行,严禁采
(2)积聚液氧、液体空气的各类设备、氧气压缩机、氧气灌充台和氧气管道应设
用氧气直接试运行。
导除静电的接地装置,接地电阻值不应大于10Ω。
(3)进入冷箱或密闭容器作业,必须采取通风措施,在作业过程中氧气含量始终
(3)厂区管道架空敷设时,氧气管道应敷设在不燃烧体的支架上;除氧气管道专
不得低于19.5%。
用的导电线路外,其他导电线路不得与氧气管道敷设在同一支架上。
31 32
视频12—13集 联系地址:石家庄市长安区睿和中心19A08联系电话:0311-67663978
各类试验归纳 各类试验归纳
管道吹扫要求
高炉炉底:
(1)吹扫气源应采用洁净、干燥、无油的压缩空气。当采用空压机吹扫时,空气 预冷、
(3)热风炉蓄热室底板厚度小于20mm时,砌砖前应先进行底板对接焊缝的真空度试验,
真空度为40kPa时,应无泄漏。 净化系统应投入运行。吹扫的压力,低压系统宜为0.04~0.05MPa, 高压系统宜为
转炉托圈: 0.25~0.40MPa, 不得超过容器和管道的工作压力,流速不应少于20m/s。
② 托圈水冷系统应做水压试验和通水试验,试验压力应为工作压力的1.25倍,应在试验
(3)各系统的吹扫应反复多次进行,吹扫时间不应少于4h; 采用沾湿的白色滤纸 或白布
压力下稳压10min, 再降至工作压力,停压30min, 以压力不降、无渗漏为合格; 通水试
放在吹扫出口处,经5min后,在纸或白布上应无机械杂质为合格。
验进出水应畅通无阻,连续通水时间不应少于24h, 应无渗漏。
裸冷试验要求:
冷箱:
冷箱内管道:强度试验,试验压力:工作压力的1. 15倍,稳压10min, 压力不降为合格。 ①裸冷试验应进行至膨胀机进、出口温度不再下降,设备、管路外表面上结白霜 后,
(2)冷箱内管道应在强度试验合格后做严密性试验,并应将强度试验后的压力降至工作压 保持时间不应少于4h。
力,稳压30min, 用发泡剂检验,不泄漏为合格。 膨胀珍珠岩填充:
(3)冷箱内管道应做泄漏量试验,试验压力应为工作压力,停压12h, 在试验压力稳定
膨胀珍珠岩充填过程中,冷箱各容器和管道内均应充气,压力宜为40~50kPa,
30min后,开始记录起点压力、起点温度,泄漏率不应大于2.5%为合格,泄漏率2.5%。
视频12—13集 联系地址:石家庄市长安区睿和中心19A08
