

文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
2025环球网校一级建造师《机电工程管理与实务》案例带刷
【案例十五】背景资料
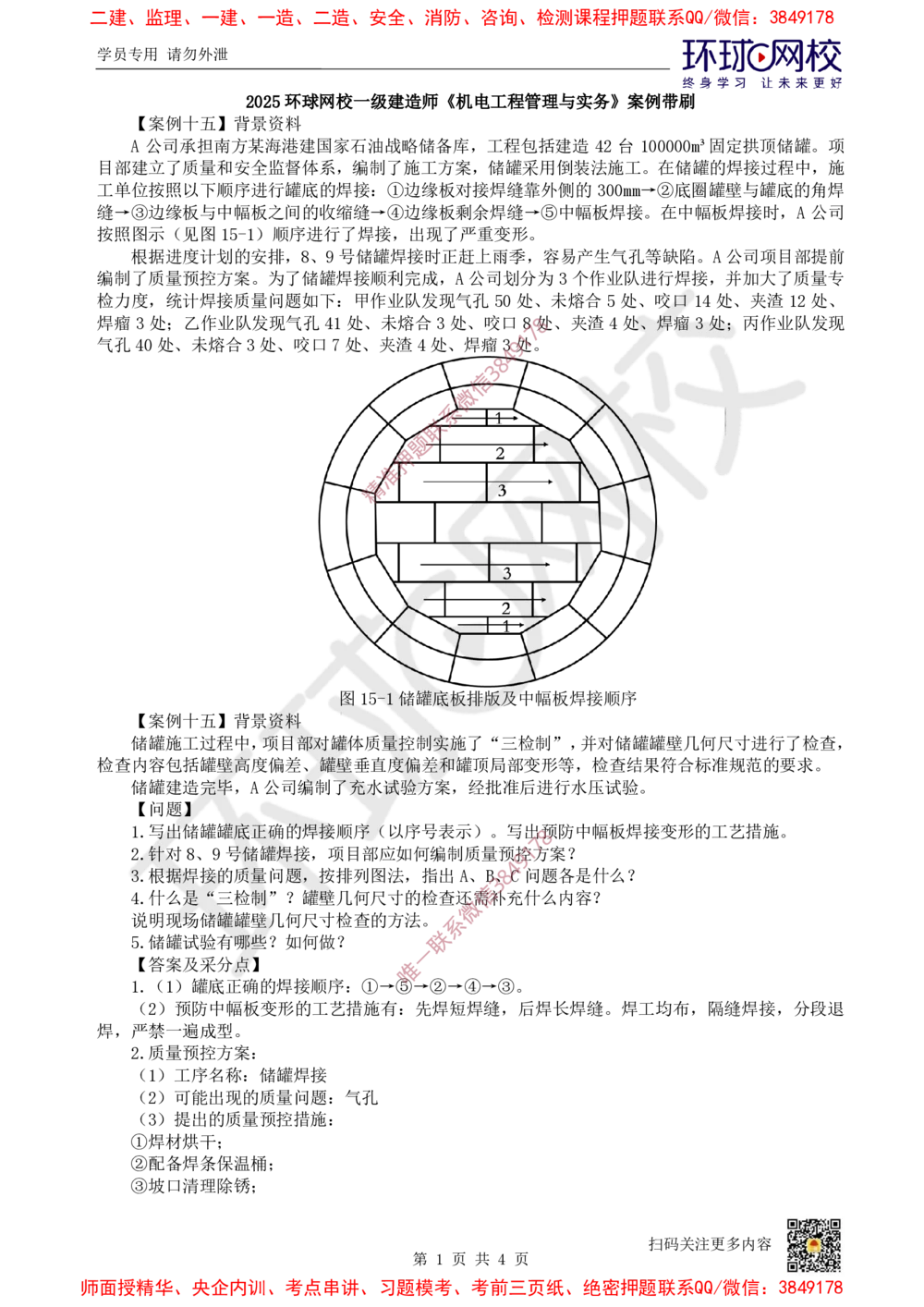
A 公司承担南方某海港建国家石油战略储备库,工程包括建造 42 台 100000m³固定拱顶储罐。项
目部建立了质量和安全监督体系,编制了施工方案,储罐采用倒装法施工。在储罐的焊接过程中,施
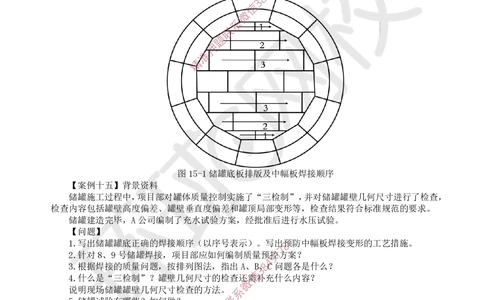
工单位按照以下顺序进行罐底的焊接:①边缘板对接焊缝靠外侧的 300mm→②底圈罐壁与罐底的角焊
缝→③边缘板与中幅板之间的收缩缝→④边缘板剩余焊缝→⑤中幅板焊接。在中幅板焊接时,A 公司
按照图示(见图15-1)顺序进行了焊接,出现了严重变形。
根据进度计划的安排,8、9号储罐焊接时正赶上雨季,容易产生气孔等缺陷。A公司项目部提前
编制了质量预控方案。为了储罐焊接顺利完成,A公司划分为 3个作业队进行焊接,并加大了质量专
检力度,统计焊接质量问题如下:甲作业队发现气孔 50 处、未熔合 5 处、咬口 14 处、夹渣 12 处、
焊瘤 3处;乙作业队发现气孔 41处、未熔合 3处、咬口 88处 、夹渣 4处、焊瘤 3处;丙作业队发现
7
1
气孔40处、未熔合3处、咬口7处、夹渣4处、焊瘤39处。
4
8
3
信
微
系
联
题
押
准
精
【 案 例 十 五 】 背 景 资 料
图 15-1储罐底板排版及中幅板焊接顺序
储罐施工过程中,项目部对罐体质量控制实施了“三检制”,并对储罐罐壁几何尺寸进行了检查,
检查内容包括罐壁高度偏差、罐壁垂直度偏差和罐顶局部变形等,检查结果符合标准规范的要求。
储罐建 造完毕,A公司编制了充水试验方案,经批准后进行水压试验。
【问题】
1.写出储罐罐底正确的焊接顺序(以序号表示)。写出
8
预 防中幅板焊接变形的工艺措施。
7
2.针对8、9号储罐焊接,项目部应如何编制质量预控1方案?
9
4
3.根据焊接的质量问题,按排列图法,指出A、B、8C问题各是什么?
3
信
4.什么是“三检制”? 罐壁几何尺寸的检查还需补充什么内容?
微
说明现场储罐罐壁几何尺 寸检查的方法。 系
5.储罐试验有哪些?如何做 ? 联
一
【答案及采分点】 唯
1.(1)罐底正确的焊接顺序:①→ ⑤→②→④→③。
(2)预防中幅板变形的工艺措施有:先焊短焊缝,后焊长焊缝。焊工均布,隔缝焊接,分段退
焊,严禁一遍成型。
2.质量预控方案:
(1)工序名称:储罐焊接
(2)可能出现的质量问题:气孔
(3)提出的质量预控措施:
①焊材烘干;
②配备焊条保温桶;
③坡口清理除锈;
扫码关注更多内容
第 1 页 共 4 页
师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
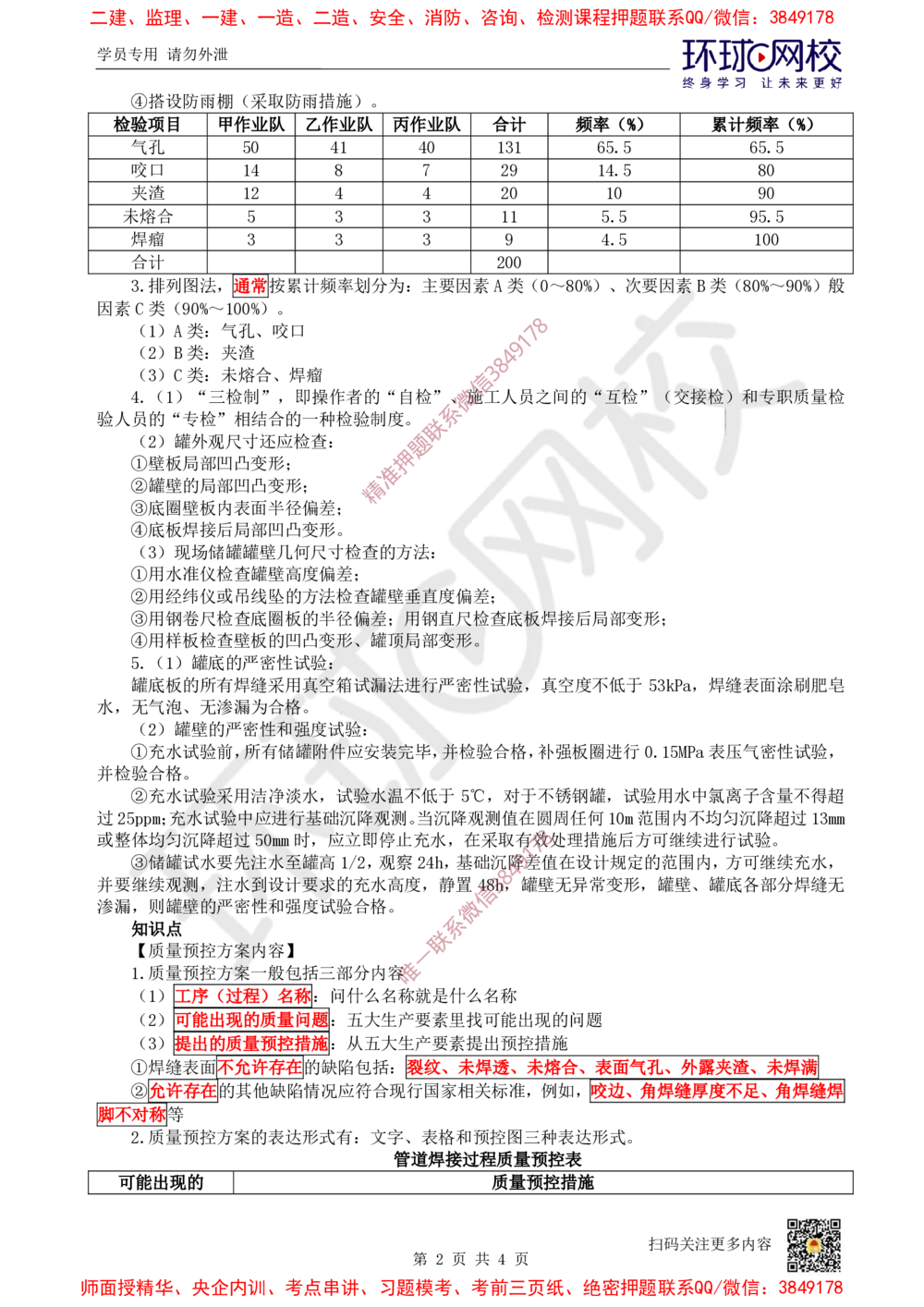
④搭设防雨棚(采取防雨措施)。
检验项目 甲作业队 乙作业队 丙作业队 合计 频率(%) 累计频率(%)
气孔 50 41 40 131 65.5 65.5
咬口 14 8 7 29 14.5 80
夹渣 12 4 4 20 10 90
未熔合 5 3 3 11 5.5 95.5
焊瘤 3 3 3 9 4.5 100
合计 200
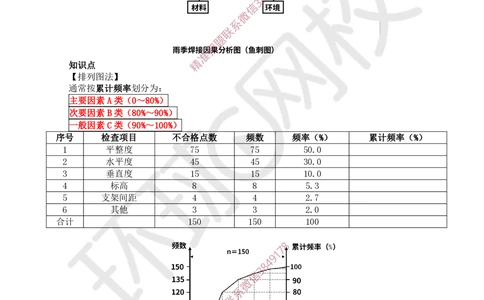
3.排列图法,通常按累计频率划分为:主要因素A类(0~80%)、次要因素B类(80%~90%)般
因素C类(90%~100%)。
8
(1)A类:气孔、咬口 7
1
9
(2)B类:夹渣 4
8
(3)C类:未熔合、焊瘤 3
信
4.(1)“三检制”,即操作者的“自检”、微施工人员之间的“互检”(交接检)和专职质量检
系
验人员的“专检”相结合的一种检验制度。
联
(2)罐外观尺寸还应检查: 题
押
①壁板局部凹凸变形;
准
②罐壁的局部凹凸变形; 精
水,
④
5
③
①
②
④
(
③
罐
(
无
.
用
用
用
用
底
3
底
(
底
2
气
)
)
泡
样
钢
水
经
板
圈
1
板
现
)
罐
、
板
卷
准
纬
壁
焊
的
场
罐
壁
检
尺
仪
仪
板
接
所
无
储
底
的
渗
查
检
检
或
后
内
有
罐
的
严
漏
壁
查
查
吊
表
局
焊
罐
严
密
板
底
罐
线
面
部
缝
为
壁
密
性
合
的
圈
壁
坠
凹
半
采
几
性
和
格
凹
板
高
的
径
凸
用
何
试
强
。
的
凸
变
度
方
偏
真
尺
验
度
变
半
偏
法
形
差
空
寸
:
试
形
径
差
检
;
。
箱
检
验
、
偏
;
查
试
查
:
罐
差
罐
漏
的
顶
;
壁
法
方
垂
用
局
进
法
钢
部
直
行
:
变
直
度
严
形
偏
尺
密
差
检
。
性
查
;
试
底
验
板
,
焊
真
接
空
后
度
局
不
部
低
变
于
形
53
;
kP a,焊缝表面涂刷肥皂
① 充水试验前,所有储罐附件应安装完毕,并检验合格,补强板圈进行0.15MPa表压气密性试验,
并检验合 格。
②充水试验采用洁净淡水,试验水温不低于 5℃,对于不锈钢罐,试验用水中氯离子含量不得超
过25ppm;充水试验中应进行基础沉降观测。当沉降观测值在圆周任何10m范围内不均匀沉降超过13mm
或整体均匀沉降超过 50mm时,应立即停止充水,在采取有7效8 处理措施后方可继续进行试验。
1
③储罐试水要先注 水至罐高1/2,观察24h,基础沉降9差值在设计规定的范围内,方可继续充水,
4
8
并要继续观测,注水到设 计要求的充水高度,静置 483h,罐壁无异常变形,罐壁、罐底各部分焊缝无
信
渗漏,则罐壁的严密性和强度试验合格。 微
系
知识点
联
【质量预控方案内容】 一
1.质量预控方案一般包括三部分 内容唯
(1)工序(过程)名称:问什么名 称就是什么名称
(2)可能出现的质量问题:五大生产要素里找可能出现的问题
(3)提出的质量预控措施:从五大生产要素提出预控措施
①焊缝表面不允许存在的缺陷包括:裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满
②允许存在的其他缺陷情况应符合现行国家相关标准,例如,咬边、角焊缝厚度不足、角焊缝焊
脚不对称等
2.质量预控方案的表达形式有:文字、表格和预控图三种表达形式。
管道焊接过程质量预控表
可能出现的 质量预控措施
扫码关注更多内容
第 2 页 共 4 页
师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
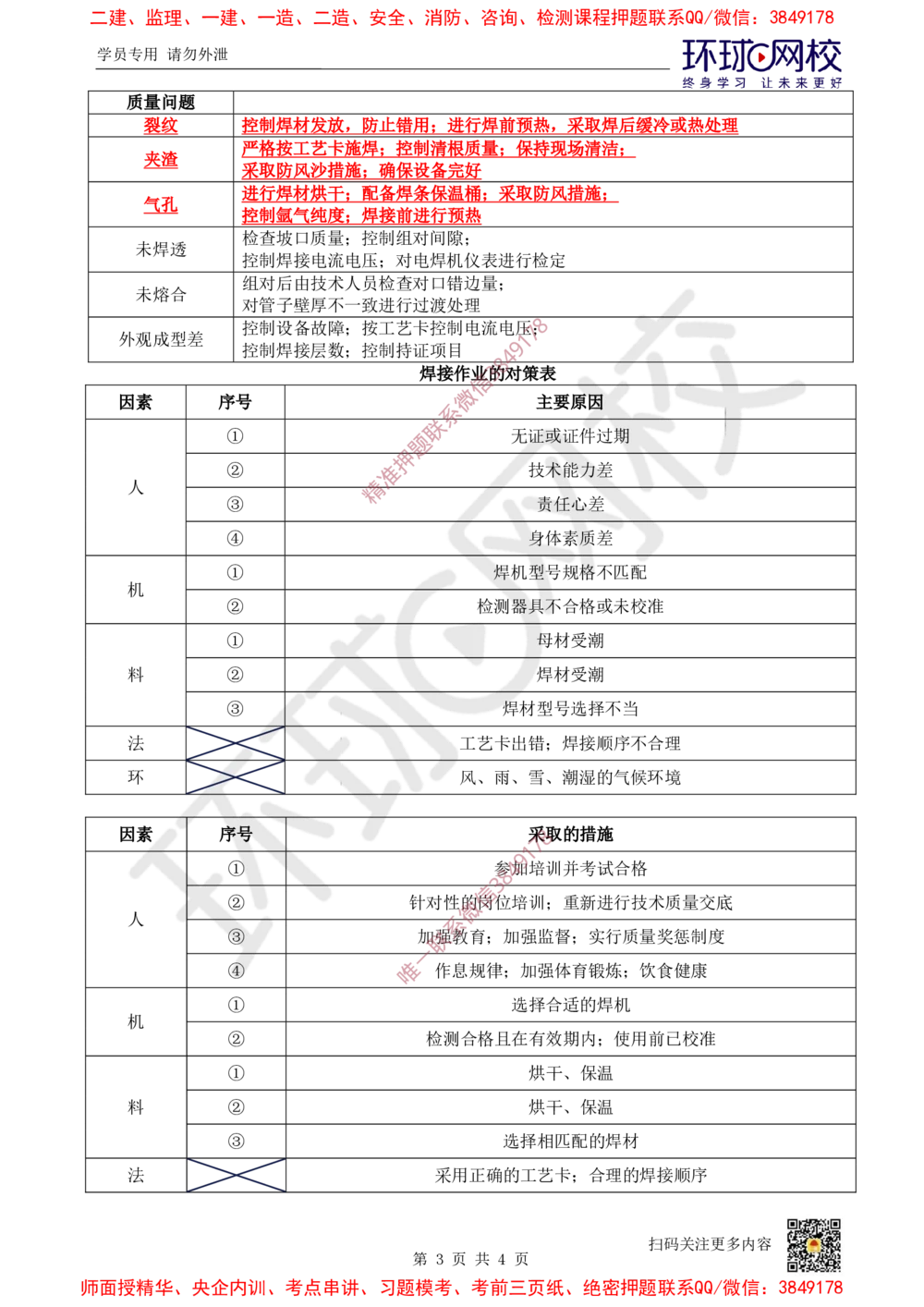
质量问题
裂纹 控制焊材发放,防止错用;进行焊前预热,采取焊后缓冷或热处理
严格按工艺卡施焊;控制清根质量;保持现场清洁;
夹渣
采取防风沙措施;确保设备完好
进行焊材烘干;配备焊条保温桶;采取防风措施;
气孔
控制氩气纯度;焊接前进行预热
检查坡口质量;控制组对间隙;
未焊透
控制焊接电流电压;对电焊机仪表进行检定
组对后由技术人员检查对口错边量;
未熔合
对管子壁厚不一致进行过渡处理
控制设备故障;按工艺卡控制电流电压7 8;
外观成型差 1
控制焊接层数;控制持证项目 9
4
8
焊接作业3的对策表
信
微
因素 序号 主要原因
系
联
① 无证或证件过期
题
押
② 准 技术能力差
人 精
机
料
③
④
①
②
①
②
③
检
焊
测
焊
器
机
材
身
型
具
责
母
焊
型
不
体
号
任
材
材
号
规
合
素
选
心
受
受
格
格
质
择
差
潮
潮
或
差
不
不
未
匹
当
配
校 准
法 工艺卡出错;焊接顺序不合理
环 风、雨、雪、潮湿的气候环境
因素 序号 采8 取的措施
7
1
9
① 参4加培训并考试合格
8
3
信
② 针对性的岗位培训;重新进行技术质量交底
微
人 系
③ 加联强教育;加强监督;实行质量奖惩制度
一
④ 唯 作息规律;加强体育锻炼;饮食健康
① 选择合适的焊机
机
② 检测合格且在有效期内;使用前已校准
① 烘干、保温
料 ② 烘干、保温
③ 选择相匹配的焊材
法 采用正确的工艺卡;合理的焊接顺序
扫码关注更多内容
第 3 页 共 4 页
师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用 请勿外泄
环 采取针对性的防护措施
8
7
1
9
4
8
3
信
微
系
联
题
押
准
知识点 精
序
1
2
3
4
号
通
【
次
一
主
排
常
要
要
般
按
列
因
因
因
累
图
素
素
素
检
计
法
平
水
垂
B
C
A
查
标
频
】
类
类
类
整
平
直
项
高
率
(
(
(
度
度
度
目
划
8
9
0
0
0
~
分
%
%
~
~
8
为
0
9
1
%
:
0
0
)
%
0 %
)
不
)
合 格
7
4
1
8
5
5
5
点 数 频
7
4
1
8
5
5
5
数 频率
5
3
1
5
0
0
0
(
.
.
.
.
3
0
0
0
% ) 累计频率 (%)
5 支架间距 4 4 2.7
6 其他 3 3 2.0
合计 150 150 100
8
7
1
9
4
8
3
信
微
系
联
一
唯
扫码关注更多内容
第 4 页 共 4 页
师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

