夜雨聆风
夜雨聆风





广东鸿图:基于Magma软件的压铸水泵壳体的工艺开发

关注压铸界 不只是公众号






来源
《特种铸造及有色合金》2026年第1期
铝合金因其密度低、强度高、耐腐蚀的特点,在汽车、航空航天、交通等领域得到广泛应用,水泵壳体作为汽车冷却系统的核心部件,其几何结构复杂,壳体壁内带循环水道,要求有良好的力学性能和气密性,考虑其工作环境,水泵壳体需要具有耐高温、高压性能。铝合金具有散热性好、强度高等特点能完全满足水泵壳体工作环境的要求。水泵壳体由于其结构特殊等原因,同类型产品在铝合金压铸生产中易产生缩松、缩孔缺陷,导致其在一定压力的工作条件下时,泄漏风险提高,由此给压铸工艺设计及其缺陷改善带来挑战性。针对此问题,本研究提出相关措施并进行分析,旨在为相关生产提供参考。
图文结果
零件为水泵壳体,三维结构见图1。该零件轮廓尺寸为162 mm×141.5 mm×167.5 mm,质量为1.38 kg,铸件材质为ADC12合金,平均壁厚为3 mm,产品面及分型面要求不能有毛刺、飞边缺陷,所有外形尺寸需要符合图纸及装配需求。产品对泄漏有严格的技术要求:油道在0.2 MPa气压下无泄漏,水道在0.2 MPa气压下无泄漏,所以油道及水道内腔不能出现缩松、气孔等内部质量缺陷。
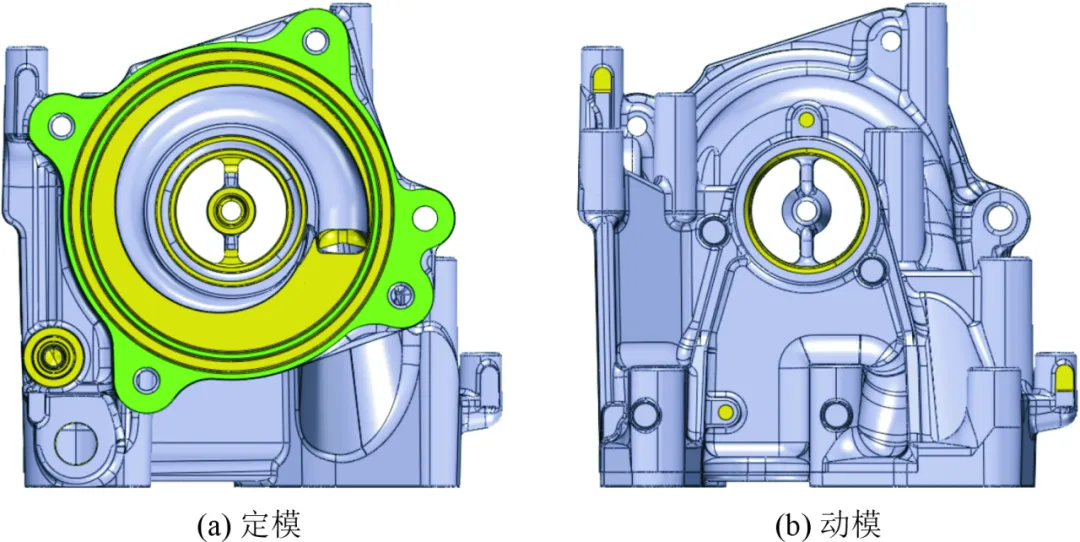
图1 水泵壳体三维示意图
主流道考虑铝液填充行程长短影响,尽量保证铝液从壁厚处流向壁薄处,同时考虑到金属液补缩通道不会过早堵塞,设计时适当加大了主流道的宽度、厚度。由于主流道填冲流向与销钉柱孔的填充方向接近垂直,造成销钉柱成为填充困难的地方,需要对填充困难位置设置浇口,利于完全填充,故增设正对销钉柱的侧浇道。由于主流道和侧浇道的料流填充,导致两者包围的中间柱台成为最后填充的位置,考虑到柱台由于最后填充而容易造成的冷隔及气孔缺陷对产品质量影响大,故而在两流道中间再设置一个小支流道,以改善柱台出现末端填充而影响产品质量的情况。根据以上分析,预设浇排系统设计见图2。
该零件为中小型零件,结构复杂,采用1模1腔的浇注形式,根据产品分型结果,模具主体结构设计见图3,除正常动定模分型外,还需要两个抽芯滑块以及一根抽芯针,以保证产品整体结构的正常成形。模具抽芯动作需要注意,左抽芯2与斜抽芯1有顺序关系:模具开模后要先打出斜抽芯针1后,才能够打左抽芯2;合模前先打入左抽芯2再打入斜抽芯针1。
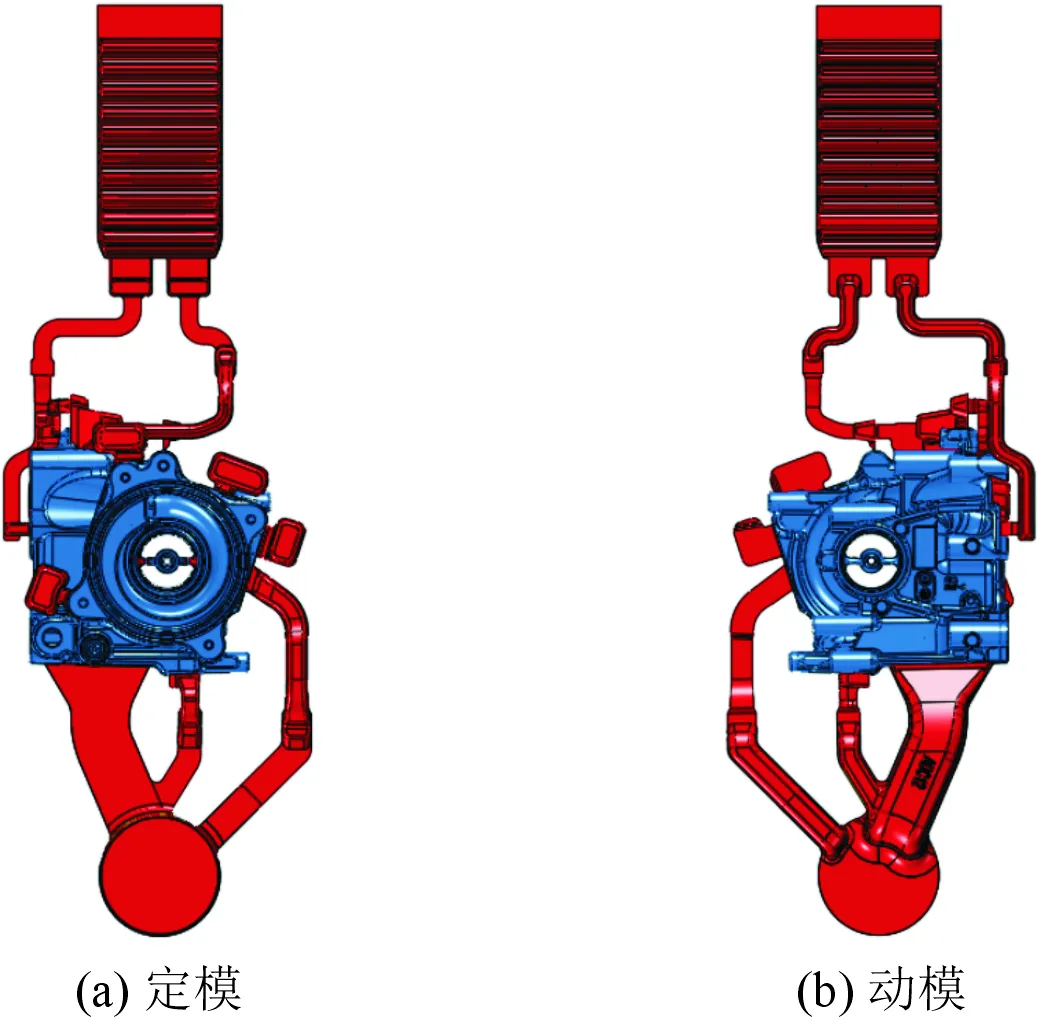
图2 预设浇排系统
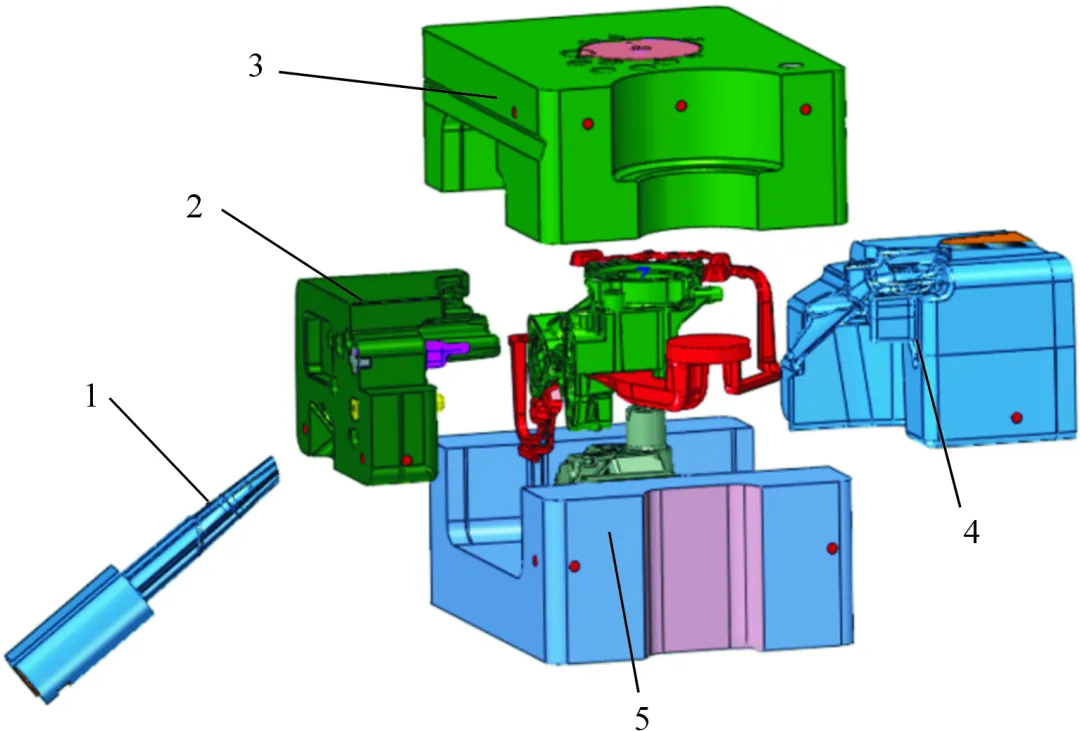
图3 模具主体结构
1.斜抽芯针 2.左抽芯 3.定模型芯
4.右抽芯 5.动模型芯
使用Magma软件对预设零件浇排系统进行高压铸造仿真模拟,并对结果进行分析。铝液充型过程见图4。可以看出,铝液充型过程平稳,多个内浇口金属液在水道口有料流交汇,各流道层次分明,无明显对冲、包卷等现象,中间销钉柱由主流道填充,预设的对冲销钉柱侧浇道模流显示虽未填充销钉柱位置,但对水尾的填充有非常明显的效果,所以侧浇道先保留。
图5为充型铝液温度场。可以看出,铝液温度为650 ℃,处于ADC12液相线温度580 ℃以上,整体温度均匀,在合理范围之内。
图6为填充气压仿真结果。可以看出,大部分气体主要分布在渣包位置,产品主要问题点在中间销钉柱台位置,存在气体包卷较严重的情况。
图7为铝液填充速度仿真结果示意图。根据生产经验,在内浇口冲击不出现粘模情况下,对于有孔隙率要求的铸件,内浇口速度一般控制在40~70 m/s。从速度分析可以看出,产品主流道内浇口速度为65 m/s,在合理范围之内。
图8为产品热节仿真结果。可以看出,主流道对冲的产品油道位置热节最大,该位置也是产品壁厚最大、产品凝固最慢的位置,缩孔风险极大,应在相应位置增加冷却保证铸件的顺序凝固。
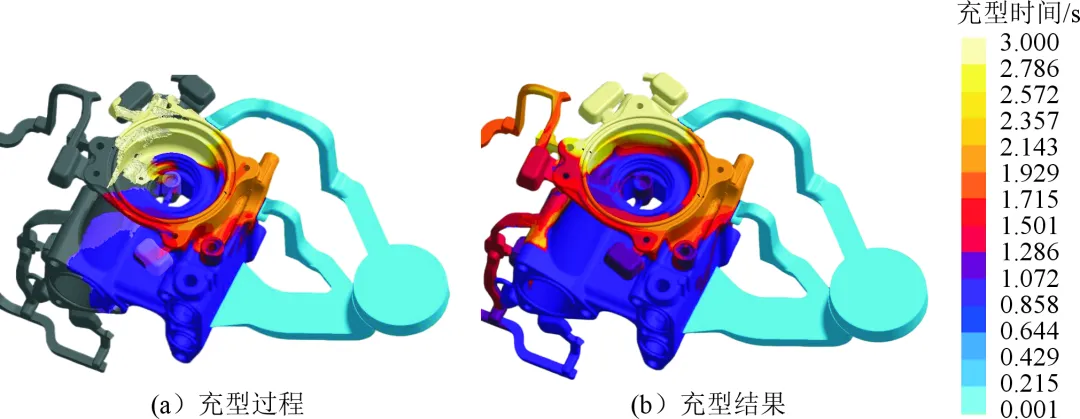
图4 铝液填充示意图
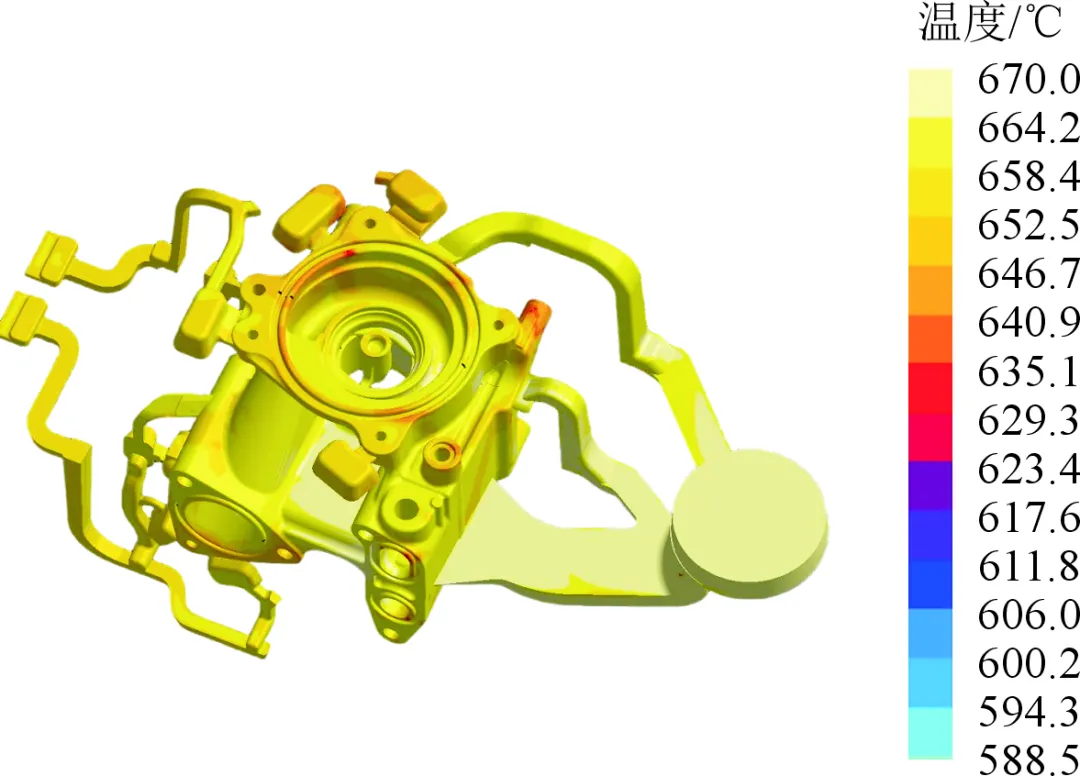
图5 铝液填充温度场
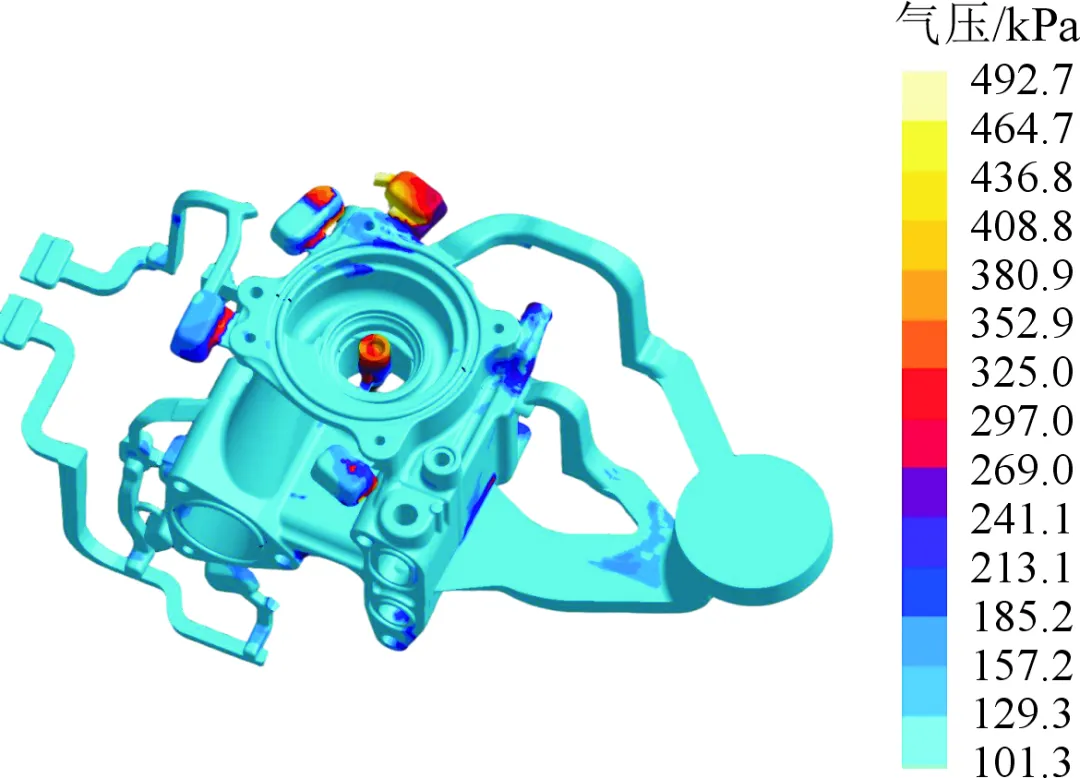
图6 气压分布
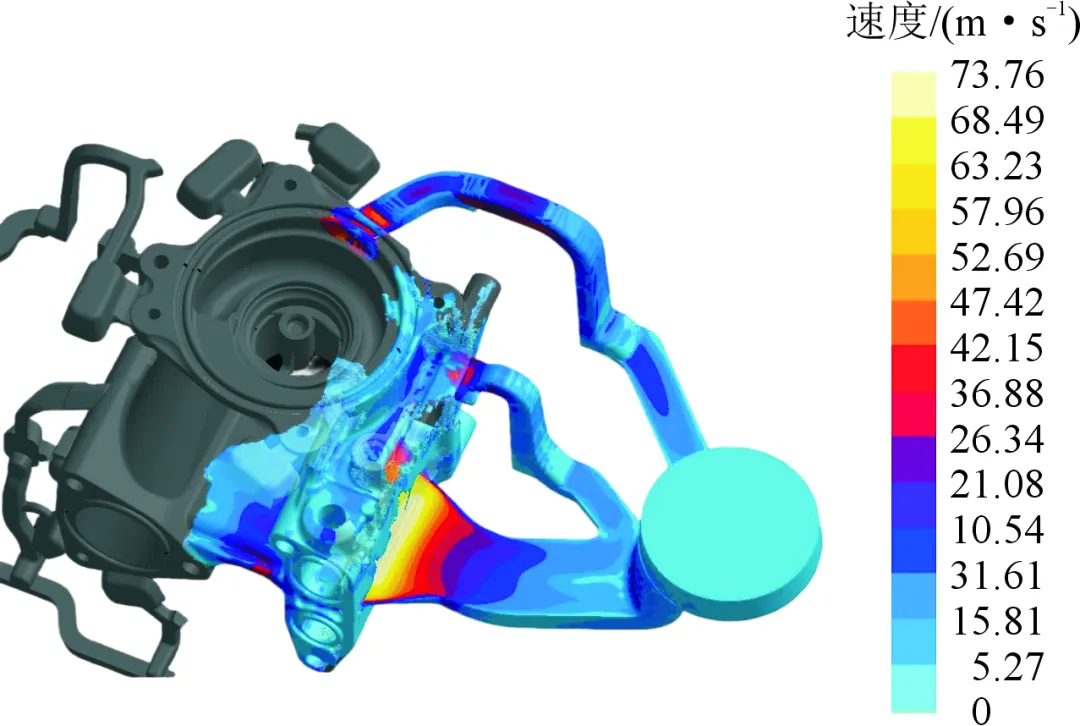
图7 填充速度示意图
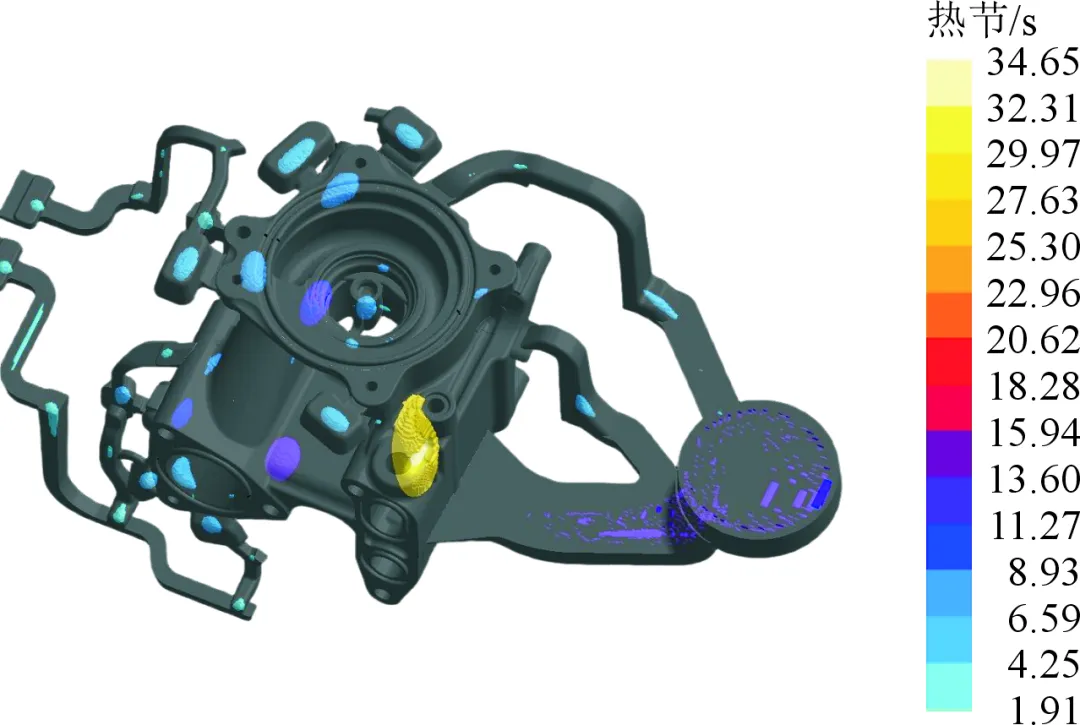
图8 产品热节示意图
根据设计的铸件,产品投影面积为22 490 mm2,浇排投影面积为20 164 mm2,左滑块的投影面积为10 135 mm2,右滑块的投影面积为10 462 mm2;取安全系数1.25,压射比压为80 MPa,滑块楔紧角为8°得到涨型力为456 kN,测量模具厚度为815 mm,根据已有机型,选择8 000 kN压铸机来进行生产。
以8 000 kN压铸机实际生产进行验证,理论计算高速位置为420 mm,选择400、420和440 mm 3种高速切换位置进行实际生产验证,结果见图9。以最终确认的参数连续生产200件,并完成后续除毛刺、机加工工序后,得到生产数据见表1(单个缺陷分别统计,存在一个产品多种缺陷的情况)。通过统计发现产品报废最主要的问题为:气孔、缩孔和缩松。
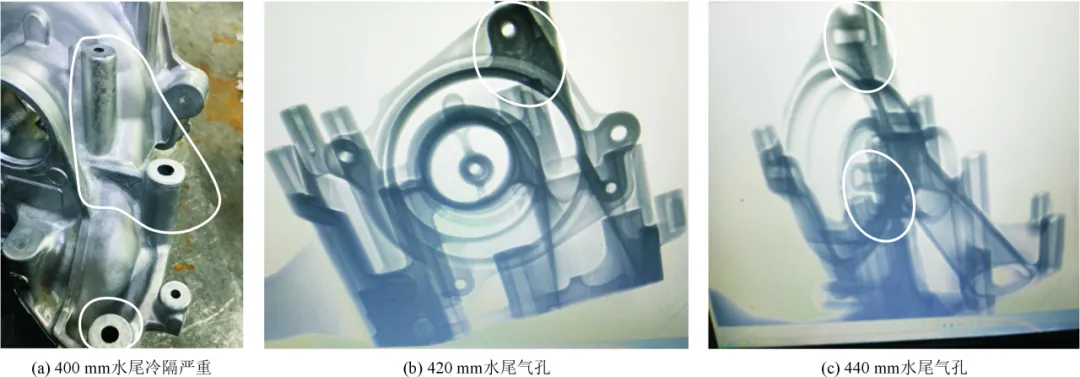
图9 不同高速位置生产壳体的缺陷
表1 加工后产品缺陷及占比
销钉柱内部气孔加工易外漏,说明预设方案对销钉孔气孔实际改善效果不明显。针对此问题,现制定以下方案进行改善。
方案1,加强侧浇道。由于侧浇道正对销钉柱填充方向,采用加强侧浇道,增强对销钉柱结构的铝液填充以改善其内部质量,侧浇道宽度拉宽至原来的两倍。更改前后的侧浇道见图10。侧浇道加强后高速状态连续生产10件,送试加工验证,其中6件有不同程度的销钉孔气孔外漏,占比较高,气孔外漏状态见图11。加强侧浇道对销钉孔气孔改善效果不明显,主要原因是侧浇道路径较长,铝液在侧浇道铝液未完全填充销钉柱时,又被主流道的料流从另一侧的连接筋打回来形成包卷造成气孔。加强侧浇道对水尾气孔有明显改善,保留更改后的流道继续验证其他方案。
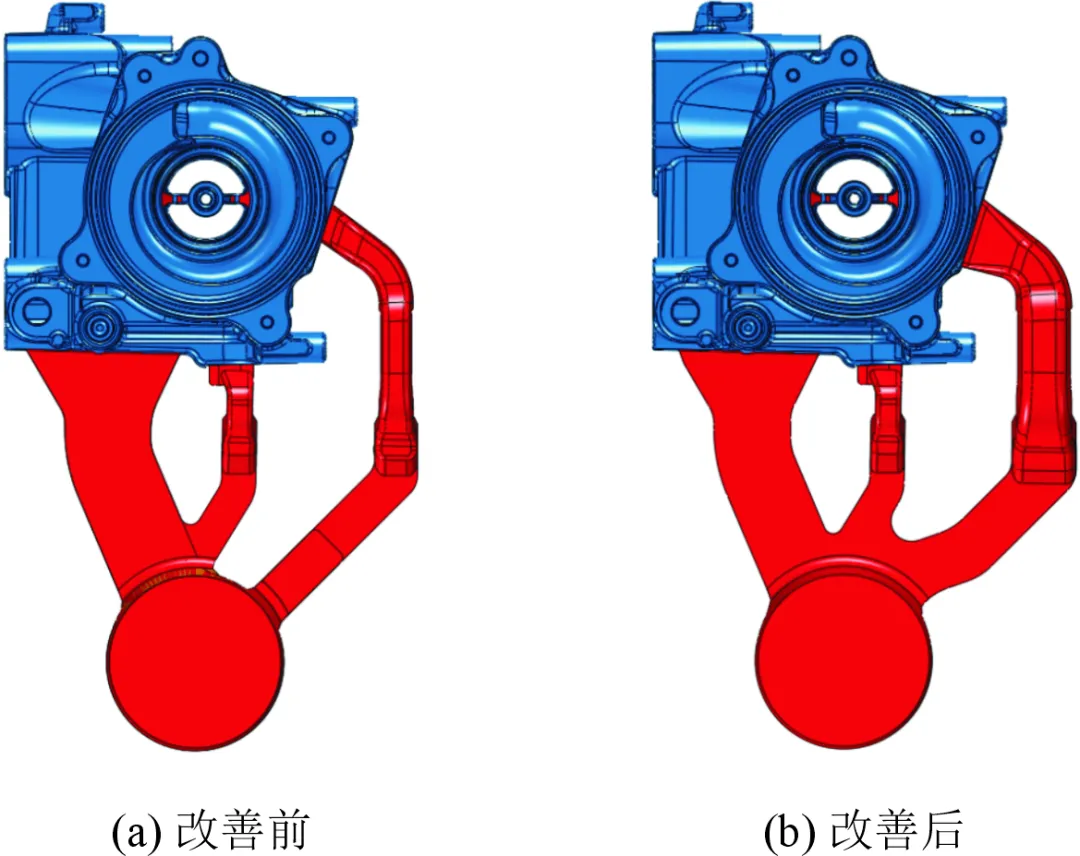
图10 更改侧浇道

图11 加工后销钉孔气孔外漏
方案2,增加局部挤压。在金属液充型完成之后,经过一定时间冷却凝固,使金属液在型腔中处于半固态时,在最后凝固的厚壁处通过挤压销施加压力进行强制补缩,使组织更致密,由此减少或消除该处的缩孔、气孔缺陷。该销钉柱对应定模区域有足够位置可以布置挤压油缸,该销钉柱的型芯针改为挤压针。增加局部挤压后,销钉柱气孔稍有改善,X光探伤结果见图12。可见同工艺条件下,两件产品的销钉柱外侧位置仍有分散气孔,气孔状态需要继续改善。此外,挤压销使用过程不稳定,容易造成柱台粘模,即使增加挤压针前端斜度及部分产品位置斜度,对柱台粘模的改善效果不明显。
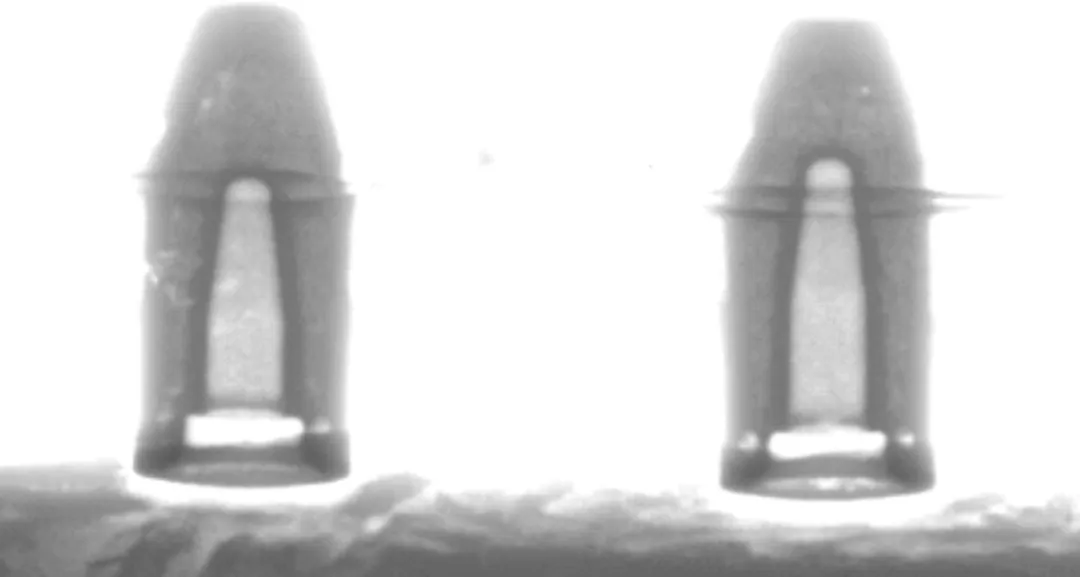
图12 增加搭桥后X光图片
方案3,增加过料搭桥。一方面,针对挤压销使用过程中容易造成柱台粘模的问题,粘模都在两侧筋条出现断裂后导致,说明侧边两处筋条已经难以承受挤压销施加给销钉柱的力,增加过料搭桥可以均衡挤压销的受力;另一方面,在主流道方向增加过料搭桥,铝液能够顺着主流道方向对中间销钉柱进行更快地填充,保证销钉柱内部质量,增加过料搭桥前后见图13。可以看出,增加过料搭桥后,挤压效果稳定,通过对销钉柱进行X光探伤,结果见图14,结果显示销钉柱无气孔。
通过增加挤压销以及增加过料搭桥,两种方案同时实施,连续生产15件送试加工验证,销钉柱孔加工出来全部合格,改善后加工状态见图15,销钉柱气孔得到完全解决。
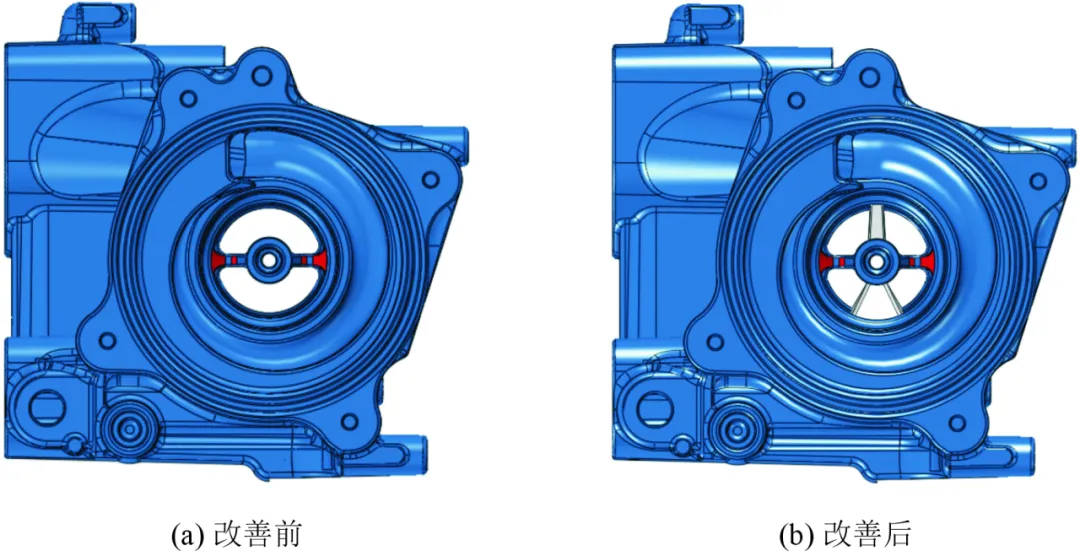
图13 增加过料搭桥
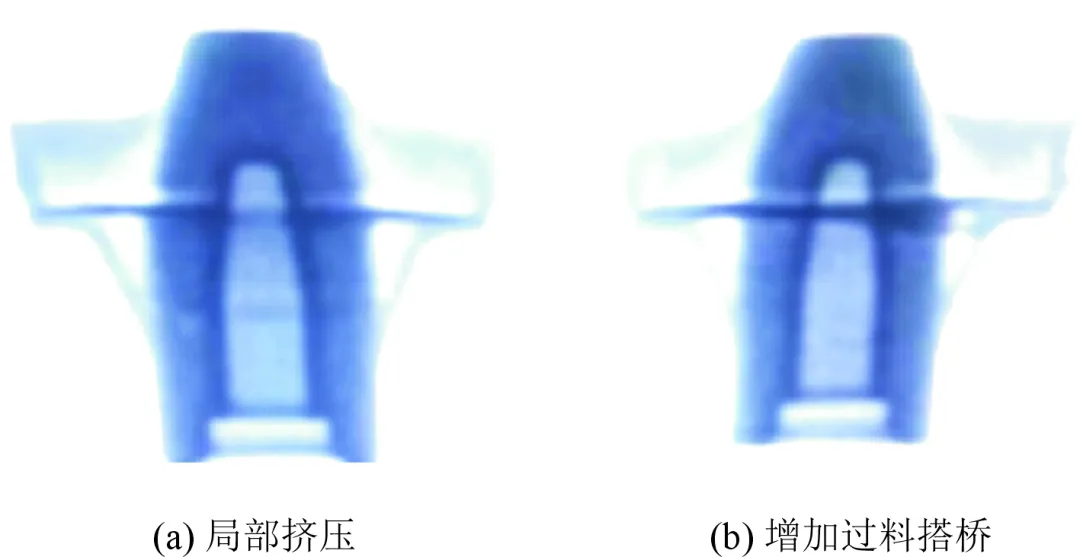
图14 局部挤压及增加过料搭桥后X光图片
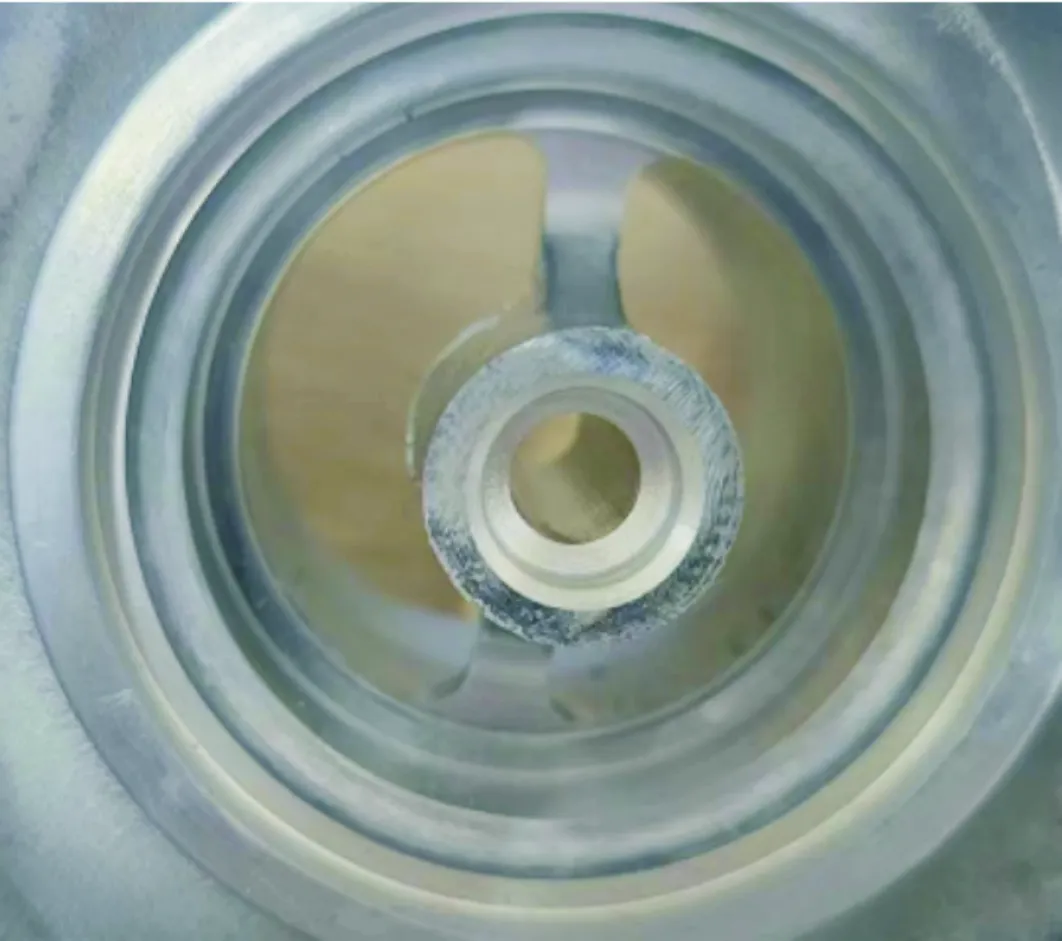
图15 改善后销钉孔加工后状态
数值模拟分析时侧浇道主要填充水尾部分,保留了侧浇道,但之前开设的侧浇道稍窄,对水尾位置填充的作用有限,后续在改善销钉孔气孔过程中,加强侧浇道虽然对销钉孔气孔改善无效果,但是对水尾气孔改善明显,说明预留并加强侧浇道对水尾气孔的改善有明显作用,X光检测结果见图16。水尾位置整体气孔状态对比图9c有改善,但是铸件中间位置还有一处较明显的气孔,见图16b,针对该位置气孔仍需要改善。
该位置在产品肉厚位置,考虑到该位置由于过热导致的补缩不足,设计点冷针方案,X光显示改善效果不明显;该位置属于填充末端位置,最终的冷料在该位置难以排出,在对应分型位置增加渣包,见图17。增加渣包后,X光探伤显示该位置气孔得到明显改善。
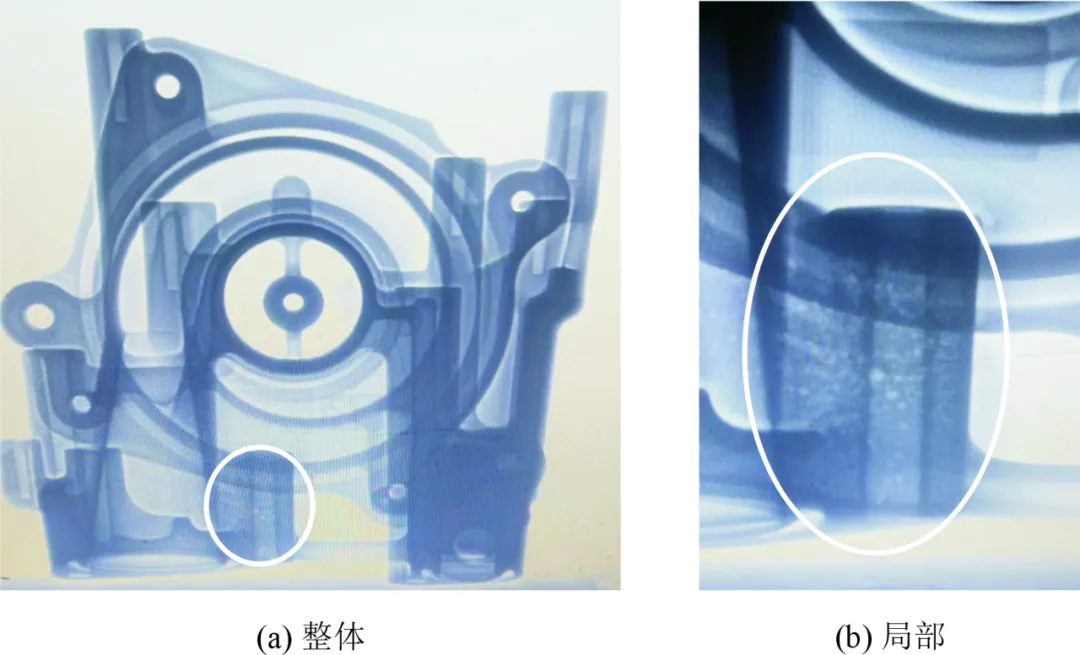
图16 加工后销钉孔气孔外漏
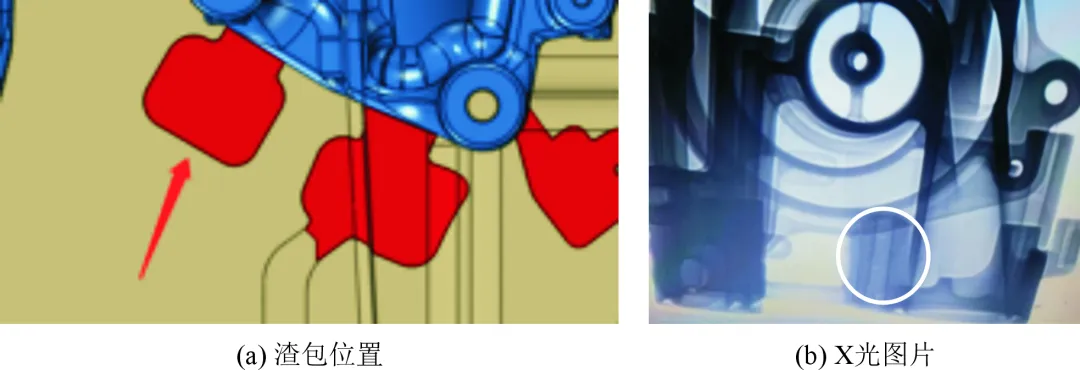
图17 增加渣包改善结果
入料口位置产品油道,由于模具结构限制,产品铸件无法出针,为产品肉厚位置。该铸件加工至成品的油道加工,相当于在整体铝块中加工出ϕ14 mm×26 mm的孔,加工铝料多,加工后显示缩孔非常严重。
方案1,使用3D打印随形冷却。油道位置改随形冷却前后见图19。图19a中右侧异形镶件由于位置小无法布置两个点冷接头,因此该异形镶件右边打一个点冷孔及镶件中间打两处通道与左侧运水管相接,所打出的3个工艺孔用螺堵封住,接入运水后,异形镶件右侧点冷孔里运水难以流动,同时调整运水时间等措施效果不明显。右侧异形镶件由原点冷及开设的串通点冷孔改为随形冷却,接入运水后冷却水在镶件内部流动,更容易带走热量,冷却效果提高,见图19b。
镶件改随形冷却后,生产验证15件,对产品油道加工,改随形冷却后油道加工状态见图20。对比图18,缩孔明显减小,但是仍然存在,说明3D打印随形冷却镶件减少了产品因凝固导致的缩松,需要继续改善。
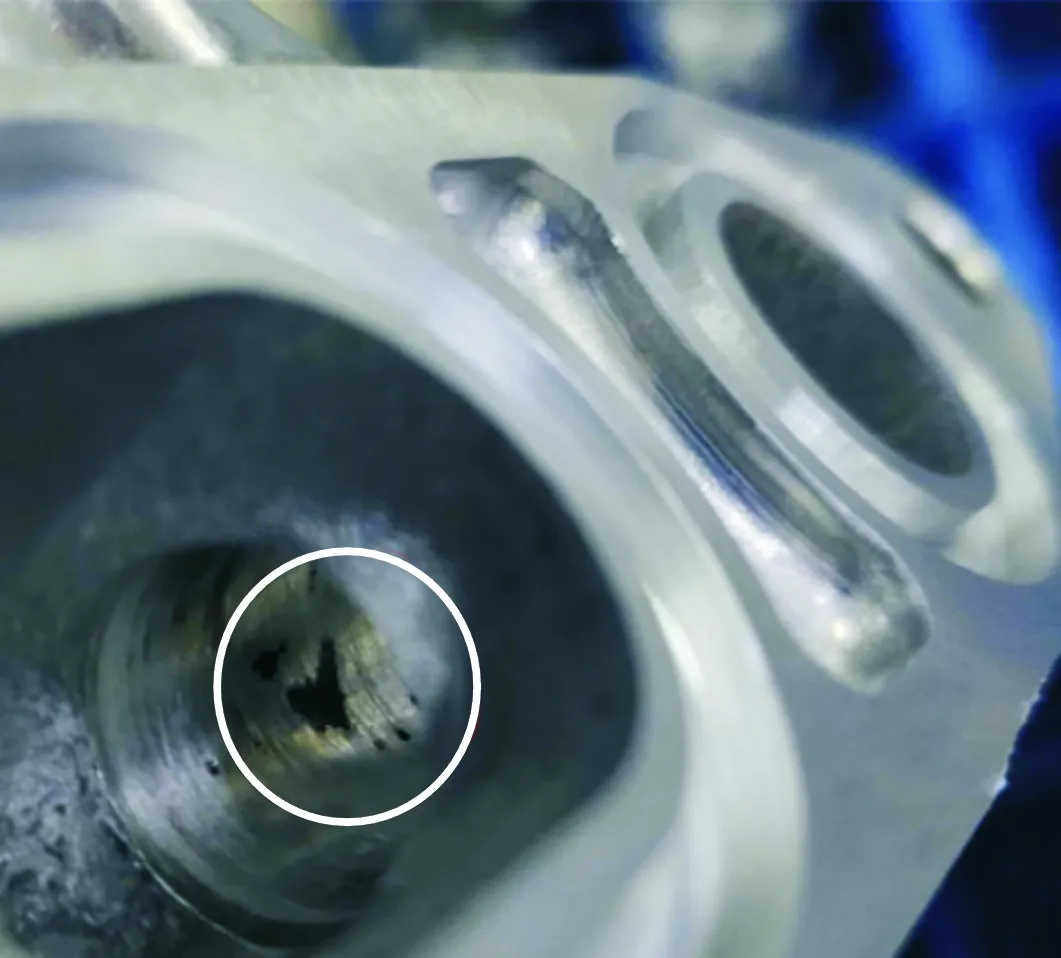
图18 油道位置缩孔
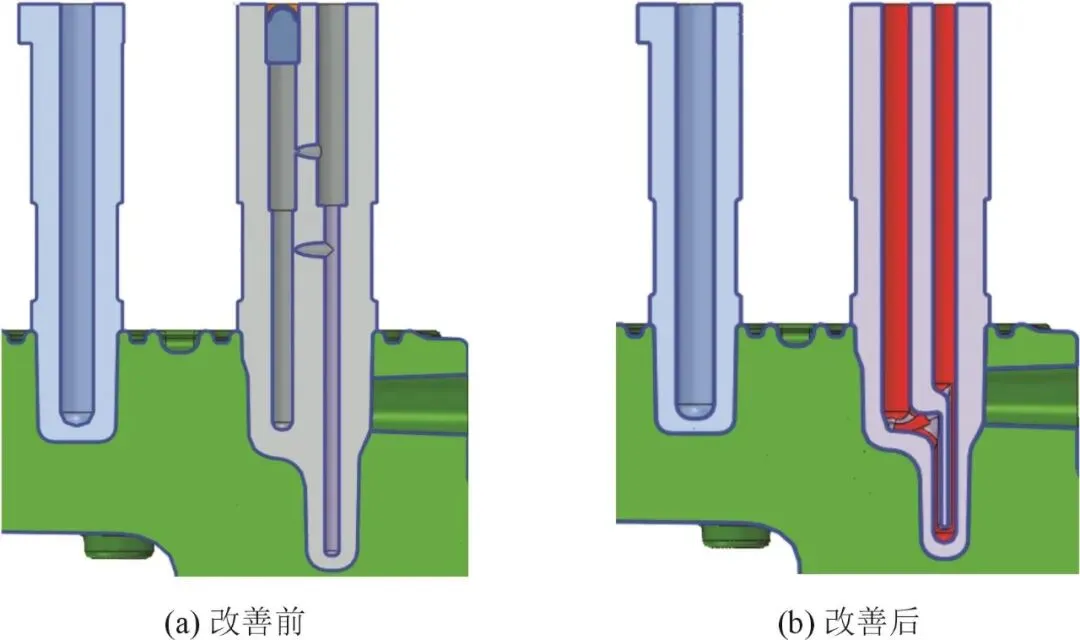
图19 油道位置随形冷却

图20 油道缩孔减少后状态
方案2,减薄油道对冲位置的内浇口。为了让油道位置能够更快冷却,需要减少对油道位置持续供给热量的通道,采用减薄油道对冲位置的内浇口方案,内浇口主要减薄对冲油道位置的厚度,占主流道整体内浇口的一半,减薄内浇口前后示意图见图21。通过内浇口改薄,同时使用3D打印镶件随形冷却,高速连续生产50件,全部加工验证,油道缩孔得到较好改善,改善后加工状态见图22。
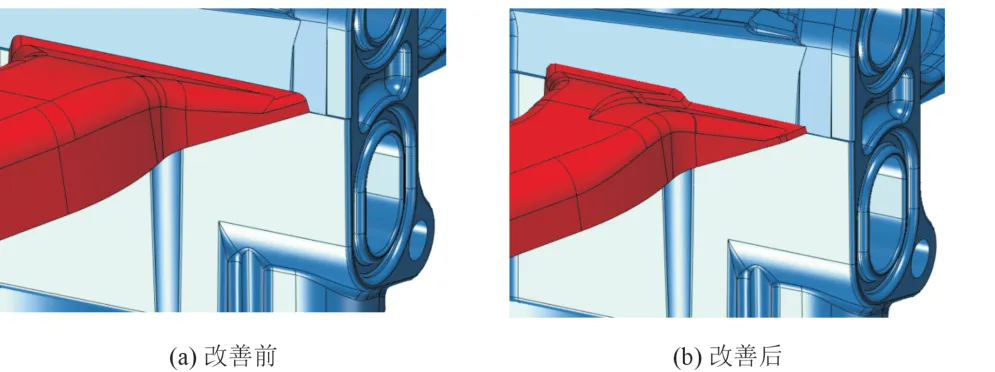
图21 减薄内浇口示意图

图22 改善后加工图
结论
数值模拟能为铝合金压铸件的质量控制及缺陷改善提供良好的参考依据,缩短了开发时间;合理的速度切换点选择是保证铸件良好内部质量和表面成形的重要依据。调整工艺参数不能影响产品质量时,要从铸件结构、浇注系统、排气系统多方面考虑缺陷原因。
编辑/排版 | 柳力莎
校对 | 刘晨辉
审核 | 张正贺
《压铸水泵壳体的工艺开发》
罗宇辉 廖建强 梁正涛 管维健
广东鸿图武汉压铸有限公司
2026年第46卷第1期文章全文阅读,pdf免费下载!(点击“阅读原文”)
欢迎引用《特种铸造及有色合金》期刊论文,助力期刊与铸造行业发展!

第1期全文下载阅读
END