 夜雨聆风
夜雨聆风





焊接工艺规程(WPS)评定记录保存要求
焊接工艺规程(WPS)评定记录保存要求
为留存焊接工艺规程(Welding Procedure Specification, WPS)评定记录,需按相关规范(如 ASME IX 卷、AWS D1.1 或 API 1104)要求准备完整文件资料。核心文件包括以下 10 类:
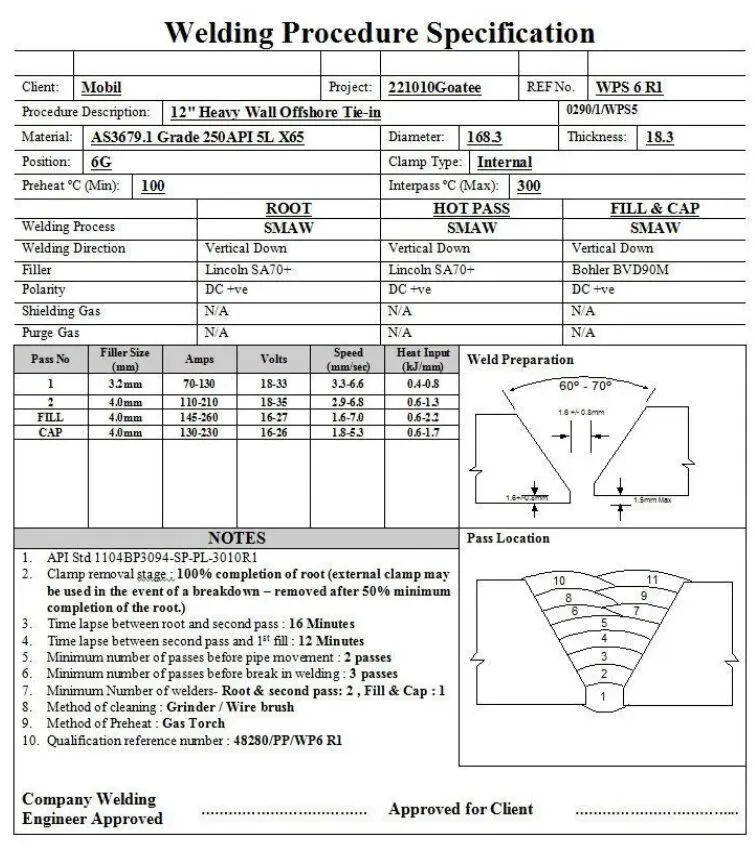
1. 焊接工艺规程(WPS)
-
Details welding parameters (base/filler metal, process, joint design, preheat, shielding gas). Signed and dated. -
详细列明焊接参数(母材 / 填充金属、焊接方法、接头设计、预热要求、保护气体等),需签署姓名并标注日期。 -
WPS 是指导焊接作业的核心技术文件,需明确每一项关键工艺参数,确保焊接过程可重复、焊接质量稳定,签署环节用于确认文件的有效性与审批流程完整性。
2. 工艺评定记录(PQR)
-
Records actual welding conditions and test results (tensile, bend, impact). References WPS, signed by a qualified person. -
记录实际焊接条件与试验结果(拉伸试验、弯曲试验、冲击试验),需关联对应的 WPS,并由具备资质的人员签署确认。 -
PQR 是验证 WPS 可行性的关键依据 —— 通过实际焊接试件并进行力学性能测试,证明 WPS 规定的参数能满足质量要求,签署人需具备焊接工艺评定相关资质(如 ASME 认证的焊接工程师)。
3. 试验报告
(1)力学性能试验报告
-
Tensile, bend, or impact (e.g., Charpy) results, with acceptance criteria and lab certification. -
包含拉伸试验、弯曲试验或冲击试验(如夏比冲击试验)结果,需注明验收标准及实验室认证信息。 -
报告需明确试验依据的标准(如 ASME IX 卷对拉伸试样的尺寸要求)、试验数据(如抗拉强度、弯曲角度)是否符合验收阈值,实验室认证需体现其检测资质(如 ISO 17025 认可)。
(2)无损检测(NDE)报告
-
Radiographic (RT), ultrasonic (UT), or other test reports, signed by inspectors. -
包含射线检测(RT)、超声检测(UT)或其他无损检测方法的报告,需由检测人员签署确认。 -
报告需描述检测范围(如焊缝长度、检测比例)、缺陷评定结果(如是否存在超标气孔、裂纹),检测人员需持有对应方法的资质证书(如 AWS NDT Level II)。
4. 焊工技能评定记录(WPQ)
-
Records welder’s test details, linking to WPS, with visual or NDE results, signed. -
记录焊工的技能测试详情,需关联对应的 WPS,包含外观检测或无损检测结果,需签署确认。 -
WPQ 用于验证焊工能否按指定 WPS 完成合格焊接,测试内容通常包括特定接头形式(如对接、角接)的焊接,结果需体现焊缝外观质量(如余高、咬边)及无损检测是否合格。
5. 材料试验报告(MTRs)
-
Certificates for base/filler metals, showing chemical and mechanical properties, heat/lot numbers. -
母材与填充金属的材质证书,需注明化学成分、力学性能及炉号 / 批号。 -
MTR 是材料追溯的核心文件,需确保母材(如钢板)的化学成分(如碳含量、合金元素占比)、力学性能(如屈服强度、延伸率)符合设计要求,炉号 / 批号可追溯至生产源头。
6. 焊接与检测记录
-
Logs of parameters (voltage, amperage, travel speed) and inspection checklists. -
焊接参数记录日志(电压、电流、焊接速度等)及检测核对清单。 -
焊接参数日志需实时记录实际作业数据(与 WPS 参数对比,偏差需在允许范围内);检测核对清单需覆盖焊接前(如母材清理)、焊接中(如层间温度)、焊接后(如外观检查)的关键控制点。
7. 校准证书
-
For welding and NDE equipment, proving functionality. -
焊接设备与无损检测设备的校准证书,用于证明设备功能正常。 -
需涵盖的设备包括焊接电源(校准电压 / 电流显示精度)、无损检测仪器(如 UT 探头校准、RT 设备灵敏度校准),证书需注明校准依据标准、校准周期及下次校准日期。
8. 规范符合性文件
-
Reference to the standard (e.g., ASME IX), including heat treatment records if needed. -
注明所依据的标准(如 ASME IX 卷),如需进行热处理,还需包含热处理记录。 -
热处理记录需详细记录加热温度、保温时间、冷却速度等参数(如焊后消应力热处理),确保符合对应规范对特定材料(如高强度钢)的热处理要求。
9. 可追溯性文件
-
Unique IDs for WPS, PQR, and coupons, ensuring linkage. -
为 WPS、PQR 及试验试件分配唯一标识,确保文件与试件间的关联可追溯。 -
唯一标识(如编号规则:WPS-2025-001、PQR-2025-001)需贯穿整个评定流程,可通过编号关联 WPS 对应的 PQR,及 PQR 对应的试验试件(如拉伸试样编号),便于审核时追踪溯源。
10. 签署文件
-
From engineers, inspectors, or labs, verifying compliance. -
由工程师、检测人员或实验室出具的签署文件,用于验证(整个评定过程)符合要求。 -
签署需覆盖各关键环节(如 WPS 审批、PQR 试验结果确认、检测报告审核),签署人需对其负责环节的合规性承担责任,确保文件的法律效力与可信度。
通用要求
-
Records must be organized, retained (often 5+ years), and auditable. Specific codes may add requirements. -
所有记录需分类整理、妥善保存(保存期限通常为 5 年及以上),且需具备可审核性。不同规范可能会增加额外要求(如 API 1104 对管道焊接记录的特殊规定)。 -
保存形式可分为纸质档案与电子档案(电子档案需满足防篡改要求,如加密存储、操作日志记录),审核时需能快速调取完整记录链条,证明 WPS 评定过程的合规性与可追溯性。
船舶买卖检验的业务,读这篇1.6万字总结,你就懂了(船友在线)
Shipyard Evaluation造船厂评估报告模板

—END—