

文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
2025环球网校一级建造师《机电工程管理与实务》考点精讲-第53讲
【课前学习建议】
本讲的学习内容为储罐制作与安装技术:
1.了解金属储罐的分类及其结构特点,区分固定顶储罐和浮顶储罐。
2.了解气柜分类及结构特点,掌握干式气柜和湿式气柜的区别。
3.掌握金属储罐的安装方法和施工要求,金属储罐的安装方法主要有正装法和倒装法两种,区分
内挂脚手架和外搭脚手架的施工技术要求。
4.掌握金属拱顶储油罐倒装法施工,了解罐底、顶圈壁板、包边角钢、顶板、圈板的焊接和安装
要求,掌握焊接顺序和预防焊接变形的技术措施。掌握罐外观尺寸的检查和储罐试验。
【考点】储罐制作与安装技术(★★)
【真题分布数据统计】(2014单/2015案/2023单/2024多)
1.金属储罐的分类及其结构特点
2.气柜分类及结构特点
3.金属储罐的安装方法和施工要求(14、15)
4.金属拱顶储油罐的倒装法施工(23、24)
1.金属储罐的分类及其结构特点
1)金属储罐的分类 7 8
1
9
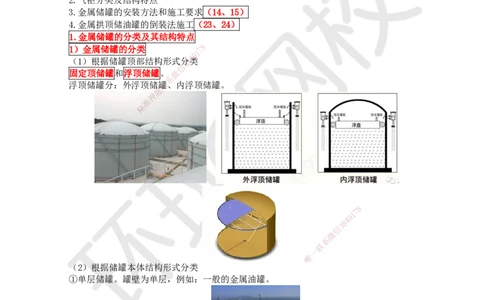
(1)根据储罐顶部结构形式分8 4类
3
信
固定顶储罐和浮顶储罐。 微
系
浮顶储罐分:外浮顶储联罐、内浮顶储罐。
题
押
准
精
8
7
1
9
4
8
3
信
微
系
联
一
唯
(2)根据储罐本体结构形式分类
①单层储罐。罐壁为单层,例如:一般的金属油罐。
②双层储罐。为平底双壁圆柱形,内、外壁为不同材质。例如:现在较为常见的LNG常压低温储
罐。(液化天然气,-162℃)
扫码关注更多
第 1 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
2)金属储罐的结构特点
序 金属储罐
分类 优点、特点 应用
号 结构
带肋壳
施工容易、造价低
固定 拱顶罐
1
拱顶储罐 网壳顶
特大型拱顶罐尤其是特大型内浮顶罐已较多采用网壳顶结构
拱顶罐
外浮顶储罐 可减少或防止罐内液体蒸发损失 大型储油罐大多采用浮顶罐
浮顶周边为环形密封舱(浮船),浮船内设置径向隔板将其分隔成若
单盘式
干独立7 8的舱室。浮船中间为单层盘板,与船舱通过环形角钢相接,单
2 浮顶储罐 浮顶罐 9 1
层8板4底部用数道环形型钢圈加固。
3
信
双盘式 微浮顶具有较好的稳定性,能承受较大载荷,绝热性能较好,但钢材用
系
浮顶罐 联 量大
题
押 非金属整体式内浮顶是整顶在罐内胎 主要用来储存汽油、航空煤
3 内浮顶储罐准
精 架上成型,造价昂贵,国内很少采用 油等
4 LNG(常压低温) 储罐 单容罐、双容罐和全容罐
2.气柜分类及结构特点
1)金属气柜的分类
8
9
1
7
(1)湿式气柜。
信
3 8
4
湿式气柜是设置水槽,用水密封的气柜,包括直升 式气柜(导轨为微带外导架的直导轨)和螺旋式
系
气柜(导轨为螺旋形)。
联
一
唯
亦可按照活动塔节分为单节气柜和多节气柜。
扫码关注更多
第 2 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
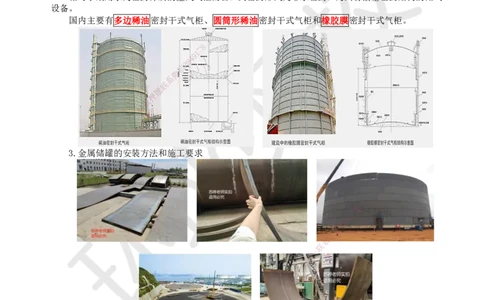
(2)干式气柜(简称干式柜)
相对于采用水为密封介质的湿式气柜而言,其密封形式为非水密封,为具有活塞密封结构的储气
设备。
国内主要有多边稀油密封干式气柜、圆筒形稀油密封干式气柜和橡胶膜密封干式气柜。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
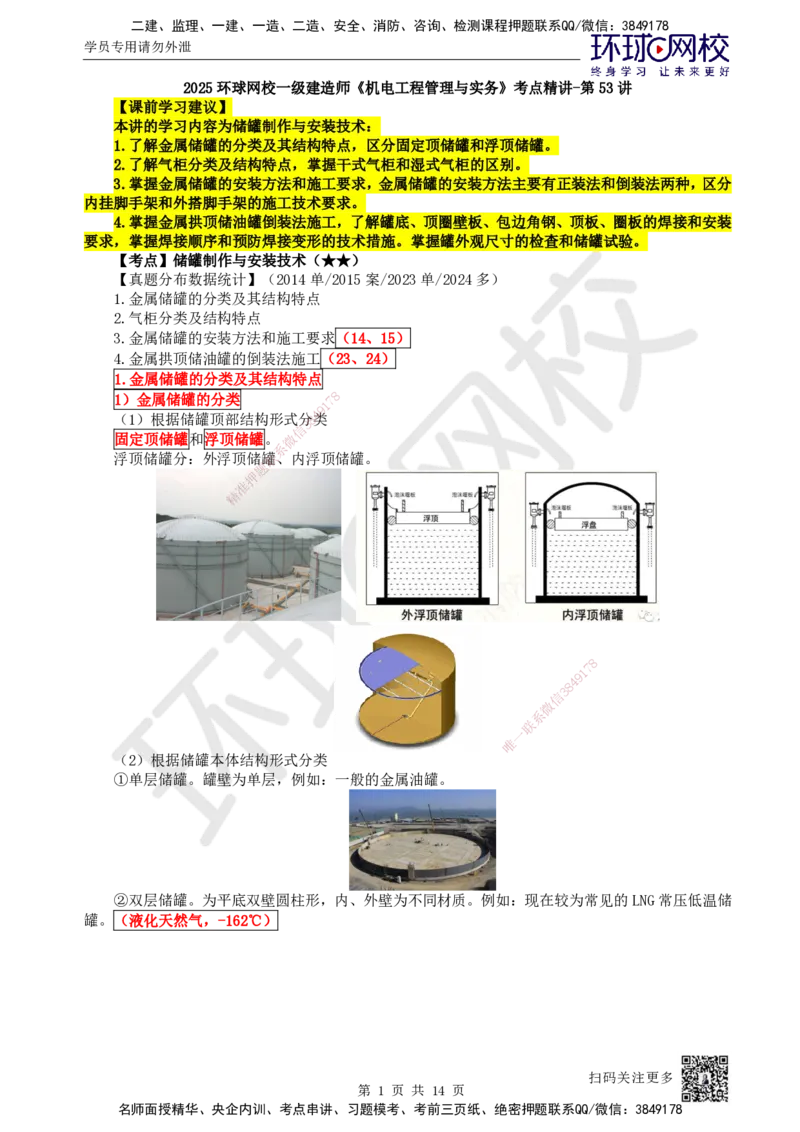
3.金属储罐的安装方法和施工 要求
8
1
7
9
8
4
信
3
微
系
联
一
唯
金属储罐的安装方法主要有正装法和倒装法两种。
扫码关注更多
第 3 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
1)金属储罐的正装法施工
罐壁板自下而上依次组装焊接,最后组焊完成顶层壁板、抗风圈及顶端包边角钢等。较适用于大
型浮顶罐。
8
7
1
9
4
8
3
信
微
系
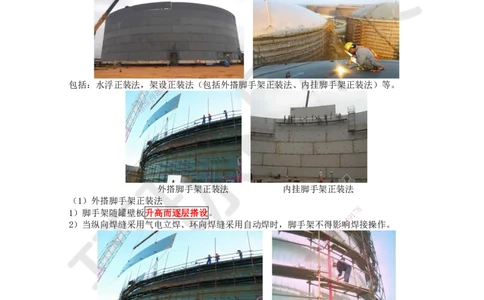
包括:水浮正装法,架联设正装法(包括外搭脚手架正装法、内挂脚手架正装法)等。
题
押
准
精
外搭脚手架正 装法 内挂脚手架正装法
(1)外搭脚手架正装法
8
1)脚手架随罐壁板升高而逐层搭设。 1 7
9
2)当纵向焊缝采用气电立焊、环向焊缝采用自 动 焊时,脚手架不得
信
影3 8响
4
焊接操作。
微
系
联
一
唯
3)在壁板内侧挂设移动小车进行内侧施工。
(焊接小车:实现垂直焊接、横向焊接和水平焊接等多种位置焊接的装置。)
提示:外搭内小车
扫码关注更多
第 4 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
4)用吊车吊装壁板。这种架设正装法(包括以下内挂脚手架正装法)适合于大型和特大型储罐,
便于自动焊作业。
8
7
1
9
8
4
3
(2)内挂脚手架正装法 信
微
1)每组对一圈壁板,就在系壁板内侧沿圆周挂上一圈三脚架,在三脚架上铺设跳板,组成环形脚
联
手架、作业人员即可在跳板题上组对安装上一层壁板。
押
准
精
内罐壁板组对 内罐壁板完成组对
8
1
7
9
8
4
信
3
微
系
联
一
唯
2)在已安装的最上一层内侧沿圆周按规定间距在同一水平标高处挂上一圈三脚架,铺满跳板,
跳板搭头处捆绑牢固,安装护栏。
3)搭设楼梯间或斜梯连接各圈脚手架,形成上、下通道。
4)一台储罐施工宜用 2层至3层脚手架,1个或2个楼梯间,脚手架从下至上交替使用。
扫码关注更多
第 5 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
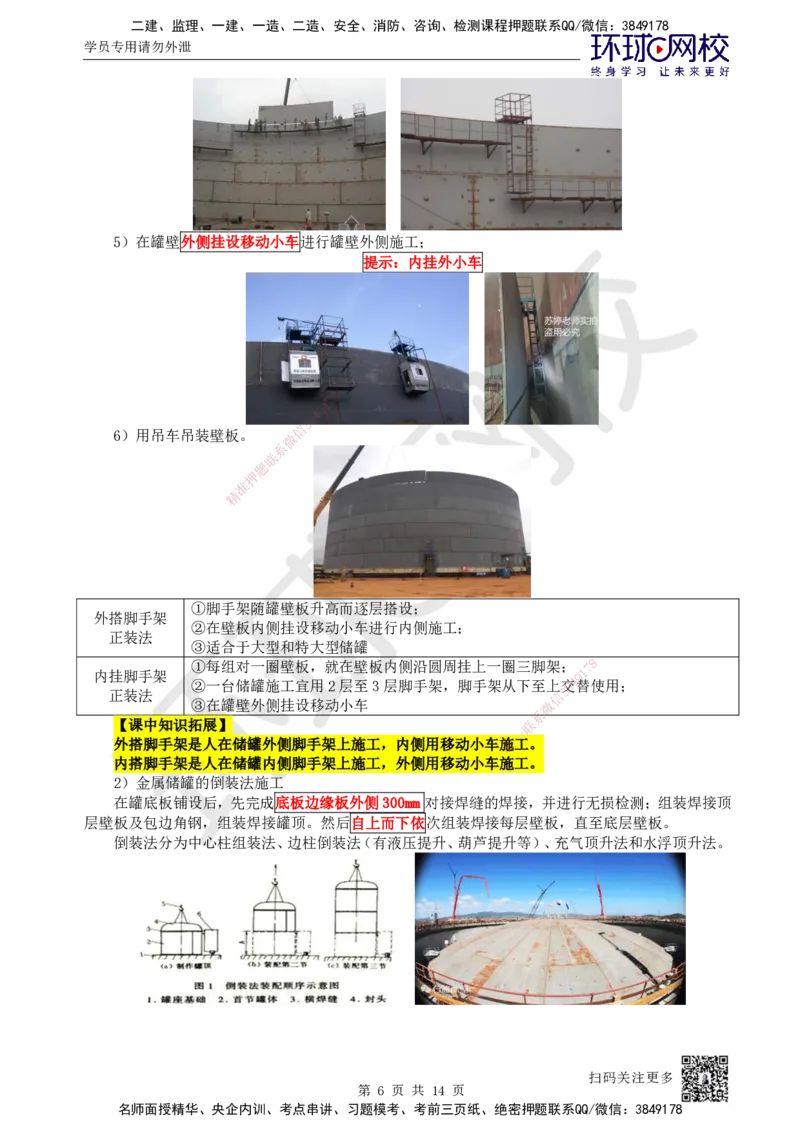
5)在罐壁外侧挂设移动小车进行罐壁外侧施工;
提示:内挂外小车
8
7
1
9
4
8
3
信
6)用吊车吊装壁板。 微
系
联
题
押
准
精
①脚手架随罐壁板升高而逐层搭设;
外搭脚手架
②在壁板内侧挂设移动小 车进行内侧施工;
正装法
③适合于大型和特大型储罐
内挂脚手架
①每组对一圈壁板,就在壁板 内 侧沿圆周挂上一圈三脚架;
9 1
7 8
②一台储罐施工宜用2层至3层脚 手架,脚手架从下至上交8 4替使用;
正装法 信 3
③在罐壁外侧挂设移动小车 微
系
【课中知识拓展】 联
一
外搭脚手架是人在储罐外侧脚手架上施工,内侧用移动 小车施唯工。
内搭脚手架是人在储罐内侧脚手架上施工,外侧用移动小车 施工。
2)金属储罐的倒装法施工
在罐底板铺设后,先完成底板边缘板外侧300mm 对接焊缝的焊接,并进行无损检测;组装焊接顶
层壁板及包边角钢,组装焊接罐顶。然后自上而下依次组装焊接每层壁板,直至底层壁板。
倒装法分为中心柱组装法、边柱倒装法(有液压提升、葫芦提升等)、充气顶升法和水浮顶升法。
扫码关注更多
第 6 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
4.金属拱顶储油罐倒 装法施工
1)储罐的预制
2)罐底安装
8
1
7
9
8
4
信
3
(1)底板铺设前应在基础上用经纬仪划出十字线,并划出底板外圆周线,按排板方位图在基础
微
圈梁上标出底板、边缘板的位置。
系
联
一
唯
(2)底板由中心向外铺设,注意做出中心标志,留出伸缩缝。罐底中幅板宽度不应小于500mm,
长度不应小于1000mm。
(3)罐底板任意相邻两个焊接接头之间的距离以及边缘板焊接接头至底圈罐壁纵焊缝的距离不
应小于300mm。
扫码关注更多
第 7 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
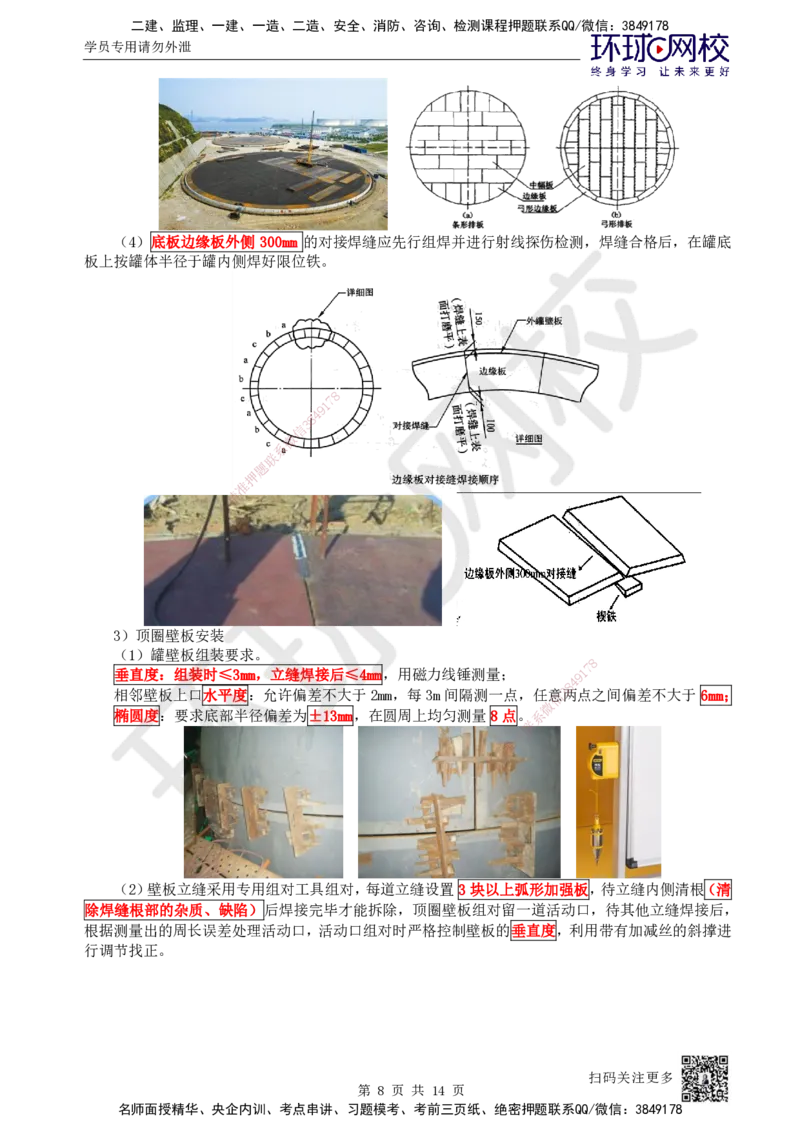
(4)底板边缘板外侧 300mm 的对接焊缝应先行组焊并进行射线探伤检测,焊缝合格后,在罐底
板上按罐体半径于罐内侧焊好限位铁。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
3)顶圈壁板安装
(1)罐壁板组装要求。
8
垂直度:组装时≤3mm,立缝焊接后≤4mm, 用磁力线锤测量; 9 1
7
8
4
相邻壁板上口水平度:允许偏差不大于2mm,每 3m间隔测一点,任信意3两点之间偏差不大于 6mm;
微
椭圆度:要求底部半径偏差为±13mm,在圆周上均 匀测量 8点。系
联
一
唯
(2)壁板立缝采用专用组对工具组对,每道立缝设置 3块以上弧形加强板,待立缝内侧清根(清
除焊缝根部的杂质、缺陷)后焊接完毕才能拆除,顶圈壁板组对留一道活动口,待其他立缝焊接后,
根据测量出的周长误差处理活动口,活动口组对时严格控制壁板的垂直度,利用带有加减丝的斜撑进
行调节找正。
扫码关注更多
第 8 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
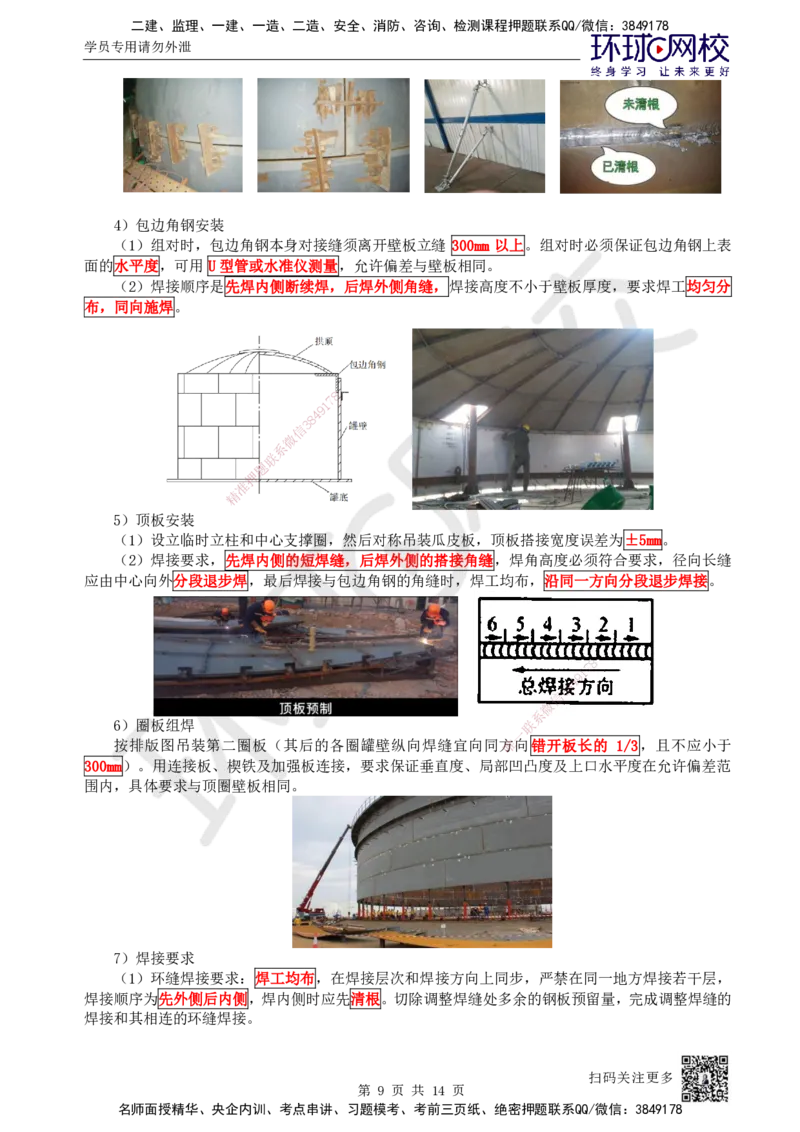
4)包边角钢安装
(1)组对时,包边角钢本身对接缝须离开壁板立缝 300mm 以上。组对时必须保证包边角钢上表
面的水平度,可用 U型管或水准仪测量,允许偏差与壁板相同。
(2)焊接顺序是先焊内侧断续焊,后焊外侧角缝,焊接高度不小于壁板厚度,要求焊工均匀分
布,同向施焊。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
5)顶板安装
(1)设立临时立柱和中心支撑圈,然后对称吊装瓜皮板,顶板搭接宽度误差为±5mm。
(2)焊接要求,先焊内侧 的短焊缝,后焊外侧的搭接角缝,焊角高度必须符合要求,径向长缝
应由中心向外分段退步焊,最后焊 接与包边角钢的角缝时,焊工均布,沿同一方向分段退步焊接。
8
1
7
9
8
4
信
3
微
系
6)圈板组焊 联
一
按排版图吊装第二圈板(其后的各圈罐壁纵向焊缝宜 向同方唯向错开板长的 1/3,且不应小于
300mm)。用连接板、楔铁及加强板连接,要求保证垂直度、局 部凹凸度及上口水平度在允许偏差范
围内,具体要求与顶圈壁板相同。
7)焊接要求
(1)环缝焊接要求:焊工均布,在焊接层次和焊接方向上同步,严禁在同一地方焊接若干层,
焊接顺序为先外侧后内侧,焊内侧时应先清根。切除调整焊缝处多余的钢板预留量,完成调整焊缝的
焊接和其相连的环缝焊接。
扫码关注更多
第 9 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
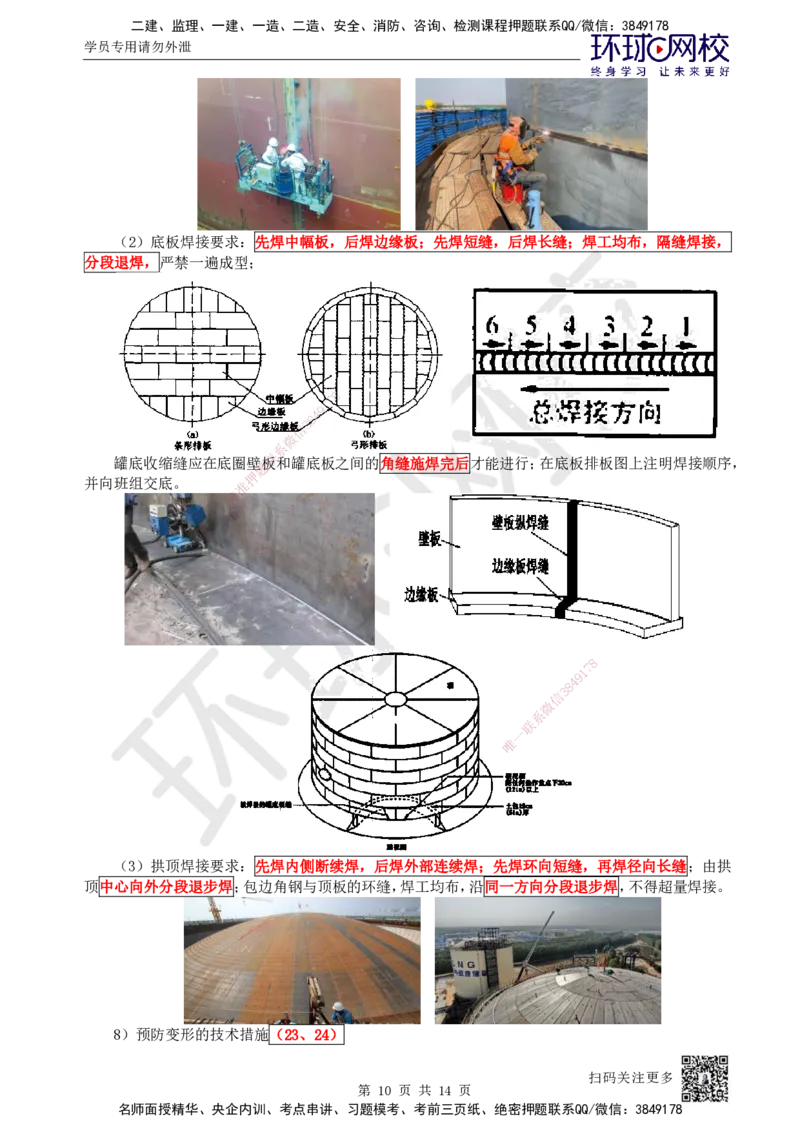
(2)底板焊接要求:先焊中幅板,后焊边缘板;先焊短缝,后焊长缝;焊工均布,隔缝焊接,
分段退焊,严禁一遍成型;
8
7
1
9
4
8
3
信
微
系
联
罐底收缩缝应在底圈壁板和罐底板之间的角缝施焊完后才能进行;在底板排板图上注明焊接顺序,
题
押
并向班组交底。 准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
(3)拱顶焊接要求:先焊内侧断续焊,后焊外部连续焊;先焊环向短缝,再焊径向长缝;由拱
顶中心向外分段退步焊;包边角钢与顶板的环缝,焊工均布,沿同一方向分段退步焊,不得超量焊接。
8)预防变形的技术措施(23、24)
扫码关注更多
第 10 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
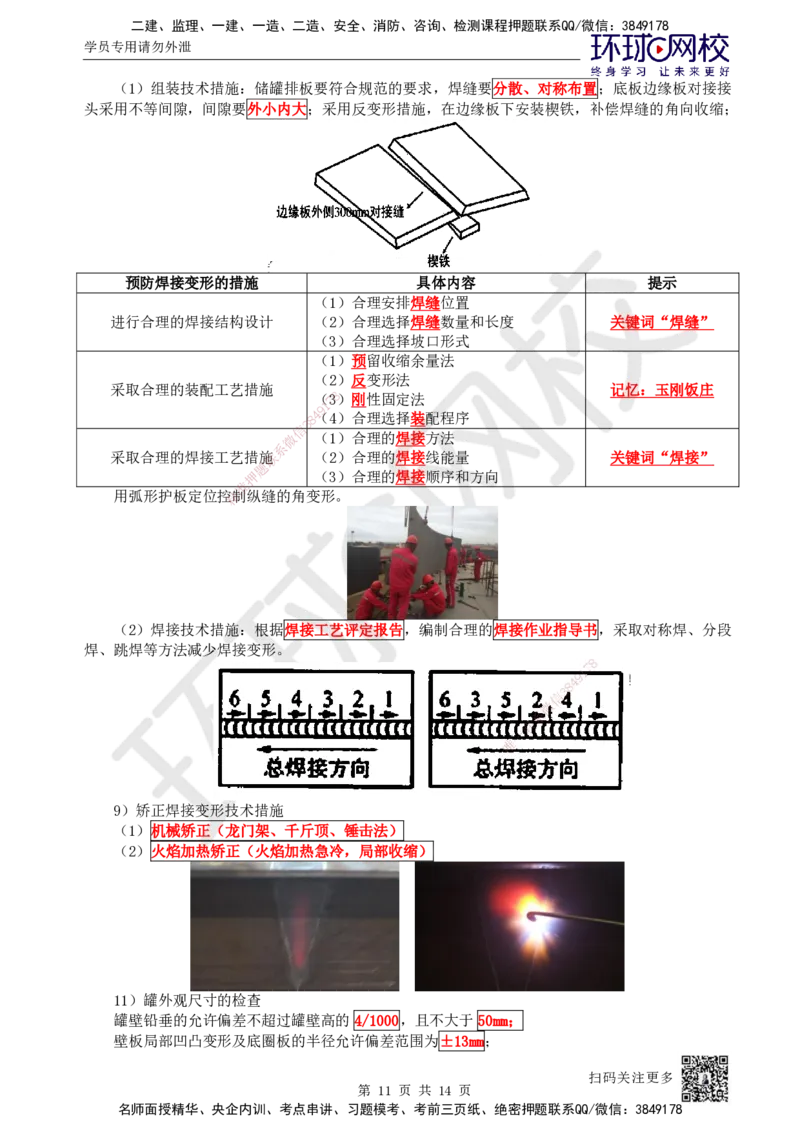
(1)组装技术措施:储罐排板要符合规范的要求,焊缝要分散、对称布置;底板边缘板对接接
头采用不等间隙,间隙要外小内大;采用反变形措施,在边缘板下安装楔铁,补偿焊缝的角向收缩;
预防焊接变形的措施 具体内容 提示
(1)合理安排焊缝位置
进行合理的焊接结构设计 (2)合理选择焊缝数量和长度 关键词“焊缝”
(3)合理选择坡口形式
(1)预留收缩余量法
(2)反变形法
采取合理的装配工艺措施 记忆:玉刚饭庄
(7 83)刚性固定法
1
9
8
4(4)合理选择装配程序
3
信
微 (1)合理的焊接方法
系
采取合理的焊接工艺措施联 (2)合理的焊接线能量 关键词“焊接”
题
押 (3)合理的焊接顺序和方向
准
用弧形护板定位控精制纵缝的角变形。
(2)焊接技术措施:根据焊接工艺评 定报告,编制合理的焊接作业指导书,采取对称焊、分段
焊、跳焊等方法减少焊接变形。
8
1
7
9
8
4
信
3
微
系
联
一
唯
9)矫正焊接变形技术措施
(1)机械矫正(龙门架、千斤顶、锤击法)
(2)火焰加热矫正(火焰加热急冷,局部收缩)
11)罐外观尺寸的检查
罐壁铅垂的允许偏差不超过罐壁高的 4/1000,且不大于 50mm;
壁板局部凹凸变形及底圈板的半径允许偏差范围为±13mm;
扫码关注更多
第 11 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
高度偏差≤50mm;
8
7
1
9
4
8
3
信
微
系
联
题
押
准
底板焊接后局部凹精凸变形不应大于变形长度的 2%,且≤50mm;
罐顶局部变形,用弦长大于2m的样板检查≤15mm;
罐壁上的工卡具焊迹, 应清除干净,焊疤应打磨平滑。
8
1
7
9
8
4
信
3
微
系
联
一
唯
扫码关注更多
第 12 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
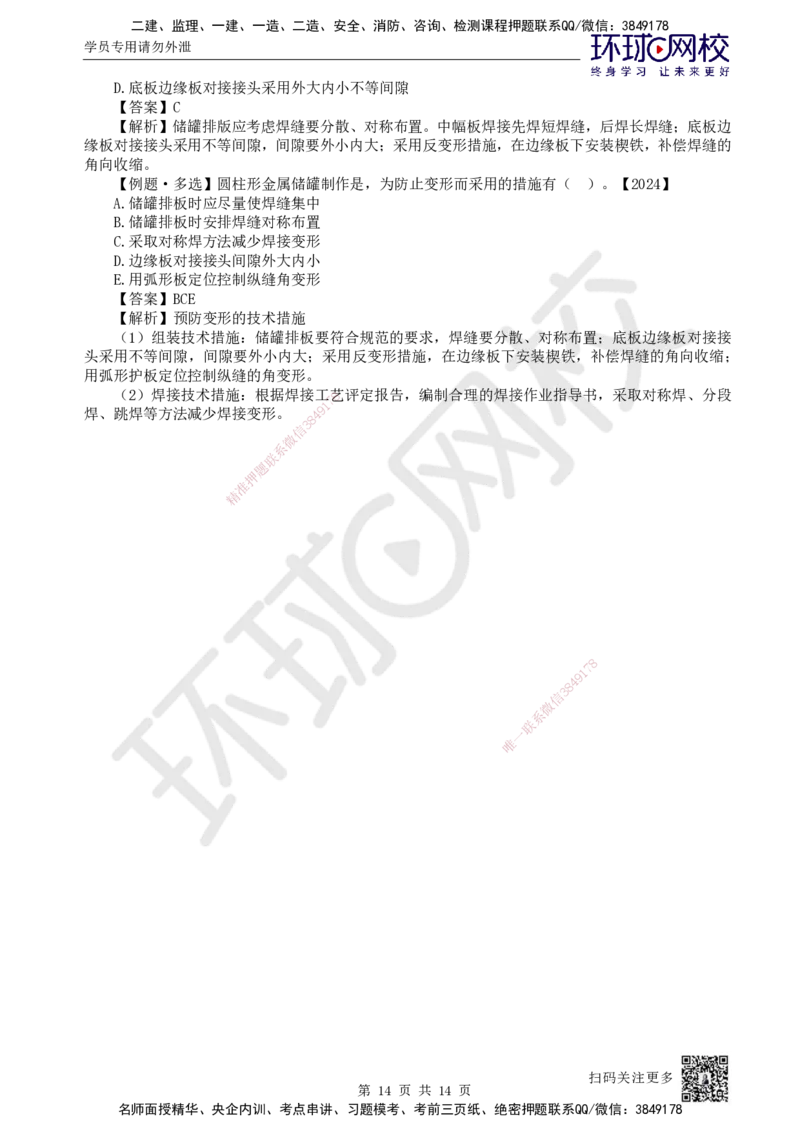
12)储罐试验
(1)罐底的严密性试验
罐底板的所有焊缝采用真空箱试漏法进行严密性试验,真空度不低于 53kPa,焊缝表面涂刷肥皂
水,无气泡、无渗漏为合格。
8
7
1
9
4
8
3
信
微
系
联
题
真空检漏盒
押
准
(2)罐壁的严密性和强度试验
精
①充水试验前,所有 储罐附件应安装完毕,并检验合格,补强板圈进行 0.15MPa 表压气密性试验,
并检验合格。
②充水试验采用洁净淡水,试验水温不低于 5℃,对于不锈钢罐,试验用水中氯离子含量不得超
过 25ppm;充水试验中应进行基 础沉降观测。当沉降观测值在圆周任何 10m 范围内不均匀沉降超过
13mm 或整体均匀沉降超过 50mm时, 应立即停止充水,在采取有效处理措施后方可继续进行试验。
8
1
7
9
8
4
信
3
微
系
联
一
唯
③充水和放水过程中,应打开透光孔,且不得使基础浸水; 储罐试水要先注水至罐高1/2,观察
24h,基础沉降差值在设计规定的范围内,方可继续充水,并要继续观测,注水到设计要求的充水高
度,静置48h,罐壁无异常变形,罐壁、罐底各部分焊缝无渗漏,则罐壁的严密性和强度试验合格。
【例题·单选】关于金属立式拱顶罐底板施工的说法,正确的是( )。【2023】
A.储罐底板排版应考虑焊缝要集中
B.中幅板焊接先焊长缝,后焊短缝
C.在边缘板下安装楔铁,补偿焊缝的角向收缩
扫码关注更多
第 13 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
学员专用请勿外泄
D.底板边缘板对接接头采用外大内小不等间隙
【答案】C
【解析】储罐排版应考虑焊缝要分散、对称布置。中幅板焊接先焊短焊缝,后焊长焊缝;底板边
缘板对接接头采用不等间隙,间隙要外小内大;采用反变形措施,在边缘板下安装楔铁,补偿焊缝的
角向收缩。
【例题·多选】圆柱形金属储罐制作是,为防止变形而采用的措施有( )。【2024】
A.储罐排板时应尽量使焊缝集中
B.储罐排板时安排焊缝对称布置
C.采取对称焊方法减少焊接变形
D.边缘板对接接头间隙外大内小
E.用弧形板定位控制纵缝角变形
【答案】BCE
【解析】预防变形的技术措施
(1)组装技术措施:储罐排板要符合规范的要求,焊缝要分散、对称布置;底板边缘板对接接
头采用不等间隙,间隙要外小内大;采用反变形措施,在边缘板下安装楔铁,补偿焊缝的角向收缩;
用弧形护板定位控制纵缝的角变形。
(2)焊接技术措施:根据焊接工8艺 评定报告,编制合理的焊接作业指导书,采取对称焊、分段
7
1
焊、跳焊等方法减少焊接变形。 4 9
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
扫码关注更多
第 14 页 共 14 页
内容
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

