 夜雨聆风
夜雨聆风





制造业九大质量工具:从入门到精通

在汽车、电子等高要求制造行业,我见过太多企业因为质量问题付出惨痛代价:有的在量产阶段才发现设计缺陷,不得不停产整改;有的因为供应商交付不稳定,导致整条生产线停摆。这些问题的根源,往往不是技术能力不足,而是缺乏系统化的质量管理思维。
今天,我想和大家分享制造业的九大质量工具——APQP、PPAP、FMEA、MSA、SPC、CP、SOP、SIP、PSW。这些工具不是孤立的文档,而是一套环环相扣的质量保障体系,贯穿从产品设计到批量交付的全生命周期。




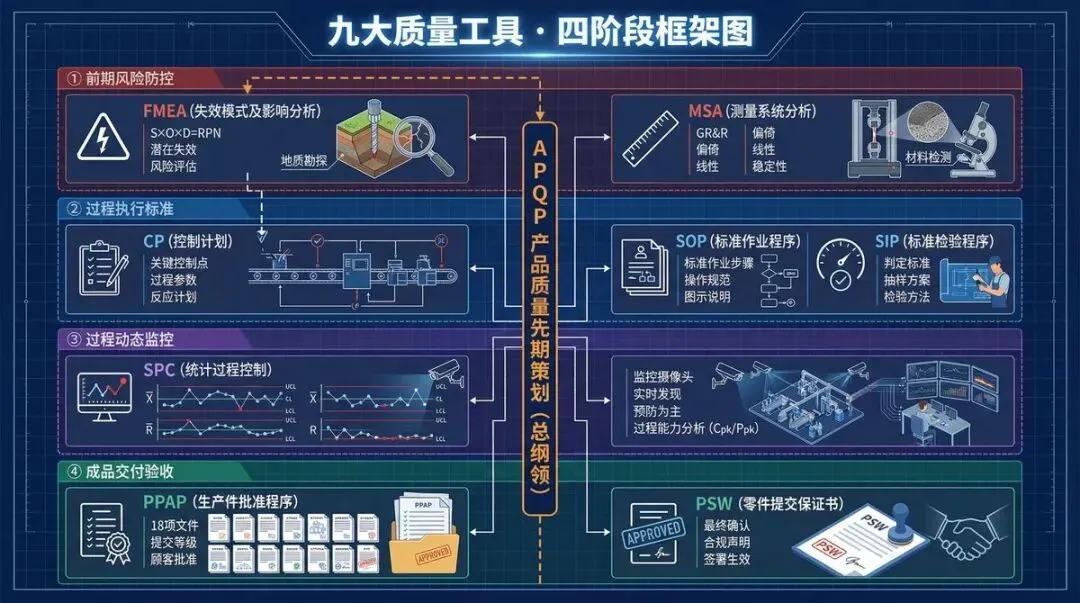
如果把产品开发比作盖房子,那么这九大工具就是从选址规划到竣工验收的全套方案。它们按照功能定位,自然分为四个阶段:
- 前期风险防控(FMEA、MSA):相当于地质勘探和材料检测,在开工前把隐患找出来。
- 过程执行标准(CP、SOP、SIP):相当于施工图纸和操作规范,确保每一步都有章可循。
- 过程动态监控(SPC):相当于全程监理,实时发现问题、及时纠偏。
- 成品交付验收(PPAP、PSW):相当于竣工验收报告,证明房子质量达标、可以交付。
而APQP则是贯穿始终的总纲领,协调各阶段工作、确保流程衔接。



1. APQP:产品质量先期策划
APQP是整个质量体系的”总路线图“。我常跟企业说,很多质量问题的根源在于”边生产边改设计”,而APQP的核心价值就是将问题解决在设计和试产阶段。它将产品开发划分为五个阶段:计划和确定项目、产品设计和开发、过程设计和开发、产品和过程确认、反馈评定和纠正措施。每个阶段都有明确的输出物,确保流程无缝衔接。
2. FMEA:失效模式及影响分析
FMEA是我最推崇的”找坑“工具。它的核心是通过严重度(S)、频度(O)、探测度(D) 三个维度评估风险,计算风险优先级RPN=S×O×D。RPN值越高,越需要优先解决。我见过一家企业,通过FMEA提前发现了一个可能导致批量报废的设计隐患,仅此一项就节省了数百万元的潜在损失。
3. MSA:测量系统分析
MSA解决的是一个容易被忽视的问题:测量工具和方法的可靠性。如果尺子本身不准,再严格的检验也是徒劳。MSA重点分析测量系统的变异,包括同一人重复测量的一致性、不同人测量的一致性、以及工具本身的误差范围。
4. CP、SOP、SIP:过程执行三件套
这三个工具构成了生产现场的执行标准体系。CP(控制计划)是”重点操作清单”,明确关键控制点、控制方法和异常处理措施;SOP(标准作业程序)是员工的”操作说明书”,每一步都要具体可操作;SIP(标准检验程序)是检验的”标准清单”,确保检验工作无遗漏。三者相互配合,让生产过程有章可循。
5. SPC:统计过程控制
SPC是生产过程的”监控摄像头“。它的核心是控制图,将生产数据实时绘制在图上,数据在合理范围内则生产正常,超出范围则立即排查异常。SPC实现了从”事后检验”到”预防为主”的转变,是精益生产的基石。
6. PPAP与PSW:交付验收双保险
PPAP是给客户的”承诺书+体检报告“,包含18项核心输出物,证明供应商具备稳定量产能力。PSW则是PPAP的”核心总结页”,是具有法律效力的承诺函。PPAP分为5个提交等级,等级越高资料要求越详细,企业应根据客户要求和产品风险等级选择合适的提交等级。



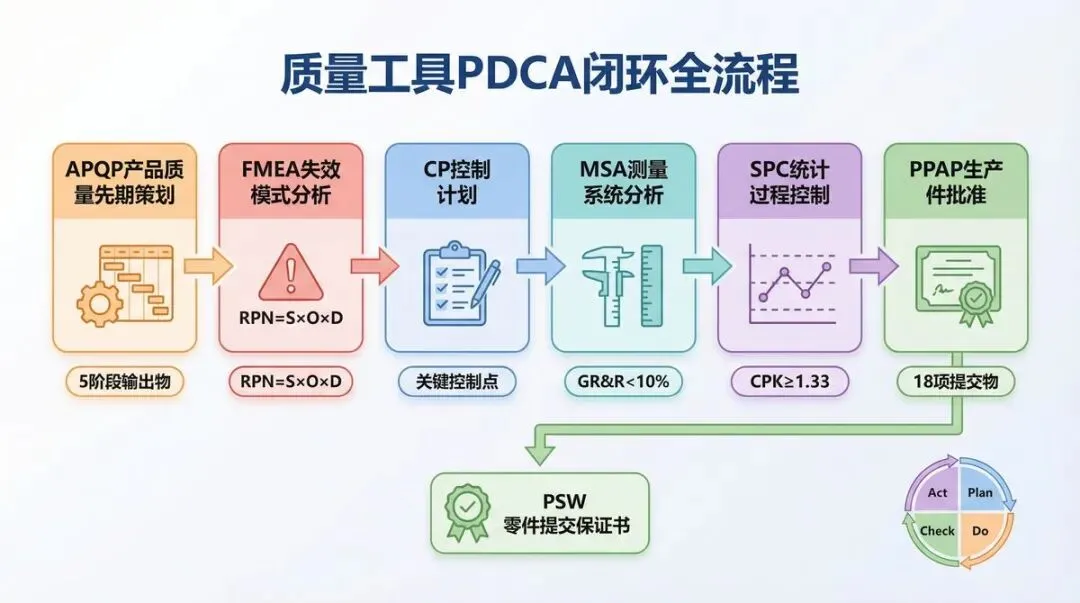
九大工具通过数据交互与反馈形成有机的质量保障体系。其核心逻辑演进为:APQP产品质量策划→FMEA失效模式分析→CP过程控制计划→MSA测量系统分析→SPC统计过程控制→PPAP生产件批准程序,最终通过PDCA持续改进闭环驱动质量提升。
CP、SOP、SIP定位对比
| 工具 | 定位 | 核心关注 |
| CP | 生产重点清单 | 关键控制点、过程参数规格 |
| SOP | 操作说明书 | 标准作业步骤、动作规范与安全 |
| SIP | 检验标准清单 | 判定标准、抽样频率与量具 |
九大质量工具的本质,是一套科学的质量管理方法论,它们的价值在于帮助企业建立系统化的质量思维,将风险控制在萌芽阶段。
记住:质量不是检验出来的,而是设计和制造出来的。希望这篇文章能帮助大家更好地理解和应用这些工具,在质量管理的道路上少走弯路。