 夜雨聆风
夜雨聆风





胶结绝缘接头的使用说明(以施密特MT为例)
钢轨胶结绝缘接头(Glued Insulated
Rail Joint, GIRJ)技术,其核心原理是利用高强度结构胶粘剂,将钢轨端部、绝缘夹板和绝缘端片等部件粘接成一个坚固的整体结构。这项技术巧妙地解决了传统螺栓接头在机械强度和电气绝缘之间的矛盾。
综上所述,胶结绝缘接头技术通过化学粘接、机械固化和电气密封的协同作用,创造了一个既坚固又绝缘的“准无缝”接头,是现代铁路实现高平顺性、高安全性和低维护成本的关键技术之一。
一、胶结绝缘接头介绍
钢轨胶接绝缘接头,是轨道电路的重要组成部分,广泛应用于道岔区间和无缝线路。
二、胶结绝缘接头性能要求
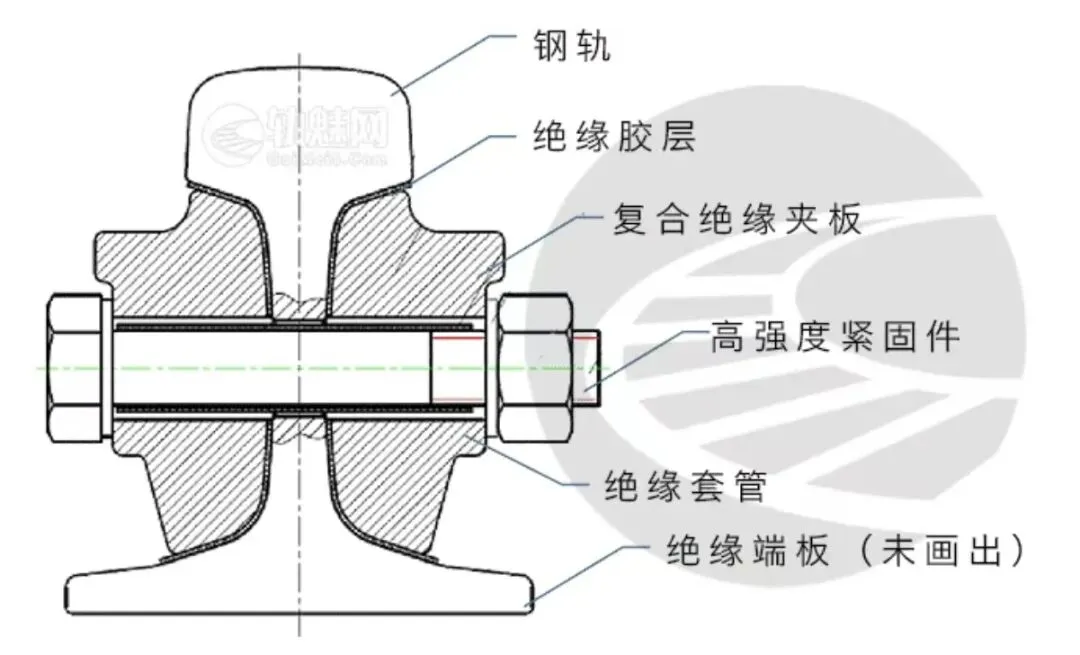
胶结绝缘接头的构成,在工厂内采用玻璃纤维布、胶、金属夹板粘接成为复合绝缘夹板,在施工现场,采用复合绝缘夹板、高强度紧固件、绝缘套管、绝缘端板、胶粘剂将两段钢轨连接成为一体。保证接头部位抗拉强度满足无缝线路温度力变化要求,保证接头部位绝缘性能满足轨道电路要求,保证接头有足够的强度和抗老化性能。

三、胶结绝缘安装技术标准
下面以施密特MT胶结绝缘接头为例进行具体过程阐述。
1.钢轨伤损检查
有伤钢轨、高低错牙或螺孔间距超过0.5mm的钢轨、相邻钢轨的轨腰厚度绝对差大于0.6mm,轨端不密贴的钢轨,不经整修或锯切不得胶粘。现场制作胶接绝缘接头所用钢轨,不得有硬弯和伤损(含机械伤损)。使用再用轨时需对其进行探伤检查,确保内部不得有裂纹。如需切割钢轨,应全断面垂直锯断且保证切割面光滑无毛刺,钢轨胶接端的端面垂直度偏差及水平偏差不超过0.15mm。
2.轨端打眼、倒棱
螺栓孔位置、孔距及孔径必须符合允许误差标准;轨头端面及螺栓孔应倒棱,倒棱宽度1mm×45°。严禁使用砂轮机进行螺栓孔倒棱。
3.钢轨及夹板打磨抛光
在距轨端450mm的范围内对钢轨轨头下鄂、轨腰、轨底上腹进行打磨,彻底清除铁锈等污物,显示出既有金属色表面;用百叶抛光片打磨夹板,除掉其表面的保护膜;遇阴雨、潮湿天气,打磨后还需对钢轨和夹板烘烤(温度300C-400C为宜),干燥处理。
4.对轨
两端钢轨对齐后安装绝缘工字片,并用拉伸机压紧绝缘工字片;两边的钢轨,用1m直尺测量,轨顶严禁低凹,凸起不得大于0.3mm,上下左右错牙不得大于0.3mm。工字片压紧后应和轨面平齐,低于轨面不得超过0.3mm,严禁凸出,如有突出,需进行打磨处理。
5.绝缘套管及夹板试装
夹板试装时,六个绝缘套管及接头螺栓要全部穿上进行试装,保证胶接绝缘接头安装和胶接成功。在试装完成后应拆下夹板。
6.胶泥合成
试装完成后,将混合剂、固化剂按先后顺序倒入填充材料搅拌合成胶泥。
注意事项:
a.在试装完成后才能开盖进行胶泥混合和搅拌,搅拌完成后必须立即使用;不能使用凝固和过期的固化剂;
b.合成胶泥不能接触到水分;
c.在强烈的阳光照耀下制作时,搅拌和涂抹合成胶泥需在遮阳伞下进行;
d.MT接头胶泥固化时间见下表,其他类型合成胶接材料按其技术说明办理。
MT合成胶泥固化时间
温度(℃) 0 10 20 30 40
时间(min) 65 22 16 12 8
7.安装
用铲刀将合成胶泥均匀涂抹在两块绝缘夹板的表面后,要求全覆盖。将绝缘套管放入螺栓孔内再进行安装。安装时,绝缘夹板中心和绝缘工字片对齐。用扭力矩扳手按照由内到外的顺序拧紧接头螺栓,保证扭力矩达到1100N·m-1200N·m。第一次紧固完成后用胶泥填满挤实夹板四边的缝隙,防止雨水和潮气侵蚀夹板内部,全部上紧后,需对挤出的胶泥进行处理,确保外观良好。
安装过程注意事项如下:
a.从涂抹胶泥、粘接夹板到拧紧接头螺栓(禁止用普通扳手拧紧螺栓) 、二次复拧接头螺栓,必须在胶泥固化时间内完成。
b.穿上螺栓后,清理螺纹内的胶泥,防止沾上合成胶泥后接头螺栓不易紧固。
c.合成胶泥达到最终硬度时,需复紧接头螺栓,必须保证扭力矩达标。
8.胶泥及轨面清理
复紧完成后清理干净夹板外观上多余的胶泥,并修整钢轨作用面。安装完成后两胶接轨端面垂直、水平错牙均不得超过0.3mm。
9.电务检测
绝缘接头胶结完成后,应对其绝缘性能进行检测,干燥状态下测量,两轨端间、轨与夹板之间电阻值均不得小于15Ω。