 夜雨聆风
夜雨聆风





超声波清洗:PVD工具镀膜前的“生死防线”
在PVD(物理气相沉积)工具镀膜的全流程中,镀膜前的工件清洗环节看似简单,却直接决定着最终涂层的质量与性能。而超声波清洗凭借其独特的清洁原理和高效的去污能力,已成为PVD工具镀膜前处理中不可或缺的关键工艺。本文将深入解析超声波清洗在PVD工具镀膜中的应用价值、技术细节及实际效果,揭示这一“生死防线”如何为高质量涂层保驾护航。
一、为什么PVD工具镀膜前必须“极致清洁”?
PVD涂层与工具基体的结合力是衡量镀膜质量的核心指标之一,而影响结合力的关键因素,正是基体表面的清洁度。工具在加工、存储和运输过程中,表面难免会附着各种污染物,这些“隐形杀手”若不彻底清除,将直接导致涂层缺陷:
– 油污与切削液残留:工具在切削加工后,表面常残留矿物油、乳化液等油污,这些有机物会在镀膜过程中受热挥发或分解,在涂层与基体之间形成气泡或空隙,导致涂层剥落。
– 金属碎屑与磨粒:研磨、抛光等工序会在工具表面留下细小的金属粉末或磨料颗粒,若未清除,镀膜时会被包裹在涂层内,形成“杂质点”,降低涂层硬度和耐磨性。
– 氧化层与锈蚀:长时间暴露在空气中,工具表面可能形成氧化膜或轻微锈蚀,这层疏松的氧化层会阻碍涂层与基体的原子级结合,导致结合力下降。
– 指纹与水渍:操作人员的指纹(含油脂、盐分)或清洗后的残留水渍,会在表面形成局部污染,导致镀膜后出现“斑点”或“色差”。
对于精度要求极高的刀具、模具等工具,哪怕是微米级的污染物,都可能导致涂层性能大幅衰减。PVD前处理(超声波清洗)绝不是可有可无的步骤,而是决定涂层成败的关键环节。只有通过超声波清洗达到“无油、无屑、无氧化、无残留”的严苛标准,才能为后续镀膜奠定坚实基础。
二、超声波清洗的原理:微观世界的“强力去污术”
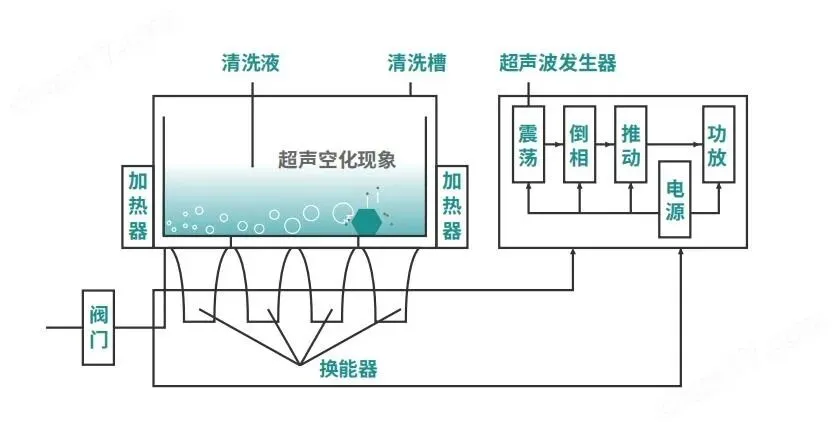
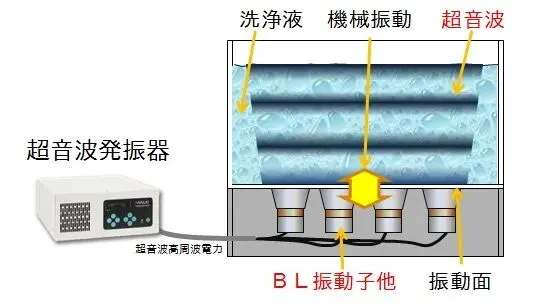
超声波清洗的核心原理是利用高频声波在液体中产生的“空化效应”,实现对工件表面的深度清洁。具体过程可分为三个关键步骤:
1. 空化泡的产生:超声波发生器将电能转化为高频机械振动(通常频率为20kHz-1MHz),通过换能器传递到清洗槽的液体中。声波在液体中传播时,会产生交替的压缩和拉伸区域,拉伸时液体中形成大量微小的真空气泡(空化泡)。
2. 空化泡的崩溃:当声波进入压缩阶段,空化泡在压力作用下迅速收缩、破裂(崩溃),瞬间产生局部高温(可达数千摄氏度)和高压(可达数百大气压),并伴随强烈的微射流和冲击波。
3. 去污作用:微射流以每秒数百米的速度冲击工件表面,能深入到工具的缝隙、凹槽、盲孔等传统清洗方式难以触及的区域,将油污、碎屑等污染物从表面剥离并分散到清洗液中,实现全方位、无死角清洁。
与传统的手工擦拭、喷淋清洗、浸泡清洗相比,超声波清洗的优势显而易见:清洁效率提升3-5倍,且能去除微米级甚至纳米级污染物,尤其适合复杂形状的工具(如钻头的螺旋槽、模具的型腔、齿轮刀具的齿面)。
三、超声波清洗在PVD工具镀膜中的具体应用流程
PVD工具镀膜前的超声波清洗并非单一工序,而是一套根据污染物类型设计的“多槽联动”工艺,通常包括预清洗、主清洗、漂洗和干燥四个阶段,每个阶段的参数设置都需精准把控。
(一)预清洗:去除大量油污与可见杂质
目的:清除工具表面的重油污、切削液和较大颗粒碎屑,为后续精细清洗减负。
工艺参数:
– 清洗液:碱性清洗剂(如氢氧化钠、碳酸钠复配溶液)或中性除油剂,pH值控制在8-10,温度50-60℃(高温可增强油污溶解能力)。
– 超声波频率:20-25kHz(低频声波空化效应强,适合去除重油污)。
– 清洗时间:5-10分钟,根据油污程度调整。
典型场景:新加工的高速钢铣刀,表面残留大量切削油,经预清洗后,可见油污基本消失,表面呈现金属本色。
(二)主清洗:深度去除微观污染物与氧化层
目的:清除残留的细小油污、金属粉末、氧化皮等,实现表面“分子级清洁”。
工艺参数:
– 清洗液:去离子水+专用金属清洗剂(含表面活性剂、螯合剂),或根据需求使用弱酸性溶液(如柠檬酸,用于去除氧化层)。
– 超声波频率:40-60kHz(高频声波空化泡更小,适合精细清洗,避免对工具表面造成损伤)。
– 清洗时间:10-15分钟,复杂形状工具可延长至20分钟。
关键作用:通过高频振动,破坏工具表面氧化层与基体的结合力,使氧化皮脱落;同时,清洗剂中的螯合剂能吸附金属离子,防止二次污染。
(三)漂洗:清除残留清洗剂,避免二次污染
目的:去除工具表面附着的清洗剂残留,防止其在后续干燥或镀膜过程中形成斑点。
工艺参数:
– 清洗液:纯去离子水(电导率≤10μS/cm),避免水中的钙、镁离子残留。
– 超声波频率:60-80kHz(高频清洗可减少水痕残留)。
– 清洗时间:3-5分钟,通常采用1-2槽串联漂洗,确保彻底无残留。
注意事项:漂洗后的工具需立即进入干燥环节,避免长时间暴露在空气中导致二次氧化。
(四)干燥:快速去除表面水分,防止锈蚀
目的:彻底去除工具表面的水分,避免干燥过程中形成水渍或锈蚀。
常用方式:
– 热风干燥:在60-80℃热风循环中干燥5-10分钟,配合倾斜放置工具,促进水分滴落。
– 真空干燥:适用于精密工具,在真空环境下加热(40-50℃),水分快速蒸发,避免氧化。
– 异丙醇脱水:对要求极高的工具,可先浸泡异丙醇(与水互溶),再热风干燥,减少水痕。
关键指标:干燥后的工具表面应无任何水渍、斑点。
四、超声波清洗对PVD涂层性能的关键影响
大量实践表明,超声波清洗的质量直接决定了PVD涂层的最终性能,尤其是在结合力、均匀性和耐磨性三个核心指标上表现显著。
(一)提升涂层结合力,减少剥落风险
PVD涂层与基体的结合依赖于原子间的扩散与化学键合,若基体表面存在污染物,会形成“物理隔离层”。
原理在于:超声波清洗去除了表面油污和氧化层,使基体金属原子直接暴露,镀膜时与涂层原子形成更紧密的冶金结合。
(二)保证涂层均匀性,避免局部缺陷
而超声波清洗能清除缝隙中的杂质,使工具表面各区域粗糙度均匀,镀膜时离子沉积更一致。
(三)延长涂层使用寿命,提升工具性能
清洁的表面能减少涂层内部的应力集中点。当工具表面存在微颗粒时,涂层在该位置易形成微裂纹,使用过程中裂纹扩展会导致涂层提前失效。
五、超声波清洗的工艺优化与常见问题解决
要充分发挥超声波清洗的效果,需根据工具材质、形状和污染物类型优化工艺,同时规避常见误区。
(一)工艺优化要点
1. 频率选择:低频(20-25kHz)适合重油污、大颗粒清洗,高频(40-80kHz)适合精细清洁和复杂结构;可采用“双频复合”模式(如28kHz+40kHz),兼顾去污力与精细度。
2. 功率密度:一般控制在0.5-1.5W/cm²,功率过高可能导致工具表面“空化腐蚀”(尤其对铝、铜等软质金属),功率过低则去污力不足。
3. 清洗液更换:定期检测清洗液浓度(如碱性除油剂的pH值),当油污含量过高时及时更换,避免污染物二次附着。
4. 工具摆放:使用专用工装固定工具,避免相互接触(防止碰撞损伤),确保所有表面都能接触清洗液和声波。
(二)常见问题及解决方案
清洗后表面有划痕 清洗液中杂质颗粒过多,或工具相互碰撞 增加过滤装置,使用分隔工装固定工具
涂层结合力仍偏低 氧化层未彻底去除,或漂洗残留清洗剂 增加弱酸性清洗步骤,延长漂洗时间
复杂部位仍有油污 超声波能量未传递到缝隙深处 优化工装角度,采用旋转清洗架,提升低频清洗时间
干燥后有水痕 漂洗水质差,或干燥速度过慢 使用高纯度去离子水,提高热风温度或采用真空干燥
六、结语:生死防线,不容小觑
在PVD工具镀膜的链条中,超声波清洗虽处于前端,却如同为涂层与基体搭建了一座“稳固的桥梁”。它以微观层面的精准清洁,保障了宏观层面的涂层性能,是实现高效、高质量镀膜的前提。
随着PVD技术向更高精度、更高性能方向发展(如超硬涂层、纳米多层涂层),对基体表面清洁度的要求将愈发严苛。超声波清洗技术也在不断升级,如引入兆赫兹级高频声波、智能浓度监控系统等,未来将在PVD工具镀膜中发挥更重要的作用。
对于PVD从业者而言,必须深刻认识到前处理(超声波清洗)不是可有可无的辅助工序,而是决定涂层成败的生死防线。只有重视超声波清洗工艺,不断优化参数,才能让每一层涂层都“扎根牢固、性能卓越”,最终为工具赋予更长的寿命和更高的效率。