 夜雨聆风
夜雨聆风





常用工具:游标卡尺 vs 千分尺,测量精度与使用场景
一、精度 PK:0.01mm vs 0.001mm,差在哪?
🔧 游标卡尺:中等精度的 “多面手”
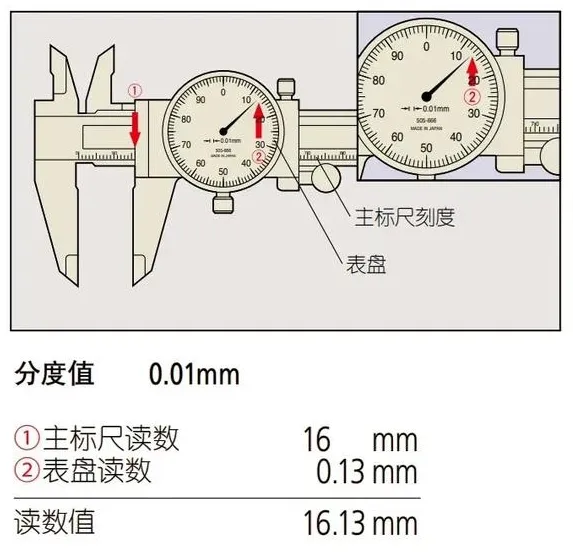
- 核心精度:常见 0.02mm(工业主流)、0.01mm(高精度款),部分数显款可达 0.005mm
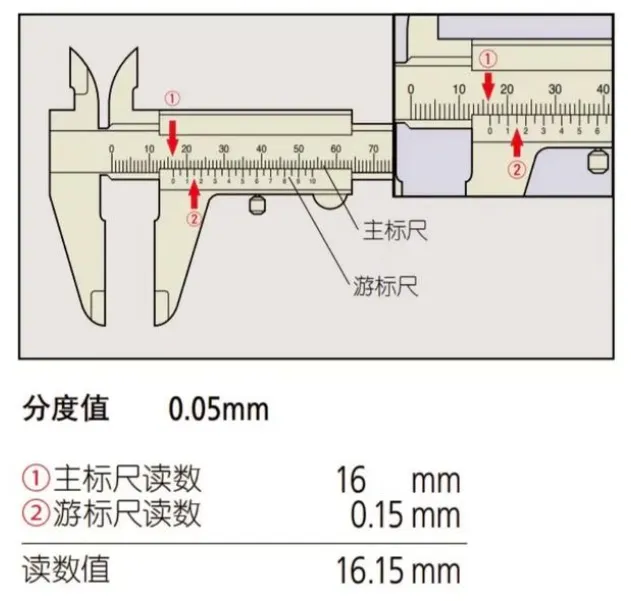
- 精度原理:通过主尺 + 游标刻度叠加读数,比如 0.02mm 款的游标每格比主尺少 0.02mm,靠对齐刻度计算差值
- 关键特点:精度足够满足大部分工业需求,读数速度快,无需复杂操作
🔬 千分尺:高精度的 “偏执狂”
- 核心精度:固定 0.001mm(即 1μm),是机械测量的 “精度天花板”
- 精度原理:利用螺旋测微器原理,螺杆每转一圈前进 0.5mm,配合微分筒的 50 格刻度,每格对应 0.01mm,再估读一位到 0.001mm
- 关键特点:精度是卡尺的 10 倍,但读数需更细致,测量力需控制均匀
二、场景适配:什么时候用卡尺,什么时候用千分尺?
📏 游标卡尺的 “主场”:范围广、效率高
- 测量维度多:可测外径、内径、深度、台阶(比如轴承内径、零件台阶高度、孔深)
- 工件尺寸适中:常见量程 0-150mm/0-300mm,适合中等尺寸零件(比如手机中框、机械轴套)
- 精度要求中等:
- 机械加工粗加工 / 半精加工检测
- 装配时快速匹配零件尺寸
- 日常维修、教学实验等场景
- 典型案例:测电机轴外径(要求 ±0.05mm)、塑料外壳孔径(要求 ±0.1mm)
🎯 千分尺的 “专属区”:高精度、小范围
- 测量维度单一:主要测外径、厚度(部分可测内径,但操作复杂)
- 工件尺寸小巧:常见量程 0-25mm/25-50mm,适合微小零件(比如螺丝丝径、薄片厚度)
- 精度要求严苛:
- 精密零件精加工检测(比如机床主轴、光学零件)
- 实验室数据校准、产品质检终检
- 超小公差零件测量(公差≤±0.01mm)
- 典型案例:测弹簧钢丝直径(要求 ±0.005mm)、芯片引脚厚度(要求 ±0.002mm)

三、核心对比 & 选择指南
|
对比维度 |
游标卡尺 |
千分尺 |
|
测量精度 |
0.01-0.02mm(数显款可达 0.005mm) |
0.001mm(固定精度) |
|
测量范围 |
广(0-150/300/500mm 等) |
窄(0-25/25-50mm 等,需换规格) |
|
测量功能 |
外径 / 内径 / 深度 / 台阶(多功能) |
主要测外径 / 厚度(单功能) |
|
操作难度 |
低(快速读数) |
中(需控制测量力、估读) |
|
适用公差 |
≥±0.01mm |
≤±0.01mm |
|
价格区间 |
几十 – 几百元(数显款稍贵) |
几百 – 几千元(精密款价格较高) |
✨ 选择逻辑:先看公差,再看场景
- 若公差≥±0.02mm,且需要测内径 / 深度 → 直接选游标卡尺(效率优先)
- 若公差≤±0.01mm,且仅测外径 / 厚度 → 必须用千分尺(精度优先)
- 若零件尺寸 > 50mm,即使公差严 → 选大行程数显卡尺(千分尺无对应规格)
- 日常维修 / 教学 → 游标卡尺(性价比高、用途广)
- 产品质检 / 精密加工 → 千分尺(数据精准、可追溯)
四、实用小技巧(避坑指南)
- 无论用哪种工具,测量前必须校准:卡尺查零刻度对齐,千分尺查零位偏差
- 千分尺测量时,用棘轮装置控制测量力(避免压伤工件或读数偏差)
- 测软质材料(比如橡胶、塑料)→ 用卡尺(千分尺压力易导致变形)
- 测微小零件(比如 φ1mm 以下丝径)→ 用千分尺(卡尺精度不足)
- 下期内容:机械设计:弹簧选型的 3 个核心参数(线径 + 中径 + 圈数)