 夜雨聆风
夜雨聆风





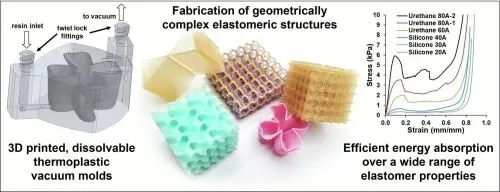
3D打印可溶解模具,43%可复位效率!
点击上方↑模具工业,关注我们吧

1
研究背景与创新点
弹性体结构型能量吸收体在头盔护垫、车辆衬垫等领域应用广泛,3D打印中的熔融丝材制造(FFF)因成本、速度和分辨率优势被广泛使用,但受限于耗材特性,难以制造低硬度弹性体,材料性能范围远小于传统可浇铸弹性体树脂。现有可溶解模具研究缺乏通用性,无法适配真空注入和多材料铸造。
创新点:利用FFF打印水溶性丁二酚乙烯醇共聚物(BVOH)可溶解模具,结合真空铸造技术,实现多种几何复杂、材料多样的弹性体能量吸收体制造,其特征分辨率优于直接FFF制造,且兼容多材料铸造。
图形摘要
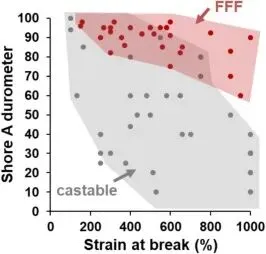
图1。Ashby绘制的Shore A硬度计及弹性体通过FFF打印的断裂伸长与树脂铸造模型的对比图。
2
实验方法
1.材料与基础实验:选用BVOH等多种模具材料及聚氨酯、硅胶、环氧树脂等可浇铸树脂,通过膨胀实验筛选出对树脂兼容性最好的水溶剂,通过溶解实验确定BVOH在70℃水中溶解效果最佳。
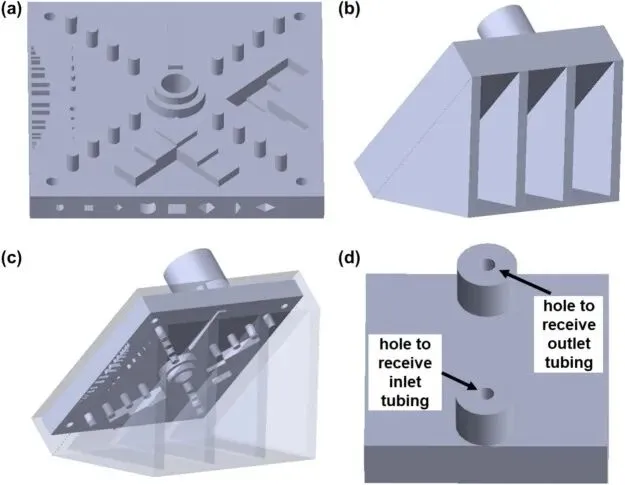
图2。测试工件模具设计 (a) 测试工件,(b) 3D打印模具的外部视图,(c) 测试工件在模具内的朝向,(d) 显示入口(底部)和出口(顶部)端口的位置前视图。
2.模具设计与打印:设计测试工件模具、互穿四面体晶格、Iroko圆柱形壳体等多种模具,采用Prusa MK4打印机打印BVOH模具,优化打印参数。
3.树脂制备与浸渍:采用真空输注装置填充树脂,部分样品添加染料区分多材料,泡沫树脂直接填充无需真空。
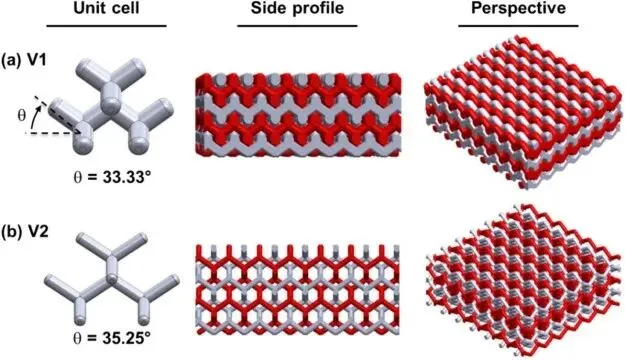
图3。评估了穿透四面体晶格几何形状:(a) V1 支柱构件角度较浅,空隙空间较小,桁架直径较大;(b) V2 支柱构件角度更陡,空隙空间较大,桁架直径较小。
4.模具溶解与性能测试:树脂固化后用70℃水溶解模具,通过准静态压缩测试(MTS载荷架)和落塔冲击测试(CEAST 9350系统)表征样品性能,对比直接FFF打印与铸造样品的表面质量。
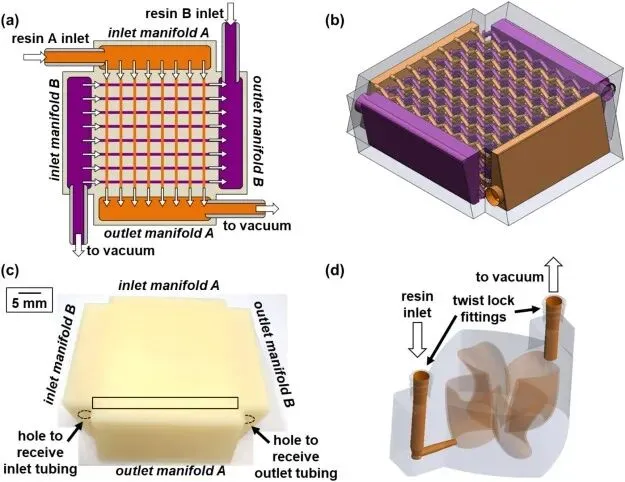
图4。(a) IPL模具设计的通用方案,展示了每个晶格与其各自进出口歧管的连接,(b) V2晶格CAD渲染的横截面,(c) 3D打印的BVOH V2模具,(d) Iroko模具CAD渲染图。
3
研究结果
1. 模具与样品精度:铸造测试工件可复现模具细节,特征偏差略高于直接打印BVOH,但分辨率限制源于模具打印技术而非铸造工艺。
2. 互穿晶格性能:V1(高密度)和V2(低密度)晶格特征清晰,多材料无混合;V2晶格能量吸收效率高于V1,可复位V2晶格最高效率达43%,含SC-15环氧的晶格效率最高但不可逆。
3. Iroko壳体性能:应力–应变曲线呈稳定力平台,20A硅胶壳体效率最高达49.6%,效率在宽硬度范围内保持稳定。
4. 其他结构与表面质量:成功制造泡沫聚氨酯晶格、陀螺晶格等多种结构;铸造弹簧表面质量和几何分辨率显著优于直接FFF打印样品,溶剂平滑可改善表面层线。
4
未来展望
研究实现了增材制造与可浇铸树脂的结合,拓展了能量吸收体的材料选择范围。
未来可开发多材料可溶解模具,采用正交且选择性溶解方式,使不可打印树脂紧密接触,制造几何更复杂的多材料物体。
可将该技术应用于小中批量复杂或定制结构制造,如产品原型、旧部件维修替换等,结合计算建模与优化方法,进一步提升能量吸收体性能,探索材料梯度设计等新方向,推动其在更多工程领域的应用。
https://www.sciencedirect.com/science/article/pii/S0264127526000134?via%3Dihub

《模具工业》杂志不接受任何代理方式投稿,敬请作者访问网站投稿https://mjgy.cbpt.cnki.net/
订阅杂志请加发行部QQ2762515535或致电0773-5888375垂询