 夜雨聆风
夜雨聆风





如何将PQR中的焊接参数转换为WPS

将PQR(焊接工艺评定报告)中的焊接参数转换为WPS(焊接工艺规程),是焊接工程师的日常工作。然而,这项看似常规的任务,长期困扰着行业:现行主流标准并未给出清晰、可操作的转换规则。
标准只说“WPS参数不得超过PQR验证的范围”,却不告诉你:多道焊中打底、填充、盖面参数差异悬殊,到底以哪一道为准?是取最大值、平均值,还是分组处理?标准规定“增加热输入为补充变素”,却不说明以什么为基准,是平均值还是极值?更隐蔽的问题是:PQR中最高层间温度或最大热输入对应的焊道,很可能根本没有被冲击试样覆盖,直接将其写入WPS,等于用未经检验的极端条件指导生产,存在实实在在的韧性风险。
这些模糊地带,导致工程师在实际操作中各行其是,审核时争议不断,甚至埋下质量隐患。本文不追求面面俱到,而是聚焦于多道焊场景下的参数转换,直面标准缺失的灰色地带,结合行业通行做法和多标准对比,提出一套可追溯、可落地、有风险意识的方法论。希望能为正在为此困惑的同仁提供清晰的指引。
一、核心原则:WPS范围必须被PQR验证有效覆盖
无论采用哪个标准,有一条铁律不可违背:WPS中规定的任何参数及其允许变化范围,必须在PQR试验实际记录的参数范围内(或标准明确允许扩展的范围内),并且所验证的性能(尤其是冲击韧性)必须覆盖WPS拟使用的极端条件。
PQR记录的是一系列焊道的实测值,而WPS需要给出允许的范围。这个范围的确定需要工程判断,但不能超出评定所验证的安全边界。

二、多道焊的难题:为什么不能简单取极值或平均?
当PQR包含打底、填充、盖面等多个焊道时,各道的电流、电压、焊速往往差异显著:
-
打底:小电流、慢速度,热输入可能偏高
-
填充:大电流、中等速度,热输入适中
-
盖面:中等电流、稍慢速度,注重成形
简单取所有焊道的极值会导致WPS范围过宽,失去工艺针对性(例如打底的慢速与填充的高速混合后,范围大到实际无法稳定焊接)。只取最大热输入道又无法覆盖其他焊道的合理参数(如打底的低电流)。
行业通行做法:按焊道功能分组,每组内独立处理。

每组内的焊道具有相似的工艺目的和参数分布,因此应当在组内进行统计处理,而不是全局混在一起。
三、标准差异:不同体系对参数变化的规定
这是转换中最容易出错的环节。下表总结了四大标准体系的差异,尤其是热输入的限制,各标准间存在本质区别。
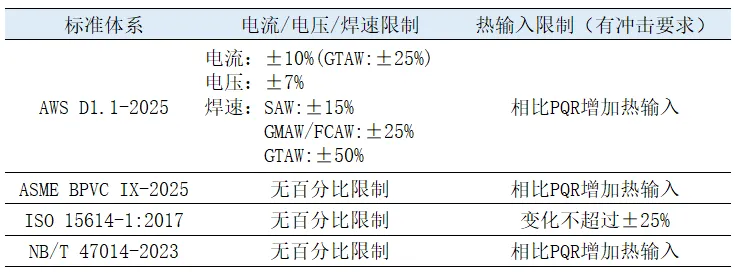
基准问题:标准确实没说清楚
需要直面的事实:以上所有标准均没有明确写出“以算术平均值为基准”或“以最大/最小值为基准”这样的条款。标准原文中使用的“试板焊接值”等表述,在多道焊场景下存在歧义,究竟是哪一道的数值?标准制定者可能默认工程师会取“代表值”,但并未强制规定。
因此,基准的选择必须由工程师在WPS中自行定义并书面明确,这是规避审核争议的关键。
四、推荐的转换流程(四分组 + 明确基准 + 极值截断)
以下方法根据不同标准调整热输入的处理方式,并要求明确注明基准。
-
步骤1:焊道分组
将PQR中的每一道按顺序归入打底、热焊、填充、盖面 四组。
-
步骤2:计算每组的统计量
对每组分别计算算数平均值:电流、电压、焊速和热输入
-
步骤3:根据采用的标准确定扩展规则
参考AWS D1.1中的电流、电压和焊速的扩展规则
-
步骤5:热输入范围确定
根据采用的标准确定热输入的扩展规则
五、预热温度与层间温度的转换:警惕“未检验的最差条件”
5.1 预热温度:相对简单,但有底线
转换原则:
-
PQR记录焊前预热温度(通常为固定值或范围)。
-
WPS中规定最低预热温度,综合PQR实际预热温度再降低55℃ (如ASME BPVC IX) 或者依据ISO TR 17844: 2004 或 AWS D1.1-2025 附录B计算出的预热温度,两者中的较高值。
示例:
-
PQR中预热温度为100℃ → 依据标准可以再降低55℃,即45℃ → 根据产品工件厚度等条件,按照使用标准计算值为90℃ →WPS写“最低预热温度:≥90℃”。
-
PQR中预热温度为100℃ → 依据标准可以再降低55℃,即45℃ → 根据产品工件厚度等条件,按照使用标准计算值为30℃→WPS写“最低预热温度:≥45℃”。
由于实际预热温度测量也存在某种程度上的误差,在很多业主规格书中,仅允许预热温度为PQR中的预热温度。并不采纳标准规范中的可以再降低55℃的条款规定。以避免焊接冷裂纹的发生。
5.2 层间温度:传统做法存在的漏洞
传统做法:取PQR中所有焊道焊接前的最高层间温度作为WPS的允许上限。
漏洞:力学性能试样(尤其是冲击试样)通常取自焊缝的特定位置(如板厚中心、最后焊道下方)。这些位置对应的焊接过程,可能是在较低的层间温度下完成的。而PQR中出现的最高层间温度(例如最后几道填充时达到200℃),其对应的焊缝金属可能根本没有被取样进行力学性能检验。
换言之:PQR只证明了“在较低层间温度下焊接的接头性能合格”,并未证明“在最高层间温度下焊接的接头性能同样合格”。
由此,在很多业主规格书中,仅允许WPS使用PQR中的最高层间温度,并不采纳标准规范中的可以再提高55℃的条款规定(如ASME BPVC IX 条款QW-406.3)。这在很大程度上能够规避此类质量风险。
5.3 热输入的类似漏洞
热输入也存在完全相同的逻辑问题:
-
PQR中最大热输入可能出现在某一道填充焊(例如为了控制熔宽而减慢速度)。
-
但冲击试样通常取自焊缝中心或热影响区,该位置可能对应的是中等热输入的焊道区域。
-
如果最大热输入的焊道没有被取样检验,那么WPS中允许同样高的热输入就没有直接的验证依据。
虽然标准不允许热输入超过PQR最大值,但若该最大值对应的焊道并未被冲击试样覆盖,那么这个限制实际上也失去了验证基础。
5.4 工程上的补救措施
不同材料的焊接性并不相同,焊接参数对接头的冲击韧性、硬度等影响也较为复杂。现实中很难直接规定“以冲击试样取样位置的焊道参数为基准值”等诸如此类的要求。这也是为什么建议采用分组焊道的热输入平均值的原因,很大程度上就能够避免潜在的质量风险。
六、完整示例
PQR填充组焊道数据(共4道,有冲击要求):
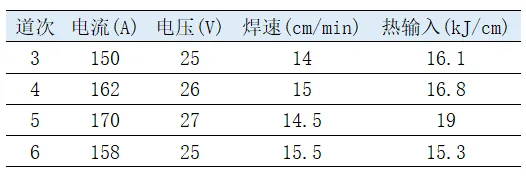
按照AWS D1.1 计算WPS中的焊接参数:
-
电流平均值=160A,±10%,最小值144,最大值176
-
电压平均值=25.75V,±7%,最小值24,最大值27.5
-
焊速平均值=14.75cm/min,±25%,最小值11.1,最大值18.4
-
热输入平均值=16.8 kJ/cm,最大值=16.8
七、工程实践建议
标准的模糊性并非疏忽,而是为了给工程师留出合理的判断空间。然而,这种模糊也带来了执行层面的不一致和潜在的技术风险,尤其是层间温度和热输入的“未检验最差条件”问题,以及不同标准对热输入是否允许升高的根本性差异。
作为焊接工程师,应当能够平衡标准要求和质量风险控制:
-
明确所采用的标准版本,理解其对不同参数的限制逻辑。
-
建立内部转换规程,统一分组方法(Root/Hot Pass/Fill/Cap)、基准(平均值)、扩展系数及截断规则。
-
制定WPS时存档转换说明,增加可追溯性,必要时可以减少审核争议。
-
警惕取样位置与极值参数的不对应风险,对于韧性要求高的场合,主动收紧层间温度和热输入的上限,或补做针对性评定。
八、写在最后
本文围绕多道焊PQR向WPS参数转换的工程难题,从四个层面进行了系统梳理,包括:焊道分组是基础、标准差异必须分清、计算基准需要明确和警惕“未检验的最差条件”。
一套严谨的WPS不仅依赖于PQR数据,更依赖于工程师对标准的准确理解、对数据的科学归纳以及对潜在风险的主动识别。
希望本文提供的思路与方法,能够帮助同行在标准未及的灰色地带中,做出合理、可追溯、经得起审核的工程判断。
本文为个人技术分析,欢迎焊友们留言交流。
如果觉得有用,可以关注本公众号,后续会持续分享焊接技术干货。