
文档内容
[注:天一文化专有版权,未经许可不可转发或复印传播]
4.9 冶炼设备安装技术
2024年 2023年 2022年
4.9
冶炼设备 单选 多选 案例 单选 多选 案例 单选 多选 案例
安装技术
2 18 1 1
4.9.1 炼铁设备安装技术
4.9.2 炼钢设备安装技术
4.9.3 轧机设备安装技术
4.9.4 空分与制氧设备安装技术
4.9.5 炉窑砌筑施工技术
4.9.1 炼铁设备安装技术[注:天一文化专有版权,未经许可不可转发或复印传播]
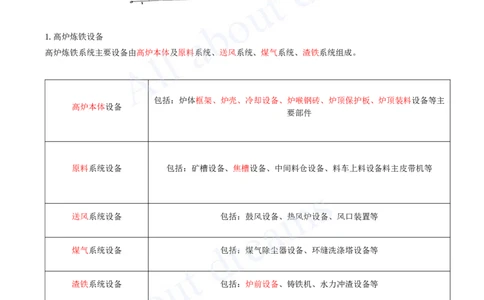
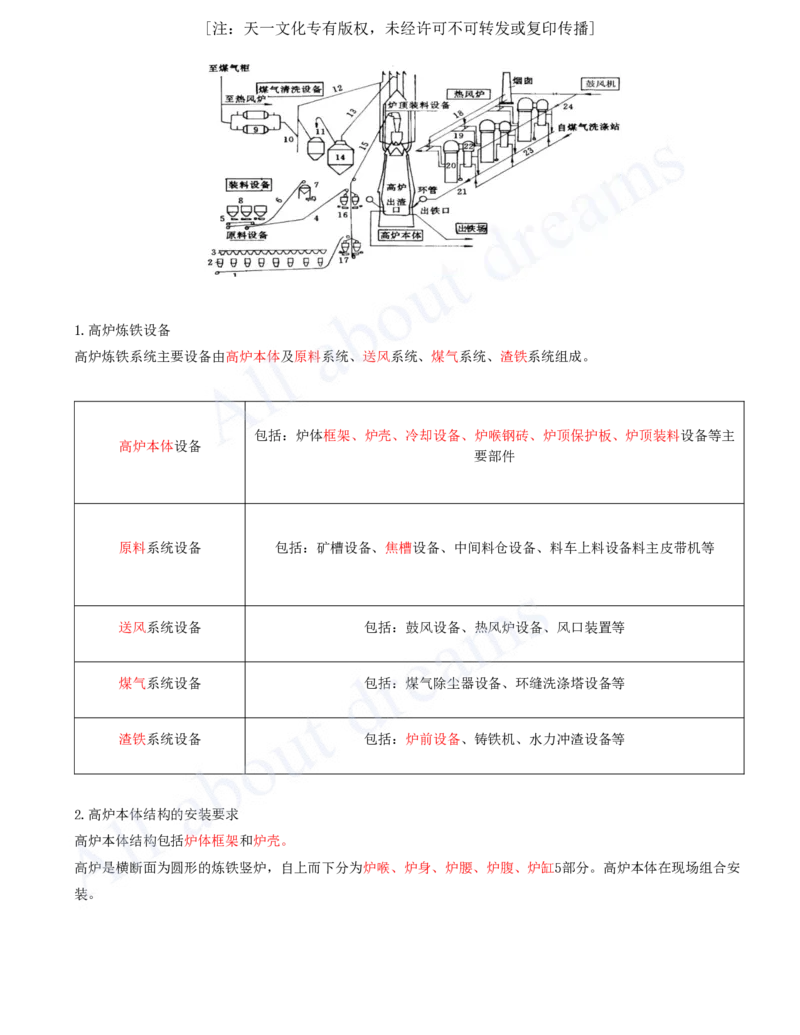
1.高炉炼铁设备
高炉炼铁系统主要设备由高炉本体及原料系统、送风系统、煤气系统、渣铁系统组成。
包括:炉体框架、炉壳、冷却设备、炉喉钢砖、炉顶保护板、炉顶装料设备等主
高炉本体设备
要部件
原料系统设备 包括:矿槽设备、焦槽设备、中间料仓设备、料车上料设备料主皮带机等
送风系统设备 包括:鼓风设备、热风炉设备、风口装置等
煤气系统设备 包括:煤气除尘器设备、环缝洗涤塔设备等
渣铁系统设备 包括:炉前设备、铸铁机、水力冲渣设备等
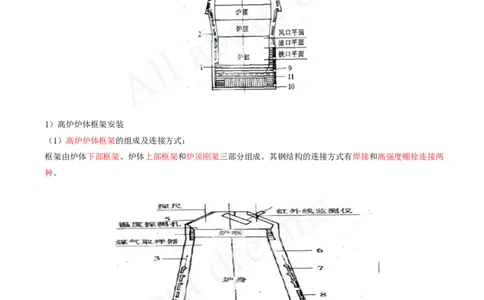
2.高炉本体结构的安装要求
高炉本体结构包括炉体框架和炉壳。
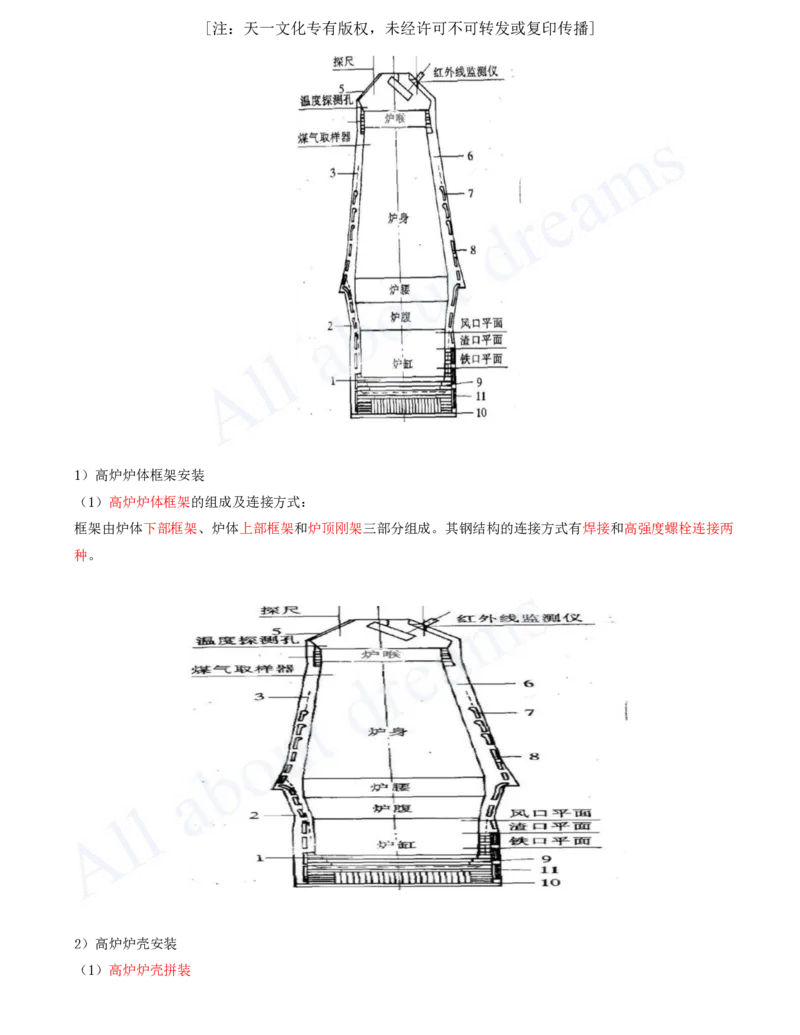
高炉是横断面为圆形的炼铁竖炉,自上而下分为炉喉、炉身、炉腰、炉腹、炉缸5部分。高炉本体在现场组合安
装。[注:天一文化专有版权,未经许可不可转发或复印传播]
1)高炉炉体框架安装
(1)高炉炉体框架的组成及连接方式:
框架由炉体下部框架、炉体上部框架和炉顶刚架三部分组成。其钢结构的连接方式有焊接和高强度螺栓连接两
种。
2)高炉炉壳安装
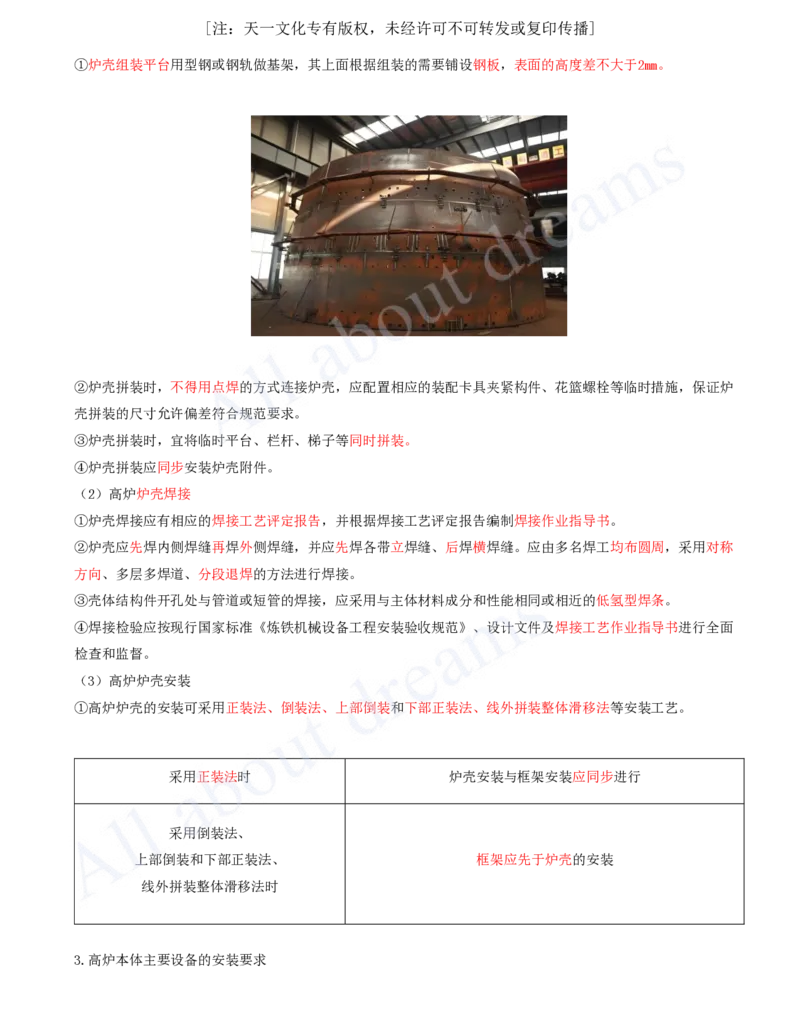
(1)高炉炉壳拼装[注:天一文化专有版权,未经许可不可转发或复印传播]
①炉壳组装平台用型钢或钢轨做基架,其上面根据组装的需要铺设钢板,表面的高度差不大于2mm。
②炉壳拼装时,不得用点焊的方式连接炉壳,应配置相应的装配卡具夹紧构件、花篮螺栓等临时措施,保证炉
壳拼装的尺寸允许偏差符合规范要求。
③炉壳拼装时,宜将临时平台、栏杆、梯子等同时拼装。
④炉壳拼装应同步安装炉壳附件。
(2)高炉炉壳焊接
①炉壳焊接应有相应的焊接工艺评定报告,并根据焊接工艺评定报告编制焊接作业指导书。
②炉壳应先焊内侧焊缝再焊外侧焊缝,并应先焊各带立焊缝、后焊横焊缝。应由多名焊工均布圆周,采用对称
方向、多层多焊道、分段退焊的方法进行焊接。
③壳体结构件开孔处与管道或短管的焊接,应采用与主体材料成分和性能相同或相近的低氢型焊条。
④焊接检验应按现行国家标准《炼铁机械设备工程安装验收规范》、设计文件及焊接工艺作业指导书进行全面
检查和监督。
(3)高炉炉壳安装
①高炉炉壳的安装可采用正装法、倒装法、上部倒装和下部正装法、线外拼装整体滑移法等安装工艺。
采用正装法时 炉壳安装与框架安装应同步进行
采用倒装法、
上部倒装和下部正装法、 框架应先于炉壳的安装
线外拼装整体滑移法时
3.高炉本体主要设备的安装要求[注:天一文化专有版权,未经许可不可转发或复印传播]
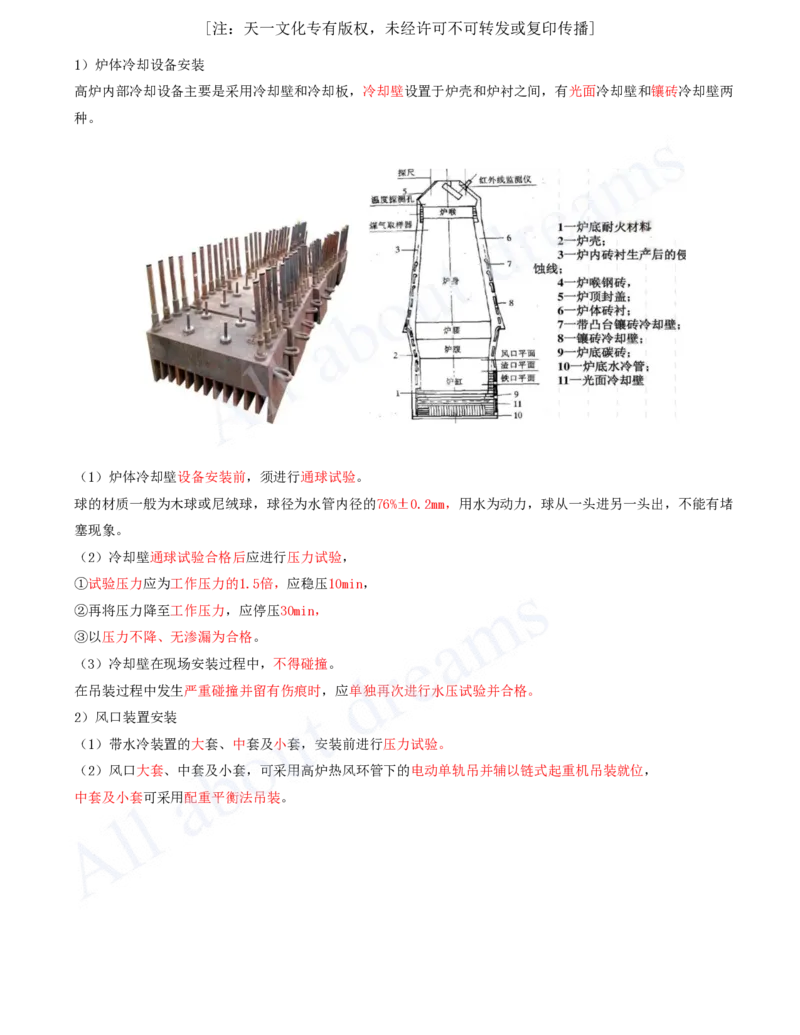
1)炉体冷却设备安装
高炉内部冷却设备主要是采用冷却壁和冷却板,冷却壁设置于炉壳和炉衬之间,有光面冷却壁和镶砖冷却壁两
种。
(1)炉体冷却壁设备安装前,须进行通球试验。
球的材质一般为木球或尼绒球,球径为水管内径的76%±0.2mm,用水为动力,球从一头进另一头出,不能有堵
塞现象。
(2)冷却壁通球试验合格后应进行压力试验,
①试验压力应为工作压力的1.5倍,应稳压10min,
②再将压力降至工作压力,应停压30min,
③以压力不降、无渗漏为合格。
(3)冷却壁在现场安装过程中,不得碰撞。
在吊装过程中发生严重碰撞并留有伤痕时,应单独再次进行水压试验并合格。
2)风口装置安装
(1)带水冷装置的大套、中套及小套,安装前进行压力试验。
(2)风口大套、中套及小套,可采用高炉热风环管下的电动单轨吊并辅以链式起重机吊装就位,
中套及小套可采用配重平衡法吊装。[注:天一文化专有版权,未经许可不可转发或复印传播]
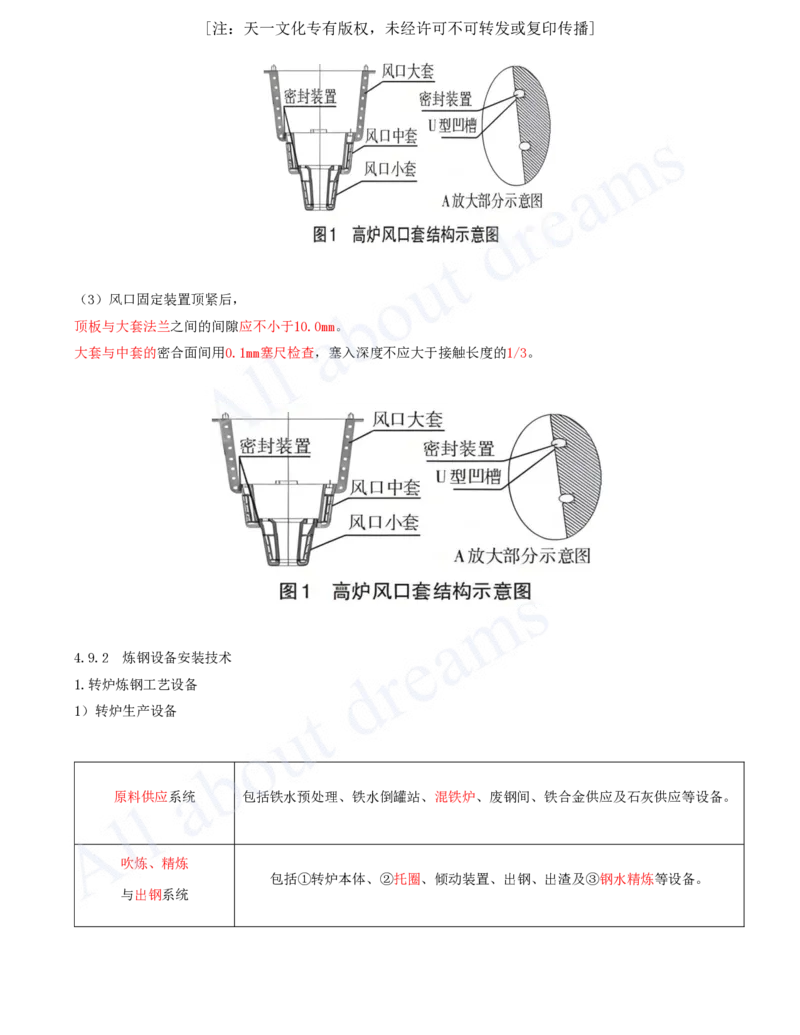
(3)风口固定装置顶紧后,
顶板与大套法兰之间的间隙应不小于10.0mm。
大套与中套的密合面间用0.1mm塞尺检查,塞入深度不应大于接触长度的1/3。
4.9.2 炼钢设备安装技术
1.转炉炼钢工艺设备
1)转炉生产设备
原料供应系统 包括铁水预处理、铁水倒罐站、混铁炉、废钢间、铁合金供应及石灰供应等设备。
吹炼、精炼
包括①转炉本体、②托圈、倾动装置、出钢、出渣及③钢水精炼等设备。
与出钢系统[注:天一文化专有版权,未经许可不可转发或复印传播]
包括氧枪、氧枪横移(更换)小车、氧枪升降设备及滑道、氧气阀门间设备、副枪
供氧系统
系统等设备。
烟气净化与煤气回收系
包括烟气冷却设备、煤气回收设备、蒸汽回收设备、烟气除尘及净化设备。
统:
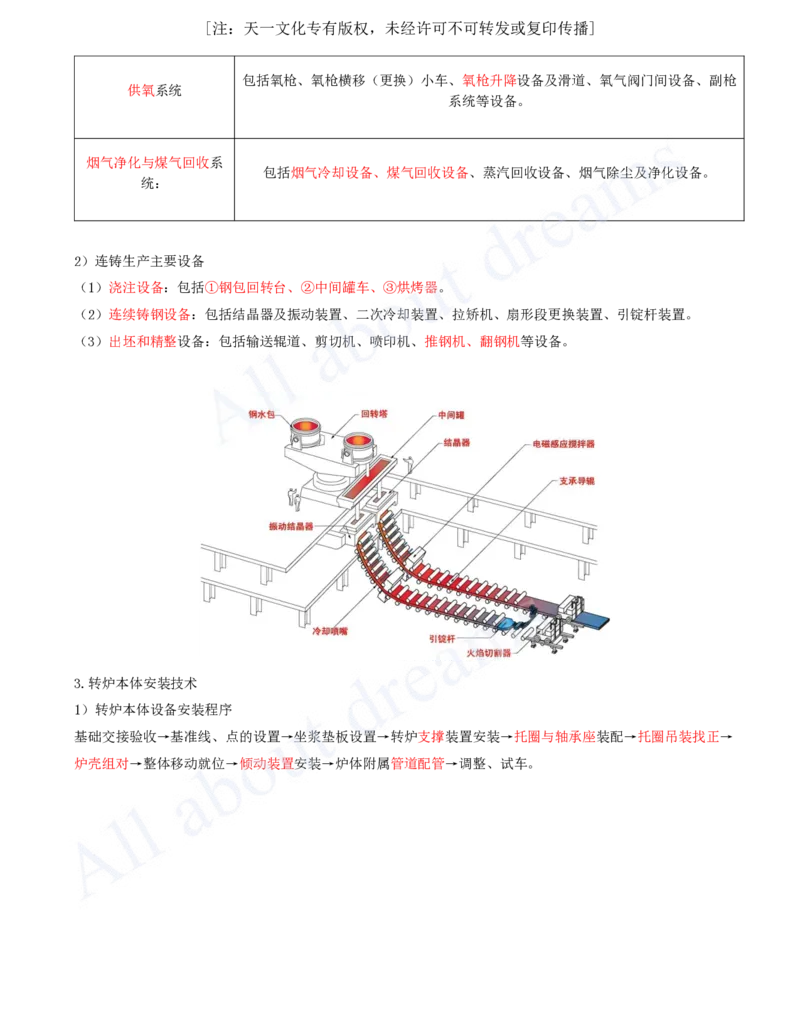
2)连铸生产主要设备
(1)浇注设备:包括①钢包回转台、②中间罐车、③烘烤器。
(2)连续铸钢设备:包括结晶器及振动装置、二次冷却装置、拉矫机、扇形段更换装置、引锭杆装置。
(3)出坯和精整设备:包括输送辊道、剪切机、喷印机、推钢机、翻钢机等设备。
3.转炉本体安装技术
1)转炉本体设备安装程序
基础交接验收→基准线、点的设置→坐浆垫板设置→转炉支撑装置安装→托圈与轴承座装配→托圈吊装找正→
炉壳组对→整体移动就位→倾动装置安装→炉体附属管道配管→调整、试车。[注:天一文化专有版权,未经许可不可转发或复印传播]
2)安装方法
(1)基础交接和验收
①检查基础混凝土试块试验记录,基础强度应符合设计技术文件的规定。
②检测基础坐标位置、标高和尺寸,检测地脚螺栓的平面位置和标高,检测预留孔的位置、大小、深度和垂直
度,均应符合设计技术文件或现行国家标准《机械设备安装工程施工及验收通用规范》GB50231-2009的有关规
定。
③预埋地脚螺栓应无损伤,螺纹部分应清洁并已涂适当油脂。
(2)基准线、基准点的设置
依据设计施工图和测量控制网绘制基准线和基准点布置图,确定中心标板和基准点位置,埋设永久中心标板和
永久基准点,设定安装基准线;
基准线主要有
② 转炉炉体纵、横向中心线及
②转炉倾动轴承座纵、横向中心线。
(3)垫板安设[注:天一文化专有版权,未经许可不可转发或复印传播]
垫板安设一般采用坐浆法,
垫板组底面积总和应根据
①设备重量、
②生产时的荷载、
③地脚螺栓紧固力、
④基础混凝土抗压强度及
⑤安全系数计算确定。
在每个地脚螺栓的旁边应设置两组垫板组,垫板组应尽量靠近地脚螺栓和设备主要受力部位。
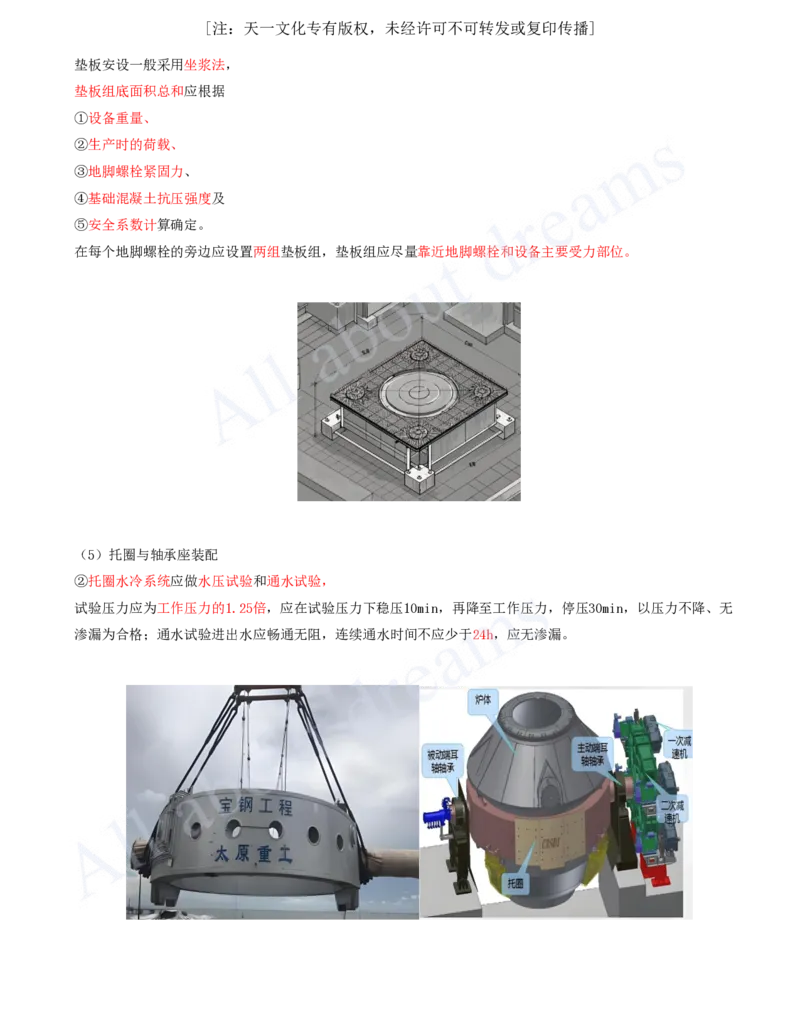
(5)托圈与轴承座装配
②托圈水冷系统应做水压试验和通水试验,
试验压力应为工作压力的1.25倍,应在试验压力下稳压10min,再降至工作压力,停压30min,以压力不降、无
渗漏为合格;通水试验进出水应畅通无阻,连续通水时间不应少于24h,应无渗漏。[注:天一文化专有版权,未经许可不可转发或复印传播]
(10)炉体及倾动设备调整试车
倾动装置一次减速器正反向单独运转各不应少于1h,运行应平稳,应无异常振动和噪声,轴承应温升正常。试
运行后应检查炉壳、托圈及炉壳与托圈连接装置的焊缝,
4.9.3 轧机设备安装技术
1.轧钢工艺设备
1)轧钢设备
通常把使轧件产生塑性变形的机器称为轧机。
轧机由工作机座、机架、传动装置(接轴、齿轮座、减速机、联轴器)、主电机、轧辊等组
轧钢主要设备
成。
这一机器系统称主机列,也称轧钢主要设备。
如纵向运输轧材的辊道,
①运输设备 垂直方向运输轧件的升降台,
横向运输轧件的拉钢机和移钢机;
辅助设备
如切断轧件的剪切机和锯机,
②加工设备 矫直轧件的矫直机,
卷取轧件的卷取机;[注:天一文化专有版权,未经许可不可转发或复印传播]
如翻转件用的翻钢机,
③精整设备
回转轧件用的回转台,冷却轧件用的冷床;
以及收集、酸洗、打印、包装等工序所用的各种机械设备
2)轧机的分类
可分为开坯轧机、型钢轧机、
(1)轧机按用途
板带轧机、钢管轧机和特殊轧机(如横轧机、轮箍轧机等)。
可分为:
具有水平轧辊的轧机、
(2)按轧辊在机座中的布置形式
具有立式轧辊的轧机、
【2024案例补充】
具有水平轧辊和立式轧辊的轧机、具有倾斜布置轧辊的轧机
以及其他轧机五种形式。
可分为:单机架式、多机架顺列式、横列式、连续式、半连续式、串列
(3)按轧机布置形式
往复式、布棋式等。
