生产经理的管理神器:安灯系统怎么用?3步让停线时间砍半!
生产经理最怕啥?线停了没人报、异常拖半天、效率偷偷掉!安灯系统(Andon)就是专治这些痛点的“车间警报器”——工人一按按钮,灯亮、铃响、屏幕提示,班组长3分钟到场解决。本文带你搞懂安灯是什么、怎么帮你提效率,还有小厂也能落地的极简方案。
“以前我们的SMT线,缺料了工人不敢说,硬扛到停线才找物料员,一天停3次,每次15分钟起。上了安灯后,工人一按缺料按钮,灯塔变黄、喇叭喊‘A线缺电阻’,物料员3分钟就送到,现在一天最多停1次,每次不超5分钟!”——某电子厂生产经理 张工
张工的车间上线安灯1个月,停线时间直接降了40%,工人也敢主动报问题了。这就是安灯的核心:不让问题藏着,不让线停着。
简单说,安灯是一套“亮灯+报警+通知”的系统:工人按按钮→工位/产线的三色灯亮→车间大屏幕显示异常位置/类型→责任人(班组长、维修、物料员)立刻响应。
-
缺料:没原材料/半成品,呼叫物料员
-
设备故障:机器卡壳、异响、停机
-
质量异常:不良品、尺寸错、混料
-
操作求助:工艺不懂、需要班组长指导
-
安全问题:紧急停线(用红色按钮)
-
绿色:正常生产
-
黄色:预警(缺料、求助)
-
红色:严重异常(停线、安全问题)
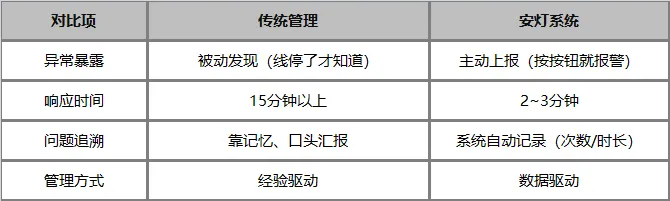
以前车间管理靠“盯、喊、查”:工人怕担责,异常藏着不说;班组长满车间找问题,响应慢半小时;停线原因说不清,只能靠“拍脑袋”改进。
以前工人“硬扛”异常,比如缺料了先凑活做,等实在做不了才说,导致线停半小时。现在按按钮就报警,问题暴露在萌芽期,避免小问题变大事。
维修/班组长不用“到处找问题”——看灯塔颜色、大屏幕提示,直接奔现场。某汽车配件厂数据:异常响应时间从12分钟降到3分钟,停线损失减少50%。
-
每天异常次数/类型(比如“设备故障占60%”)
-
哪台机器最爱坏(比如“3号注塑机每周坏2次”)
-
哪个工位常缺料(比如“装配工位缺螺丝最多”)
生产经理不用满车间转——看大屏幕就知道哪条线有问题;早会直接拿安灯数据说事儿:“昨天缺料异常最多,物料组今天要提前备料!”
不用上昂贵的MES系统,3000块就能搭一套基础版:
1. 工位按钮盒(每个工位1个,带“缺料、设备、质量、求助”4个按钮)
2. 灯塔亮对应颜色+喇叭播报(比如“B线设备故障,请维修员到场”)
别一开始就全车间推,先挑瓶颈线/异常最多的线(比如SMT线、装配线)试点——容易看到效果,员工也容易接受。
比如发现“缺料异常最多”,就要求物料组提前1小时备料;发现“某台机器故障频繁”,就安排定期保养。让安灯数据成为改进的依据,而不是摆设。
“安灯不是装了就有用,关键是让员工敢按、责任人敢管。我们一开始也有人怕按灯挨骂,后来规定‘按灯不追责,不按才追责’,慢慢就习惯了。”——某玩具厂车间主任 李姐
安灯的核心是“暴露问题、快速响应”,它不能直接提升产能,但能帮你把“看不见的浪费”(等待、停线、扯皮)找出来,让生产更顺畅。
如果你的车间还在靠“人盯人”管理,不妨试试安灯——花小成本,换大效率,值!
 夜雨聆风
夜雨聆风