 夜雨聆风
夜雨聆风





返砂比多少算正常?返砂量忽大忽小说明什么?
点击蓝字
关注我们

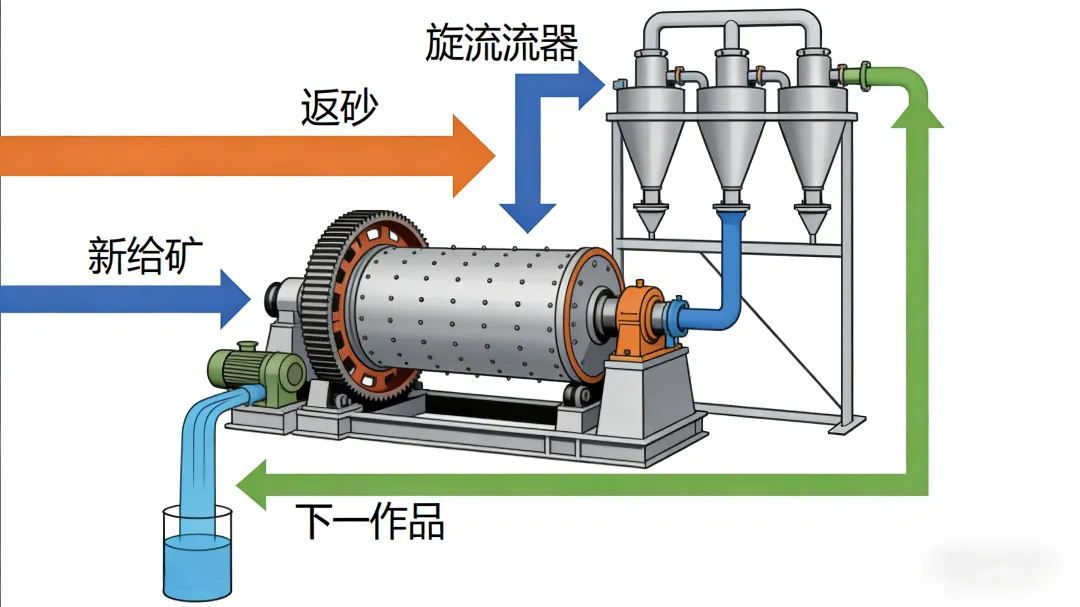
磨矿分级系统中,返砂比是衡量旋流器与磨机匹配程度的核心指标。很多人只盯着磨机台效,却很少关注返砂比,结果磨机“消化不良”或“吃不饱”,效率始终上不去。
返砂比,是旋流器沉砂(返回磨机再磨的量)与新给矿量的比值,通常用百分数表示。返砂比200%意味着返回磨机的粗粒量是新给矿的2倍,磨机实际通过的物料是新给矿的3倍。
这个比值,决定了磨机内钢球撞击的是“粗粒硬骨头”还是“细粒软泥巴”。
01
返砂比的正常范围
对于一段闭路磨矿,正常返砂比通常在200%-400%之间。具体数值取决于矿石可磨性、磨矿细度要求和分级效率。
粗磨回路(-200目占50%-65%):返砂比150%-250%。分级粒度较粗,旋流器溢流中合格粒级比例高,返砂量相对较小。返砂比过低(<150%)说明分级过细,大量合格粒级返回磨机,造成过磨。
细磨回路(-200目占70%-85%):返砂比250%-400%。分级粒度细,需要较高的返砂比维持磨机内粗粒比例,保证磨矿效率。返砂比过高(>500%)说明分级效率下降,大量细粒返回磨机,磨机“胀肚”。
二段磨矿(再磨):返砂比150%-300%。再磨给矿已经是粗精矿或中矿,粒度较细,返砂比可适当降低。
经验值:旋流器分级效率在60%-80%时,返砂比200%-400%为正常区间。分级效率每提高5个百分点,返砂比可降低30-50个百分点。
02
返砂比异常的技术后果
返砂比过低(<150%)
旋流器分级过细,大量合格细粒被甩入沉砂返回磨机。磨机内细粒过多,钢球能量主要消耗在研磨细粉上,对粗粒的破碎效率下降。表现为:磨机电流升高(钢球抛落阻力增大),排矿粒度变粗,溢流细度下降,处理能力降低。
返砂比过高(>500%)
旋流器分级效率严重下降,粗颗粒进入溢流(跑粗)或细颗粒大量返回(过磨)。磨机循环负荷过大,磨机内矿浆浓度升高,钢球被粘住,抛落高度下降。表现为:磨机声音发闷,电流下降,排矿口可能吐块矿,严重时“胀肚”。
03
返砂量忽大忽小的技术根源
返砂量波动是磨矿分级系统失稳的典型信号。根源通常来自四个方面:
1. 旋流器给矿压力波动
给矿压力变化直接影响分级粒度,进而改变返砂量。压力降低→分级变粗→返砂量减少;压力升高→分级变细→返砂量增加。
压力波动±0.02MPa时,返砂比可变化100-150个百分点。常见原因:给矿泵叶轮磨损、泵入口堵塞、管路泄漏、旋流器沉砂嘴磨损。
2. 给矿浓度波动
矿浆浓度变化影响旋流器处理能力和分级效率。浓度升高→矿浆黏度增大→分级变粗→返砂量减少;浓度降低→分级变细→返砂量增加。
浓度波动±5%时,返砂比变化50-100个百分点。根源在于磨机补加水不稳、磨机排矿浓度波动、新给矿量变化。
3. 磨机排矿粒度变化
磨机衬板磨损、钢球配比不合理、给矿硬度变化,都会导致排矿粒度波动。排矿变粗→旋流器分级压力增大→返砂量增加;排矿变细→返砂量减少。
4. 旋流器本身故障
沉砂嘴磨损:排矿面积增大,分级变粗,返砂量减少。溢流管磨损:排矿不畅,分级变细,返砂量增加。给矿口堵塞:进料方向改变,内部流场紊乱,返砂量忽高忽低。
04
返砂比与磨矿效率的定量关系
磨机效率与返砂比呈抛物线关系。返砂比过低时,磨机内粗粒比例不足,钢球能量浪费;返砂比过高时,细粒积聚,钢球被“垫”起,破碎效果下降。
工业实测数据(某铁矿):
-
返砂比120%:磨机台效85吨/小时,-200目含量68%
-
返砂比220%:磨机台效105吨/小时,-200目含量72%
-
返砂比350%:磨机台效98吨/小时,-200目含量70%
-
返砂比480%:磨机台效82吨/小时,-200目含量65%
最佳返砂比在200%-250%区间,台效最高,细度最稳。超出范围,效率下降。
返砂比与磨机功率的关系:
返砂比从200%升至400%,磨机功率增加约10%-15%。这是因为磨机内矿浆体积增加,钢球抛落阻力增大。但当返砂比超过450%时,矿浆过稠,钢球抛不起来,功率反而下降。
05
返砂比波动的现场判断与调整
第一步:算返砂比
返砂比 = 沉砂中-200目含量 / (溢流中-200目含量 – 沉砂中-200目含量) × 100%
简便算法:取旋流器给矿、溢流、沉砂样品,测定-200目含量,代入公式。每周至少测一次。
第二步:看趋势
返砂比连续上升:可能原因:分级变细(压力升高、溢流管磨损)、排矿变粗(钢球配比不当、衬板磨损)。返砂比连续下降:分级变粗(压力降低、沉砂嘴磨损、给矿浓度升高)。
第三步:查旋流器
沉砂嘴磨损超限?更换。溢流管磨损?更换。给矿压力稳定?检查给矿泵。给矿浓度稳定?检查磨机补加水。
第四步:调参数
返砂比过高时:提高旋流器给矿压力(加大泵频率或关小阀门),或减小沉砂嘴直径。返砂比过低时:降低给矿压力,或增大沉砂嘴直径。
06
一个技术案例:返砂比从480%降到280%
某铜矿一段磨矿分级系统,旋流器沉砂嘴已运行8个月,严重磨损。返砂比实测480%,磨机电流从320A降至280A,声音发闷,台效从110吨/小时降至85吨/小时。
诊断:沉砂嘴直径从70mm磨至95mm,排矿面积增大84%,分级变粗。大量细颗粒进入沉砂返回磨机,磨机内矿浆浓度升至82%,钢球抛不起来。
调整:更换沉砂嘴,直径恢复70mm。给矿压力从0.08MPa调至0.11MPa。
效果:返砂比降至280%,磨机电流回升至315A,台效升至108吨/小时,-200目含量从68%提至74%。
返砂比不是固定值,但正常范围200%-400%是行业共识。返砂比过低,磨机“吃不饱”;过高,磨机“胀肚”。返砂量忽大忽小,是分级系统失稳的警报——可能旋流器磨损、压力波动、浓度不稳。
定期测返砂比,看趋势、查设备、调参数,把返砂比控制在合理区间,磨机才能稳产高产。
天道矿产品研究院在磨矿分级系统优化方面有长期技术积累。如需对磨机-旋流器系统进行返砂比诊断与参数优化,欢迎携带矿样或现场数据来院进行技术交流。
本文仅供个人学习交流,内容来源于公开渠道整理,不保证完全准确。如需应用于实际场景,请先咨询专业人士。文中部分素材版权归原作者所有,如有侵权请联系删除。
西安天道矿产品研究院致力于推动选矿技术创新化发展,为更多矿山企业解决技术难题,创造效益。研究院主要承接以下业务:
选冶探索性试验 ‖ 可选性试验 ‖ 工艺流程试验 ‖ 选厂技改试验 ‖ 选厂流程考察、调试、扩大连选试验
工艺改造,赋能生产——欢迎矿山企业来电咨询,共商技术提升方案!
联系电话:18182676173 17792393530
座机:029-89254589

END
