 夜雨聆风
夜雨聆风





做了8年质检老王,差点因为一张Excel表格被开除
深夜11点,制造业质检车间里,刺耳的报警声划破寂静。
老王——32岁,某汽车零部件厂质检主管,月薪12000,在质检岗干了8年。
此刻他正对着一台电脑屏幕,双眼布满血丝,手指机械地在键盘上敲击。
“第47批…第48批…第49批…”
他边录数据边念叨,额头上的汗珠顺着脸颊滑落。
身后的老板椅上,生产总监陈总正阴沉着脸看手表。
“老王,这批SPC数据到底什么时候能出来?明天客户要来审厂,这些控制图拿不出来,你这个质检主管就别干了!”
老王的手抖了一下,录入的数据错了行。
他急得眼眶发红——
你知道吗?一个质检主管,每月要处理3000+组数据,每组数据要算均值、极差、上下控制限…
手填Excel?一张控制图从数据到出图,至少40分钟。
等出了图再发现问题?晚了!产品早就流到客户端了!
老王抬起头,声音沙哑:
“陈总,您再给我2个小时…我今晚通宵也把这些图做完…”
就在这时,车间主任推门进来:
“老王,不用做了。你看看这个——”
他递过来一个手机屏幕,上面是一张实时更新的SPC控制图,数据自动采集、自动计算、自动预警…
老王当场愣住了。
这套系统,让原来需要2个人做3天的SPC报表,现在1个人1小时就能搞定。
而且——
数据异常,还没等到客户端,就能提前30分钟预警!
老王盯着那张图看了整整10分钟,然后缓缓放下鼠标:
“我干了8年,原来这些苦,根本不用吃…”
核心痛点:传统SPC的”三座大山”
第一座大山:数据采集累死人
老王的工厂有8条产线,每条线每小时抽检5个零件,每个零件测3个尺寸。
算下来,每天要录入的数据超过2000条。
而且这些数据分散在MES系统、测量仪、Excel表格里,要来回切换、复制粘贴…
一个熟练的质检员,录完一批数据至少要15分钟。
万一手滑输错一个数字,整张控制图就废了。

第二座大山:计算公式把人绕晕
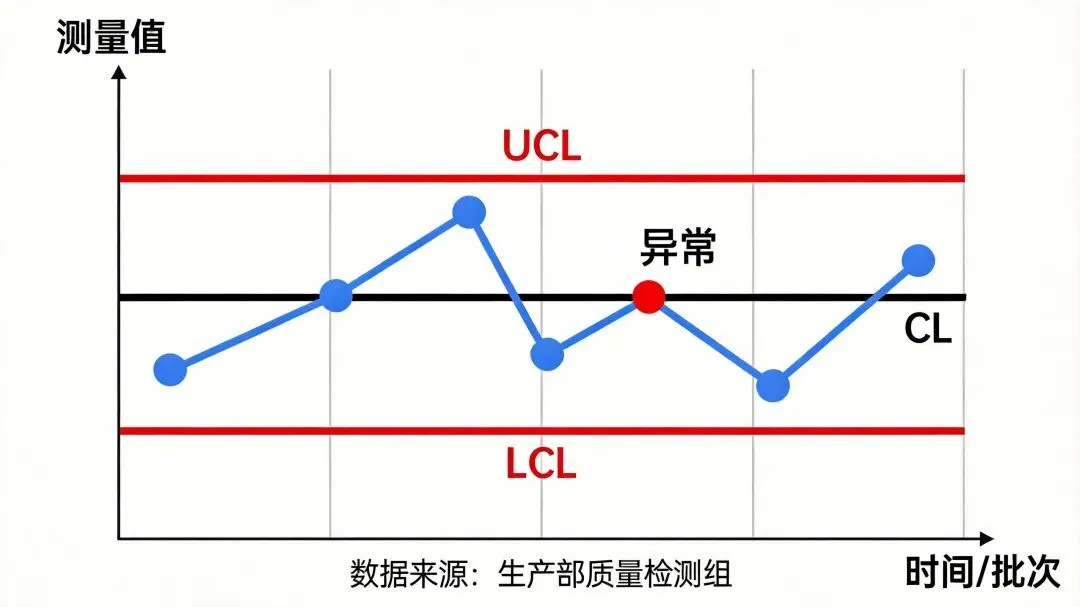
SPC控制图的核心是计算均值(X̄)、极差(R)、上下控制限(UCL/LCL)…
你以为这是简单的加减乘除?
不同类型的控制图(X-R图、X-S图、I-MR图)公式完全不同!
一个质检员要花3个月才能把公式背熟,新人更别提了,看公式像看天书。
第三座大山:出了问题才知道,太晚了!
传统SPC的逻辑是”先检测、后分析”——等发现数据超标,产品已经做完了。
客户验货发现超差,轻则返工,重则整批报废。
一张超差的控制图背后,可能是几十万的损失。
真实案例:张工的”逆袭之路”
张建国,35岁,浙江某汽车铝压铸件厂质检主管。
厂里主要给新能源车做电池托盘,对尺寸精度要求极高——公差必须控制在±0.05mm以内。
以前的模式:
-
质检员每2小时手动测量10件,记录数据
-
张工每天下班后,花2-3小时整理Excel,绘制SPC控制图
-
等图出来发现问题,最快的解决方案是”拆了重做”

用了这套方案后:
1. 影刀RPA机器人自动从MES系统抓取测量数据,每15分钟更新一次2. 自动计算X-R控制图的各项参数,生成专业图表3. 数据自动同步到飞书多维表格,一键生成可视化仪表盘4. 超出控制限?飞书机器人5秒内推送预警给张工
效果对比:
|
指标 |
改造前 |
改造后 |
提升 |
|---|---|---|---|
|
数据录入时间 |
3人×3小时/天 |
0 |
节省9小时/天 |
|
控制图生成时间 |
2-3小时 |
5分钟 |
效率提升36倍 |
|
问题预警响应 |
4-6小时 |
5分钟内 |
响应提速48倍 |
|
产品不良率 |
2.8% |
0.6% |
下降78% |
“以前我每天加班到晚上10点,现在下午5点准时下班陪女儿做作业。”
张建国笑着说,眼角的皱纹似乎都舒展开了。
解决方案:影刀RPA + 飞书组合实战
第一步:数据自动采集(影刀RPA)
核心原理:
影刀RPA机器人模拟人工操作,自动登录MES系统、测量仪软件,抓取实时生产数据。

配置步骤:
-
安装影刀RPA,配置机器人运行环境
-
录制自动化流程:自动打开MES系统 → 选择对应产线、时间段 → 导出测量数据 → 自动重命名
-
设置定时任务:每15分钟自动执行一次
-
数据自动保存到指定文件夹
关键技术点:
-
支持SAP、MES、QMS等主流制造业系统
-
兼容三坐标测量仪、影像测量仪等专业设备数据导出
-
7×24小时无人值守运行
第二步:SPC自动计算与制图(影刀RPA)
核心原理:
RPA机器人自动读取采集的数据,通过内置逻辑计算各项SPC参数,调用Python库自动生成控制图。
配置步骤:
-
影刀RPA读取采集到的CSV数据文件
-
调用Python脚本计算均值X̄、极差R、控制限UCL/LCL
-
自动识别异常点(8项判异规则)
-
生成X-R控制图并保存为PNG/PDF格式
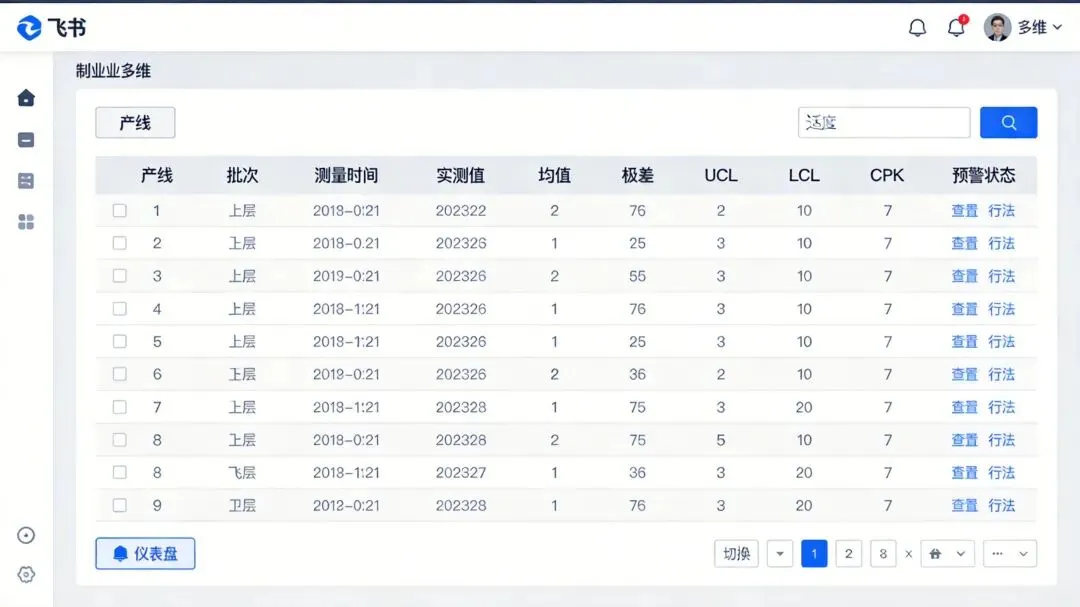
第三步:数据存储与可视化(飞书多维表格)
核心原理:
利用飞书多维表格的自动化能力,实现数据实时同步、仪表盘展示、预警推送。
配置步骤:
-
创建飞书多维表格”质检数据中心”
-
设置字段:产线、批次、测量时间、实测值、均值、极差、UCL、LCL、CPK、预警状态
-
配置仪表盘:SPC控制图实时展示、不良率趋势图、各产线对比看板
-
开启自动化流程
第四步:智能预警与消息推送(飞书机器人)
核心原理:
当数据超出控制限,飞书机器人自动推送预警消息到相关人员。

示例消息:
🔥 【SPC预警】产线:A线-冲压工序批次:20260315-0892异常:X̄超出UCL(实测1.852 > UCL 1.850)建议:立即检查模具磨损情况
效果:
-
响应时间从4-6小时缩短到5分钟
-
第一时间发现异常,第一时间处理
-
减少批量质量事故的发生
效果数据:这套方案能省多少钱?
直接效益
|
效益项 |
测算依据 |
|---|---|
|
质检人力节省 |
2人×3小时/天 = 6小时/天,按月薪8000元计算,年省约14万 |
|
减少返工损失 |
不良率从2.8%降至0.6%,按月产值500万计算,年省约130万 |
|
减少客户索赔 |
质量问题提前发现,客户投诉减少70%,年省约50万 |
|
年度总效益 |
约200万元 |
投资回报
|
项目 |
投入 |
|---|---|
|
影刀RPA(年费) |
约3万 |
|
飞书多维表格(免费基础版可用) |
0 |
|
开发实施(2周) |
约5万 |
|
总投资 |
约8万 |
ROI = (200万 – 8万) / 8万 = 24倍!
文末福利
看到这里,你可能还有疑问:
-
我的工厂是什么类型,适合哪种控制图?
-
数据格式不对怎么办?
-
怎么判断CPK是否合格?
我为你准备了一份《制造业SPC自动化实施手册》,包含:
✅ 3种SPC控制图适用场景对照表✅ 影刀RPA自动采集标准流程(含截图)✅ 飞书多维表格质检模板(直接导入)✅ CPK计算公式与判定标准✅ 20个制造业SPC异常案例分析
领取方式:
关注本公众号,回复关键词【SPC】即可获取。
下期预告:
《质检员必看!这份SPC异常处理 checklist,帮你避开90%的坑》
敬请期待!
本文案例均来自真实用户反馈,数据经过脱敏处理。