
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
本节框架
4.1.1 设备基础种类及验收 ★★★
4.1.2 机械设备安装程序及安装方法 ★★★
4.1 机械设备安装技术
4.1.3 机械设备安装要求与精度控制 ★★★
4.1.4 机械设备试运行 ★★★
4.2.1 工业管道种类与施工程序 ★★★
4.2.2 工业管道施工技术要求 ★★★
4.2 工业管道施工技术
4.2.3 管道工厂化预制技术 ★
4.2.4 管道系统试压与吹洗技术 ★★★
4.3.1 变配电装置安装技术 ★★★
4.3.2 电动机设备安装技术 ★★★
4.3 电气装置安装技术
4.3.3 输配电线路施工技术 ★★★
4.3.4 防雷与接地装置施工技术 ★★★
8
1 7 4.4.1 自动化仪表设备安装技术 ★
9
4.4 自动化仪表工4程安
8
信 3 4.4.2 自动化仪表管线施工技术 ★
装技术 微
系 4.4.3 自动化仪表系统调试要求 ★
联
第4章 4.5 防腐题蚀工程施工技 4.5.1 防腐蚀措施和施工方法 ★
押
准
工业机电工 术 4.5.2 设备及管道防腐蚀施工技术 ★
精
程安装技术 4.6.1 绝热结构和施工方法 ★
4.6 绝热工程施工技术
4.6.2 设备及管道绝热施工技术 ★
4.7.1 塔器设备安装技术 ★★★
4.7.2 储罐制作与安装技术 ★★★
4.7 石油化工设备安装
4.7.3 金属球罐安装技术 ★★★
技术
4.7.4 设备钢结构制作与安装技术 ★★★
4.7.5 长输管道施工技术 ★
8
4.8.1 电厂锅炉设备安装技术 7 ★★★
1
9
4
4.8.2 汽轮发电机安装技术 3 8 ★★★
4.8 发电设备安装技术 信
微
4.8.3 风力发电设备安装技术 ★
系
联
4.8.4 太阳能发电设备安装一技术 ★
唯
4.9.1 炼铁设备安装技术 ★★
4.9.2 炼钢设备安装技术 ★★
4.9 冶炼设备安装技术 4.9.3 轧机设备安装技术 ★★
4.9.4 空分与制氧设备安装技术 ★★
4.9.5 炉窑砌筑施工技术 ★
P130~P133 机械设备安装程序及安装方法 ★★★
考点要求:
【记】机械设备安装的一般程序
【记】机械设备安装的主要工序
【记】机械设备安装方法
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
历年考情:
年份 2020年 2021年 2022年 2023年 2024年
题型 多选 案例 单选 案例 案例
1. 机械设备安装的一般程序
开箱检查→基础检查验收→基础测量放线→垫铁设置→吊装就位→安装调整→固定与
灌浆→零部件清洗与装配→润滑与加油→试运行→验收。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
2. 机械设备安装的主要工序
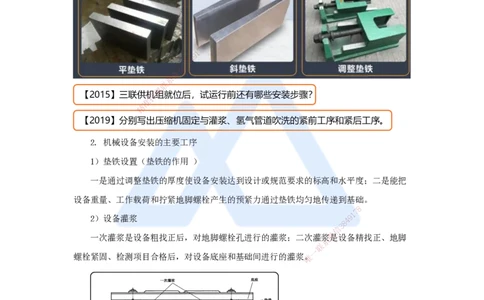
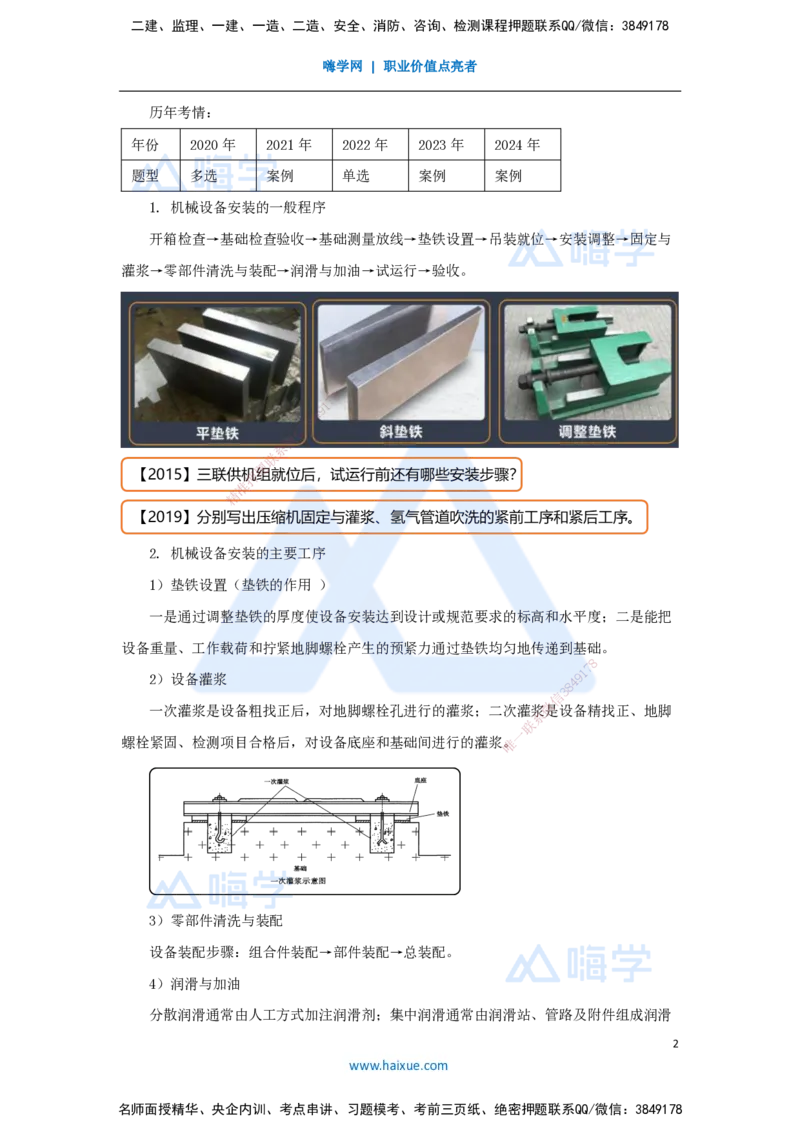
1)垫铁设置(垫铁的作用 )
一是通过调整垫铁的厚度使设备 安装达到设计或规范要求的标高和水平度;二是能把
设备重量、工作载荷和拧紧地脚螺栓产生 的预紧力通过垫铁均匀地传递到基础。
8
1
7
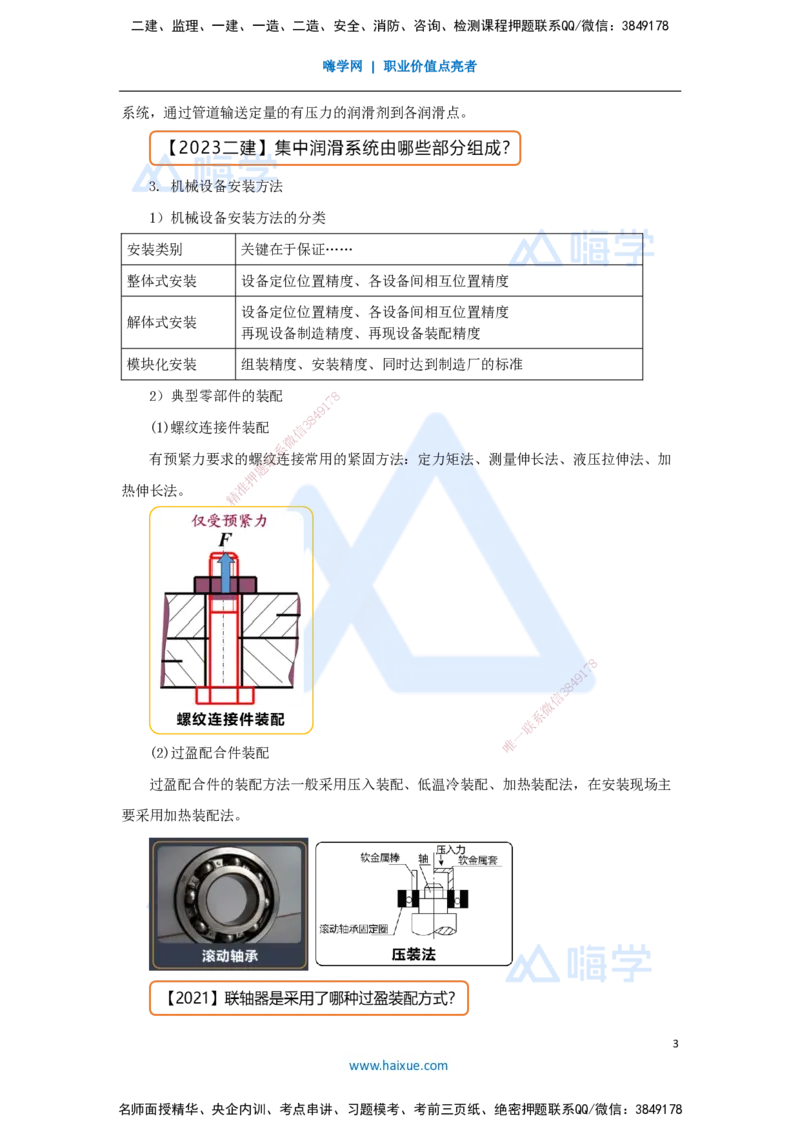
2)设备灌浆
8
4 9
信
3
微
一次灌浆是设备粗找正后,对地脚螺栓孔进行的灌浆;二次灌浆是设备精找正、地脚
系
联
一
螺栓紧固、检测项目合格后,对设备底座和基础间进行的 灌浆唯。
3)零部件清洗与装配
设备装配步骤:组合件装配→部件装配→总装配。
4)润滑与加油
分散润滑通常由人工方式加注润滑剂;集中润滑通常由润滑站、管路及附件组成润滑
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
系统,通过管道输送定量的有压力的润滑剂到各润滑点。
3. 机械设备安装方法
1)机械设备安装方法的分类
安装类别 关键在于保证……
整体式安装 设备定位位置精度、各设备间相互位置精度
设备定位位置精度、各设备间相互位置精度
解体式安装
再现设备制造精度、再现设备装配精度
模块化安装 组装精度、安装精度、同时达到制造厂的标准
2)典型零部件的装配 8
7
1
9
4
8
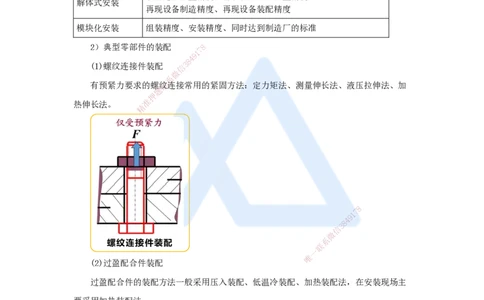
(1)螺纹连接件装配 信 3
微
系
有预紧力要求的螺联纹连接常用的紧固方法:定力矩法、测量伸长法、液压拉伸法、加
题
押
热伸长法。 准
精
8
1
7
9
8
4
信
3
微
系
一
联
唯
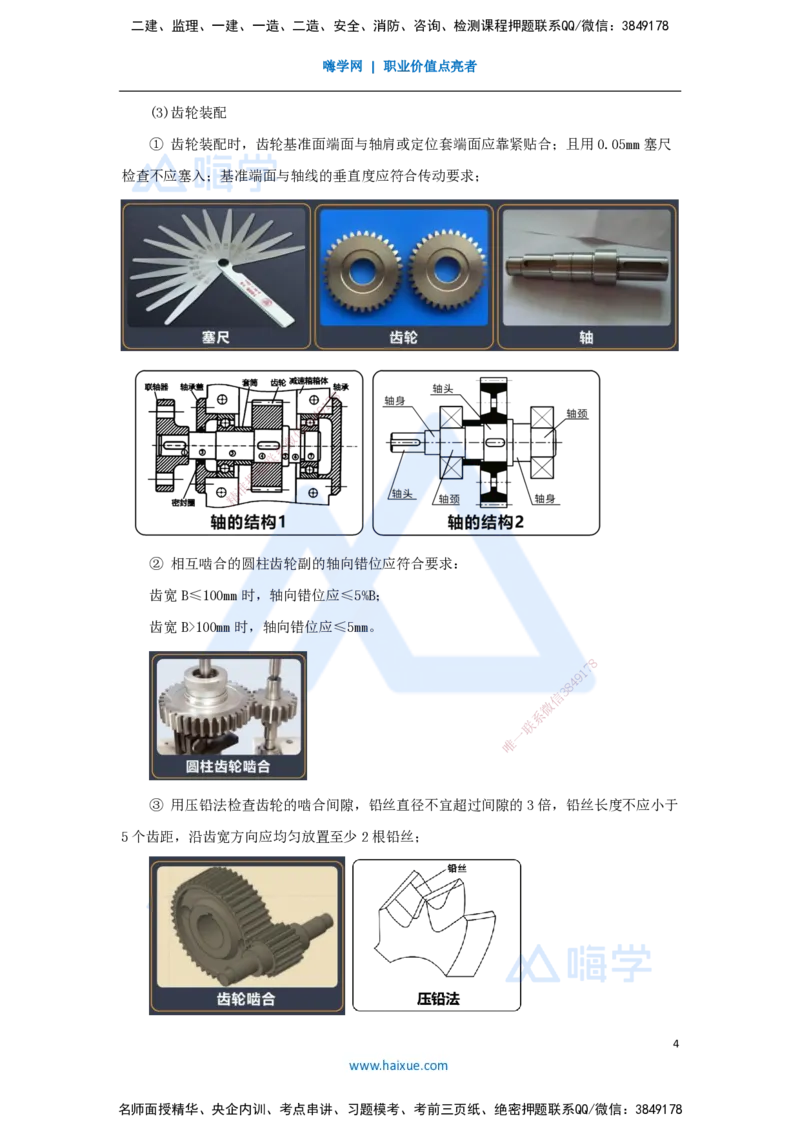
(2)过盈配合件装配
过盈配合件的装配方法一般采用压入装配、低温冷装配、加热装配法,在安装现场主
要采用加热装配法。
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(3)齿轮装配
① 齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合;且用0.05mm塞尺
检查不应塞入;基准端面与轴线的垂直度应符合传动要求;
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
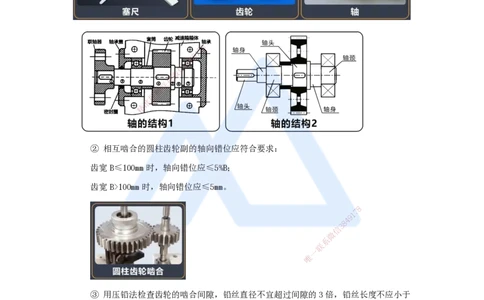
② 相互啮合的圆柱齿轮副的轴向错位应符合要求:
齿宽B≤100mm时,轴向错位 应≤5%B;
齿宽B>100mm时,轴向错位应≤5 mm。
8
1
7
9
8
4
信
3
微
系
联
一
唯
③ 用压铅法检查齿轮的啮合间隙,铅丝直径不宜超过间隙的3倍,铅丝长度不应小于
5个齿距,沿齿宽方向应均匀放置至少2根铅丝;
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
④ 用着色法检查传动齿轮啮合的接触斑点,颜色涂在小齿轮上,在轻微制动下,用小
齿轮驱动大齿轮,使大齿轮转动3~4转;圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中
部;圆锥齿轮的接触斑点,应趋于齿侧面中部并接近小端;齿顶和齿端棱边不应有接触;
可逆转的齿轮副,齿的两面均应检查。
7
8
1
9
4
8
3
信
微
系
联
题
押
准
精
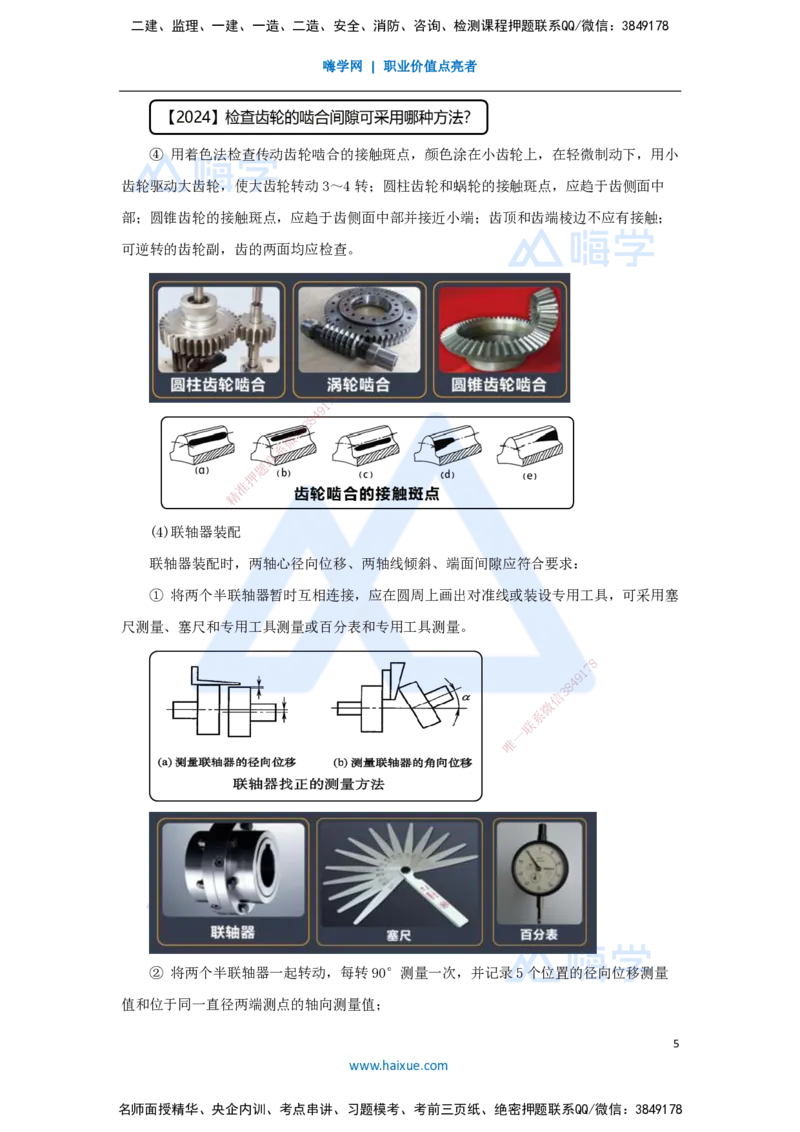
(4)联轴器装配
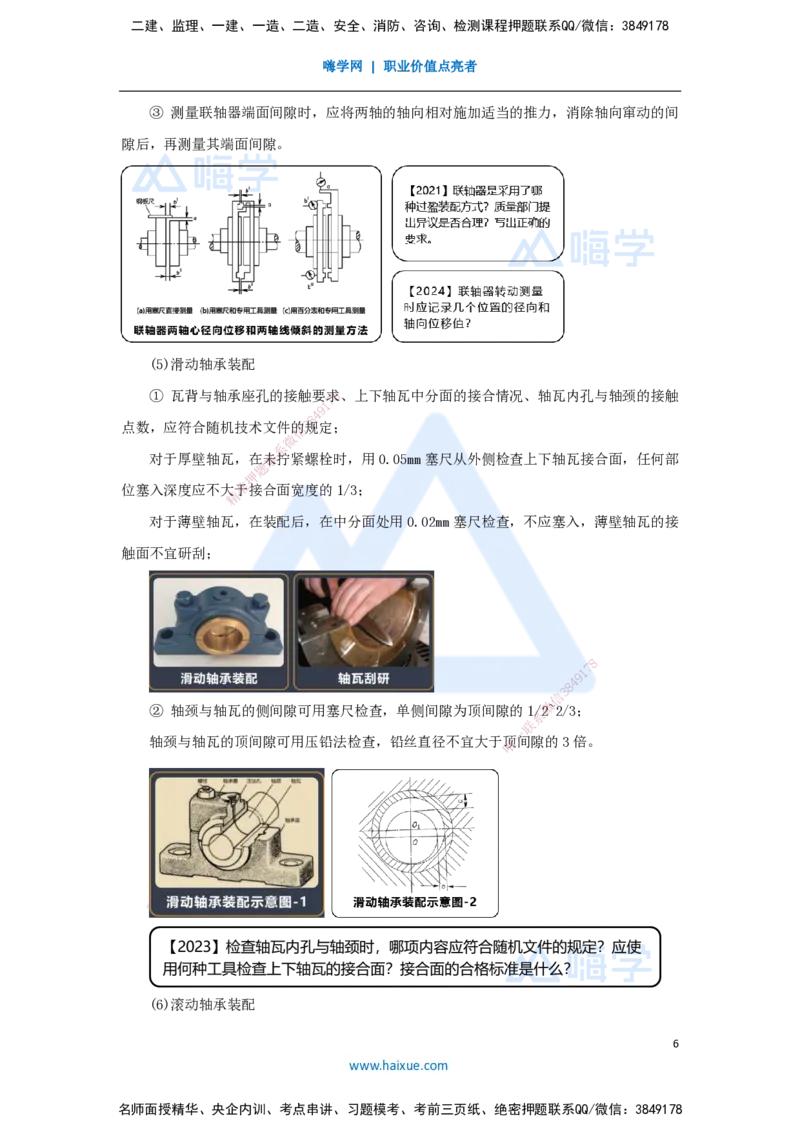
联轴器装配时,两轴心径向位移、两轴线倾斜、端面间隙应符合要求:
① 将两个半联轴器暂时互相 连接,应在圆周上画出对准线或装设专用工具,可采用塞
尺测量、塞尺和专用工具测量或百分表 和专用工具测量。
8
1
7
9
8
4
信
3
微
系
联
一
唯
② 将两个半联轴器一起转动,每转90°测量一次,并记录5个位置的径向位移测量
值和位于同一直径两端测点的轴向测量值;
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
③ 测量联轴器端面间隙时,应将两轴的轴向相对施加适当的推力,消除轴向窜动的间
隙后,再测量其端面间隙。
(5)滑动轴承装配
① 瓦背与轴承座孔的接触要求8、上下轴瓦中分面的接合情况、轴瓦内孔与轴颈的接触
7
1
9
4
8
点数,应符合随机技术文件信的3规定;
微
系
对于厚壁轴瓦,在联未拧紧螺栓时,用0.05mm塞尺从外侧检查上下轴瓦接合面,任何部
题
押
位塞入深度应不大准于接合面宽度的1/3;
精
对于薄壁轴瓦, 在装配后,在中分面处用0.02mm塞尺检查,不应塞入,薄壁轴瓦的接
触面不宜研刮;
8
1
7
9
8
4
信
3
微
② 轴颈与轴瓦的侧间隙可用塞尺检查,单侧间隙为顶间隙的1/2~2/3;
系
联
一
轴颈与轴瓦的顶间隙可用压铅法检查,铅丝直径不宜 大于唯顶间隙的3倍。
(6)滚动轴承装配
6
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
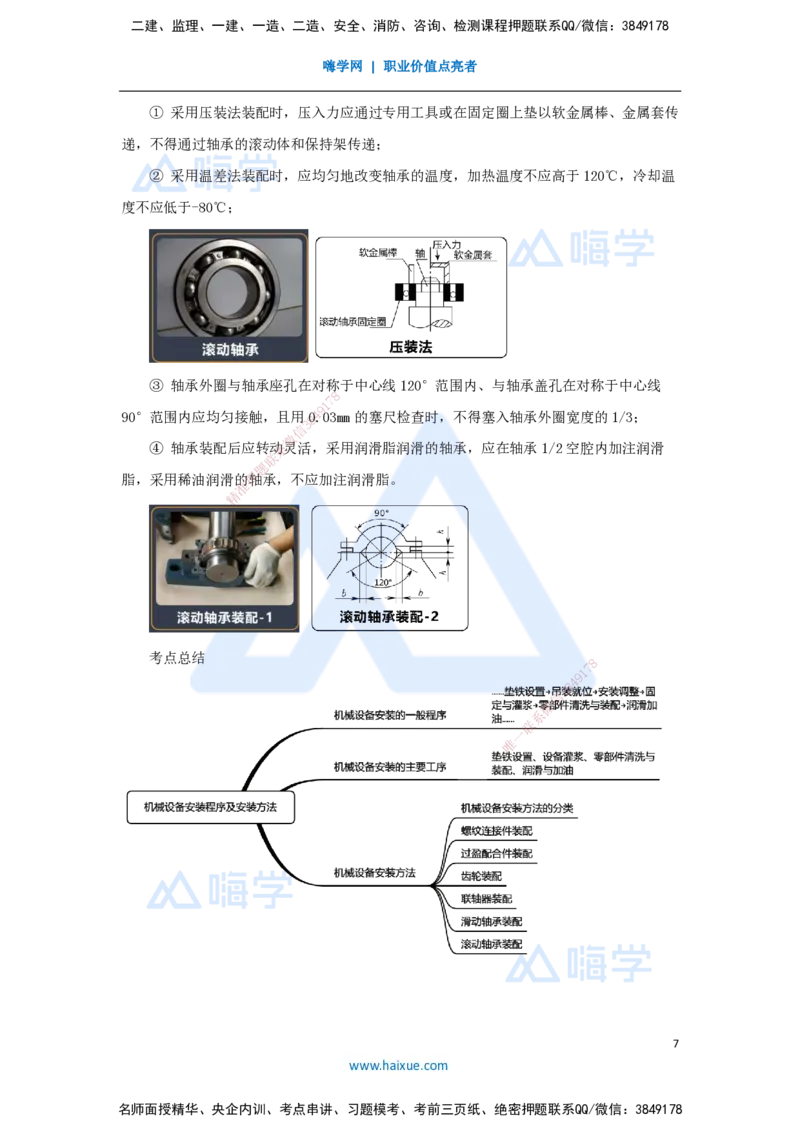
① 采用压装法装配时,压入力应通过专用工具或在固定圈上垫以软金属棒、金属套传
递,不得通过轴承的滚动体和保持架传递;
② 采用温差法装配时,应均匀地改变轴承的温度,加热温度不应高于120℃,冷却温
度不应低于-80℃;
③ 轴承外圈与轴承座孔在对称于中心线120°范围内、与轴承盖孔在对称于中心线
8
7
1
9
90°范围内应均匀接触,且用804.03mm的塞尺检查时,不得塞入轴承外圈宽度的1/3;
3
信
微
④ 轴承装配后应转动系灵活,采用润滑脂润滑的轴承,应在轴承1/2空腔内加注润滑
联
题
脂,采用稀油润滑的押轴承,不应加注润滑脂。
准
精
考点总结
8
1
7
9
8
4
信
3
微
系
联
一
唯
7
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
