 夜雨聆风
夜雨聆风





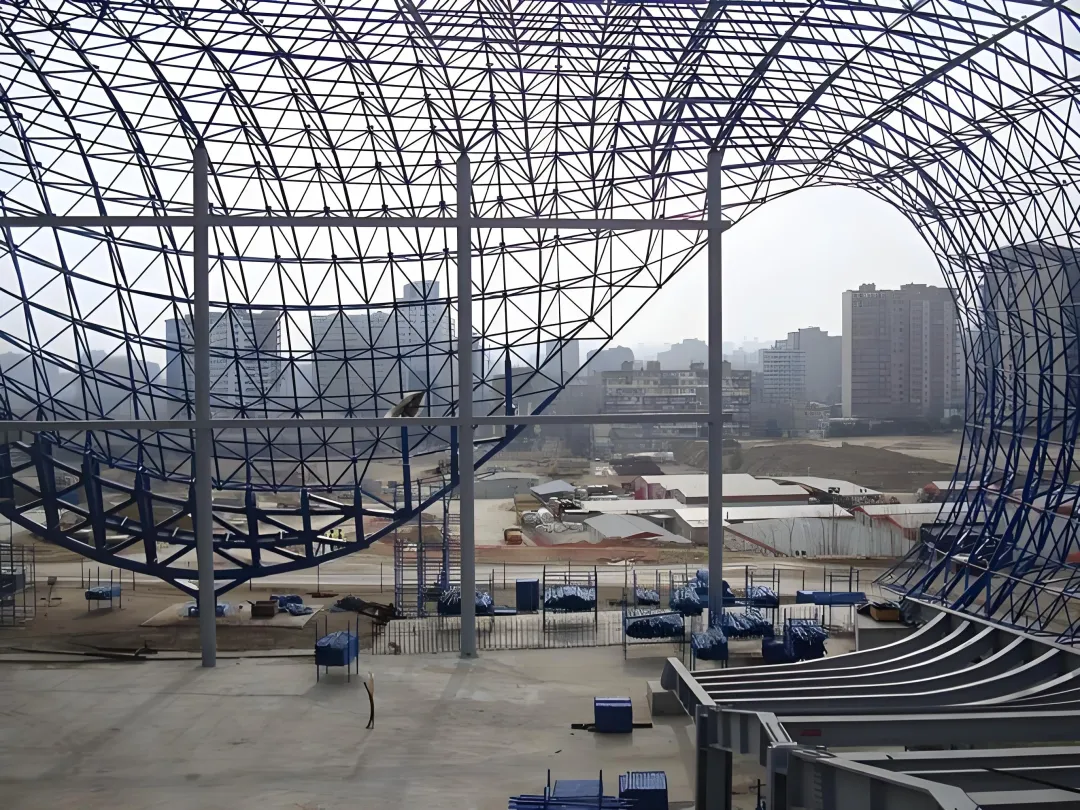
钢结构网架安装技术说明

一、工程概况
本工程为钢结构螺栓球节点网架屋面工程,采用**正放四角锥螺栓球网架结构**,整体为屋面承重受力体系,覆盖厂房、展厅类大跨度屋面区域,网架全长×宽为48m×24m,总投影面积1152㎡,网架跨度48m,短边跨度24m,网架矢高2.4m,屋面起拱高度按跨度1/200设置,起拱值240mm。
网架主材参数:杆件采用Q235B无缝钢管,规格涵盖Φ48×3.5、Φ60×3.5、Φ76×4、Φ89×4、Φ114×4mm五类主力杆件;节点采用45号优质碳素钢螺栓球节点,球径规格Φ120、Φ150、Φ180、Φ200mm四种;支座采用定型橡胶支座+板式钢支座,双向受力支座,支座中心间距标准跨6m,边跨5.5m。网架设计承重:屋面恒荷载0.55kN/㎡,活荷载0.5kN/㎡,雪荷载0.65kN/㎡,抗震设防烈度7度,设计使用年限50年,耐火等级二级。
网架整体采用高空散装+分块吊装结合施工,安装范围涵盖网架构件进场验收、测量放线、支座预埋定位、杆件吊装拼接、螺栓紧固、整体校正、防腐补涂、焊缝检测、分项验收及竣工验收全流程,所有构件尺寸、受力参数、连接节点均严格贴合设计图纸、现行国家钢结构施工规范,安装完成后整体挠度、轴线偏差、受力均匀性均达标,满足屋面封闭、后期装修及长期使用荷载要求。

二、编制依据
本技术说明编制严格遵循以下规范、标准及文件,确保施工全过程合规、可控:
•本工程钢结构网架设计图纸、设计交底纪要、设计变更文件、网架构件加工深化图纸;
•《钢结构工程施工质量验收标准》(GB 50205-2020);
•《空间网格结构技术规程》(JGJ 7-2010);
•《钢结构焊接规范》(GB 50661-2011);
•《钢结构高强度螺栓连接技术规程》(JGJ 82-2011);
•国家及地方关于钢结构工程施工安全、质量的相关法律法规及行政规范性文件;
•本工程施工组织设计、网架安装专项施工方案、现场场地条件、起重设备配置参数。

三、施工准备
3.1 技术准备
1.组织施工技术、质检、吊装及班组全员熟悉全套设计图纸、深化构件图、规范标准及本技术说明,精准核对网架跨度、矢高、起拱值、杆件编号、球径尺寸、支座定位坐标,逐一核对构件清单与深化图纸匹配度,提前排查杆件长度、节点开孔、支座标高差值,问题提前闭环、上报设计及监理确认。
2.实行项目部、施工班组、作业岗位三级技术交底制度,由项目技术负责人牵头,针对性交底网架分块吊装顺序、螺栓紧固力矩、标高控制、挠度管控、支座定位、安全防护核心要点,明确对应参数管控阈值,全员交底签字归档,确保一线操作人员吃透尺寸、标高、受力管控要求。
3.编制专项安装施工方案,明确分块吊装区段、25t汽车吊选型参数、吊装行走路线、杆件拼接顺序、节点连接工艺、质量偏差控制、危大工程防护措施,本网架属于常规跨度钢结构分部工程,专项方案内部审批、监理报审通过后实施,严格按方案管控现场施工。
4.对经纬仪、水准仪、50m校验钢尺、激光测距仪、扭矩扳手全部送检校准,保证计量精度合格;现场精准放出网架纵横主控轴线、支座十字中心线、标高控制点,标注支座预埋定位标记,全程复测放线误差,杜绝轴线偏移影响整体安装精度。
5.针对螺栓扭矩紧固、杆件对接同心度、整体挠度校正、支座找平关键工序,提前做实操工艺复核,固定施工工艺标准,全程按统一标准管控安装质量。
3.2 材料与构件准备
1.网架构件(Q235B钢管杆件、45号钢螺栓球、钢支座、封板、锥头、高强度螺栓)厂家配套进场,随货附带产品合格证、出厂力学检测报告、材质证明书、构件加工尺寸自检报告,施工、监理联合逐根、逐球验收,核对杆件规格、长度、编号、球径、支座型号,严禁错件、缺件、变形构件进场。
2.进场钢材、10.9级高强度螺栓、焊接材料分批次见证取样送检,高强螺栓成套配套进场、同批次使用,严禁混规格、混批次混用;不合格材料、变形杆件、破损节点当场退场,做好退场台账记录,杜绝不合格构件用于结构受力部位。
3.钢材表面锈蚀、划痕深度严控在钢材厚度负偏差1/2以内,杆件无弯曲、无扭曲、无切口缺陷,焊条无药皮脱落、焊剂无受潮结块,螺栓螺纹完好无滑丝、无锈蚀损伤。
4.构件按杆件规格、球径型号分区堆放,场地硬化干燥、底部垫木方隔离防潮,杆件分层码放、防止挤压变形,做好成品防护,避免磕碰损伤漆面、杆件端头。
5.安装前清理构件表面浮锈、油污、泥沙,焊接部位手工除锈达标,构件原厂底漆完好,焊接预留50mm裸面,待焊接、紧固完成后统一补漆,保证防腐完整性。
3.3 机具与设备准备
1.选用25t汽车吊作为主力吊装设备,匹配网架分块吊装重量、作业半径,吊装前全车检修、试吊调试,索具、钢丝绳、卸扣全部校验合格,满足单件最大吊装重量不超过1.2t的施工要求。
2.配套电焊机、扭矩扳手、普通扳手、倒链、水平尺、激光找平仪、探伤检测仪、切割打磨机具,提前调试到位,扭矩扳手精准标定,满足高强螺栓终拧力矩检测需求。
3.全员配齐安全帽、双钩安全带、安全平网、防滑鞋、防护手套,高空作业区全封闭防护,防护用品合规合格后方可上岗。
4.起重索具、吊环、卷扬配件全部符合承重安全标准,统一机具规格,减少拼装、提升误差,保障吊装同步性。
3.4 现场准备
1.全面清理施工场地,平整压实、破除障碍物,划分吊装作业区、构件堆放区、高空操作区,设置硬质围挡、警示标识,严禁非作业人员进入吊装半径范围。
2.接通施工临时水电,临时用电规范布设、三级配电、漏电保护齐全,杜绝私拉乱接,消除触电、火灾隐患。
3.搭设高空拼装操作支架,支架承重验算达标,支撑点对准网架下弦节点,避免杆件悬空受力、局部变形,支架搭设完成验收合格后投入使用。
4.本网架采用高空散装为主、局部分块吊装辅助工艺,提前校准支座预埋钢板水平度、标高,做好定位固定,避免后期移位。
5.提前对接建设、监理、厂家班组,明确构件进场、吊装、验收节点,各司其职,保障施工连续顺畅。

四、安装工艺与流程
结合本工程48m×24m正放四角锥螺栓球网架、中等跨度、屋面落地式支座特点,现场场地开阔、起重设备进出便利,采用**高空散装+局部分块拼装**施工法,适配网架参数、现场工况,具体安装流程及操作要点如下:
4.1 安装方法选择与适用范围
•高空散装法:适配本工程螺栓球节点网架,少支架悬挑拼装,无需超大吨位起重设备,逐根杆件、逐个节点高空对接,精准控制轴线、标高、起拱度,适配中等跨度、屋面规整型网架,全程可控安装精度。
•整体分块拼装法:针对本网架跨中受力区段,地面提前拼装小单元网架,整体吊装就位,减少高空作业量,提升焊接、拼接质量,贴合本网架48m大跨度、矢高2.4m的施工需求,兼顾效率与质量。
•高空滑移法:本工程现场场地充足、不采用滑移工艺,全程以原位高空散装、分块吊装为主,简化施工工序、降低安全风险。
4.2 通用安装流程
现场轴线复测→ 支座定位找平 → 下弦杆拼装 → 腹杆安装 → 上弦杆拼接 → 网架整体起拱校正 → 高强螺栓终拧 → 焊缝施工(辅助节点) → 防腐补涂 → 挠度实测 → 质量检验 → 竣工验收
4.3 具体操作要点
4.3.1 现场放线与支座安装
1.依据土建主控轴线,精准放出网架纵横中心线、支座十字定位线,严控轴线偏差≤3mm,支座标高偏差≤2mm,复测无误后固定定位标记,作为全程安装基准。
2.核对支座型号、受力方向,对准预埋钢板,微调支座水平度、标高,固定支座锚栓,支座中心偏移严控在5mm以内,保证网架受力均匀、支座受力居中。
3.支座外侧预留检修、伸缩间隙,不得封堵、掩埋,滑移、减震支座保留自由伸缩空间,贴合网架热胀冷缩受力需求。
4.支座安装完成双人复测,监理验收合格,留存实测记录,再开展网架杆件拼装工序。
4.3.2 构件吊装
1.按网架深化编号,逐段吊装杆件、螺栓球,吊点设置在杆件受力中点,包裹防护垫,避免磕碰漆面、弯折杆件,单件吊装重量严控在1.2t以内,符合起重设备安全载荷。
2.汽车吊站位平稳、支腿全伸,缓慢起吊、平稳就位,专人专职指挥,信号统一,杜绝急起急停、构件晃动碰撞,高空对接精准对位。
3.分块拼装单元地面预拼,核对跨度、起拱值,预留焊接收缩量,整体吊装至设计位置,与周边杆件对接校正,空中无倾斜、无错位就位。
4.拼装同步管控网架整体平整度,两端高差不大于50mm,临时支撑稳固,再做永久固定,防止网架失稳变形。
5.构件就位后临时固定,微调标高、垂直度,完全贴合设计参数后,再进行节点螺栓紧固,严禁强行对接、暴力校正。
4.3.3 节点连接
4.3.3.1 螺栓球节点连接
1.彻底清理螺栓球、杆件端头铁锈、杂物,核对10.9级高强螺栓规格,螺纹完好、无锈蚀损伤,与杆件、球孔精准匹配。
2.杆件锥头、封板与螺栓球垂直对接,杆件轴线对准球心,先用手拧紧固,再用标定扭矩扳手终拧,终拧扭矩值严格按设计及规范执行,做好紧固标记,杜绝漏拧、欠拧、超拧。
3.逐节点检查同心度、缝隙,杆件无歪斜、节点无松动,拼接缝隙严密,保证整体结构刚度达标。
4.高强螺栓严禁混用、代用,锈蚀、滑丝螺栓直接报废更换,安装完成逐点复检,保证连接百分百可靠。
4.3.3.2 焊接球节点连接
1.焊接部位打磨除锈、开出标准坡口,焊条烘干保温,持证焊工上岗,严格匹配焊接参数,控制电流、速度,避免咬边、气孔、夹渣、裂纹缺陷。
2.焊缝饱满平顺、无飞溅,外观自检合格后,24小时内完成无损探伤,检测合格率100%,满足网架受力焊缝要求。
3.严格按焊接工艺施焊,多层焊逐层清渣,防止母材烧伤、杆件变形,保障节点受力强度。
4.焊接节点尺寸、圆度严格管控,加肋节点焊接密实,贴合构件加工标准,不降低结构受力性能。
4.3.4 网架调整
1.网架整体拼装完成,形成空间刚度单元后,全面复测跨度、矢高、轴线、起拱高度,对照48m跨度、2.4m矢高、240mm起拱值设计参数,微调偏差至规范允许范围,跨中挠度不大于跨度1/250。
2.整体找平、校正垂直度,局部偏差多点微调,保证网架全域受力均匀,无下挠、无局部凸起、无杆件扭曲受力。
3.严控屋面临时堆载,严禁超载堆放建材、机具,不超过设计荷载限值,防止网架变形、挠度超标。
4.校正完成,全面复紧所有螺栓,留存全套标高、挠度、轴线实测记录,归档备查。
4.3.5 防腐补涂
1.焊接、紧固完成后,打磨焊疤、破损漆面,清理干净干燥后,采用原厂同型号防腐底漆、面漆补涂,漆膜厚度达标、涂刷均匀,无漏涂、流坠、起皮。
2.补涂区域与原漆面衔接平顺,防腐封闭到位,延长网架使用寿命,满足户外防腐耐久要求。
3.防腐、防火涂料施工全程留存记录,厚度、遍数符合设计及消防规范要求。
五、质量控制要点
1.原材料严控:杆件、螺栓球、支座、高强螺栓进场必检、见证送检,材质、尺寸、力学性能贴合Q235B、45号钢设计参数,不合格构件零容忍。
2.定位精度严控:轴线偏差≤5mm,支座标高偏差≤3mm,螺栓球中心偏差≤2mm,全程仪器复测,杜绝累积误差。
3.吊装拼装严控:构件无变形、无磕碰,对接同心,不强行拼装,分块吊装同步平稳,整体线形顺直。
4.节点连接严控:高强螺栓扭矩达标、无松动,焊缝探伤合格,节点受力可靠,符合空间网格结构受力标准。
5.整体观感严控:网架跨度、矢高、起拱、挠度完全匹配设计参数,整体平整、杆件顺直,无歪斜、无松动、无变形。
6.防腐质量严控:漆膜完整、厚度达标,无锈蚀外露,成品防护到位,无二次损伤。
7.执行自检、互检、交接检三检制度,隐蔽工程、关键工序监理旁站验收,合格后方可进入下道工序。
六、安全保障措施
1.健全安全生产责任制,专职安全员全程旁站,定期排查吊装、高空、用电安全隐患,危大环节专人管控。
2.高空作业全员系挂双钩安全带,作业面满铺安全平网,严禁高空抛物、违规攀爬,严防高空坠落、物体打击。
3.吊装作业封闭管控、专人指挥,严禁超载吊装、违规站位,机械作业半径内禁止站人,防止倾覆、坠物伤人。
4.临时用电规范管理,焊接作业配备灭火器材,远离易燃物,杜绝触电、火灾事故。
5.操作支架定期检查,无松动、无沉降,高空作业平台稳固,无违章搭设、超负荷使用。
6.完善应急处置预案,突发险情快速响应,应急物资齐全,岗前安全交底全覆盖。
7.严禁屋面集中超载堆载,防止网架受力过载变形、结构失稳。

七、文明施工与环境保护措施
1.施工现场分区规整,构件、机具码放整齐,场地干净无积水,文明施工标识齐全,杜绝野蛮施工。
2.控制施工扬尘、噪音,除锈、涂装合规作业,废料、油漆包装物集中回收,不乱堆乱放、污染场地。
3.工完场清,每日清理施工垃圾,竣工后全面清理场地,恢复原貌。
八、验收与归档
8.1 验收流程
1.工序验收:支座、拼装、紧固、焊接、防腐每道工序自检合格,报监理验收,签字留存记录。
2.分部验收:网架整体完工,实测挠度、轴线、标高、螺栓紧固、焊缝全部达标,整理资料申报分部验收。
3.竣工验收:建设、监理、施工、设计联合验收,实体质量、资料齐全合规,出具验收合格文件。
4.按空间刚度单元划分检验批,前置分项验收合格,再开展整体验收。
8.2 验收资料归档
1.全套归档资料:设计及深化图纸、交底记录、构件合格证、材质报告、检测报告、隐蔽验收、实测记录、扭矩检测、探伤报告、验收签证、安全交底。
2.资料整理规范、页码齐全、装订规整,符合工程竣工档案归档要求,长期留存备查。
3.不合格项整改闭环,复检合格后方可归档,全程可追溯。

九、后期维护与保养
1.交付后定期巡检,重点检查螺栓松动、漆面锈蚀、支座变形、杆件破损,发现问题及时维修。
2.严禁私自切割、改动网架杆件、节点,不随意加装荷载、吊挂重物,保护结构受力原貌。
3.定期补刷防腐漆面,清理屋面杂物、积水,延长网架使用寿命。
4.建立运维台账,定期巡检、维修记录留存,保障结构长期安全使用。
十、附则
1. 本技术说明未尽事宜,严格按照设计图纸、国家现行钢结构、网格结构规范执行。
2. 施工中涉及参数变更、工序调整,必须经技术负责人、监理、设计签字确认,不得私自改动。
全体作业人员严格遵照本说明施工,严守质量、安全底线,确保工程达标交付。
4. 本说明与专项施工方案冲突处,以设计交底、规范标准优先执行。
版权说明:本网站部分图片文字来自网络,版权归原作者所有,如涉及作品内容、版权和其他问题,请与本网联系,我们将在第一时间删除内容!
