
文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
2.3 焊接技术
P42~53 2.3 焊接技术
8
7
1
9
4
8
2.3.1 焊接设备和焊接信材3料的分类及选用
微
系
1. 焊接设备 联
题
押
1)焊接设备分准类
精
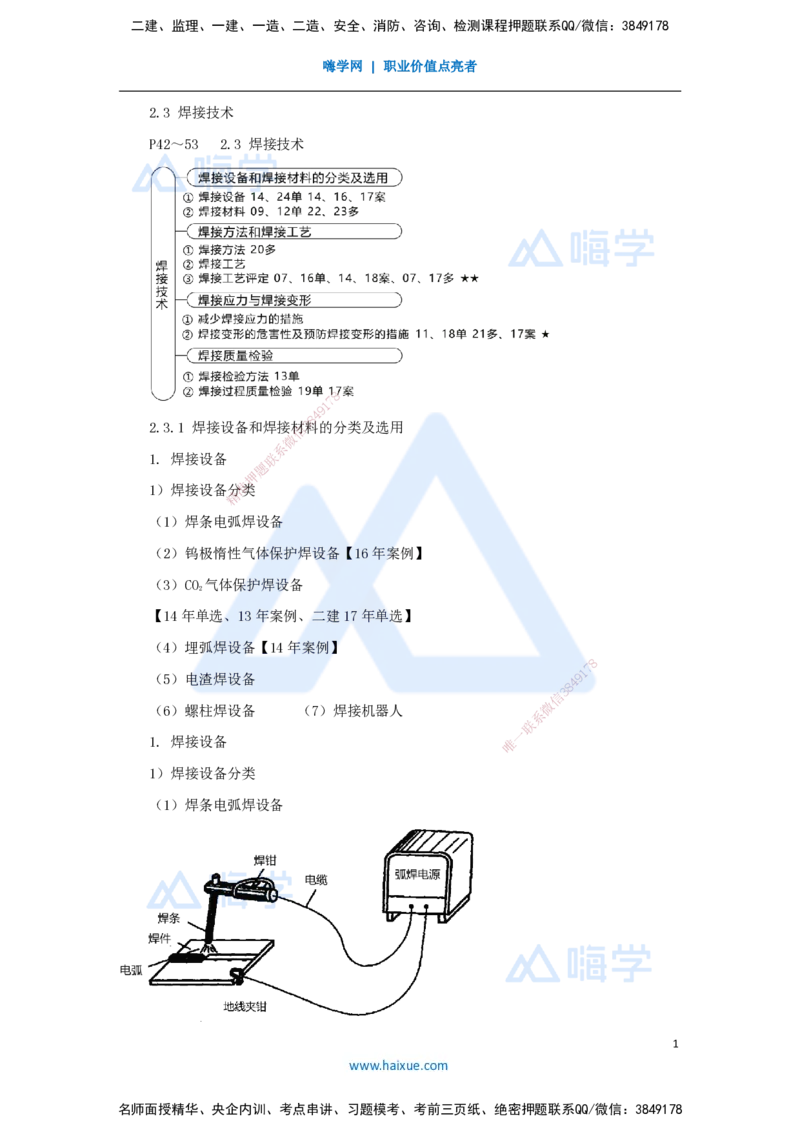
(1)焊条电弧焊设备
(2)钨极惰性气体保护焊设备【16年案例】
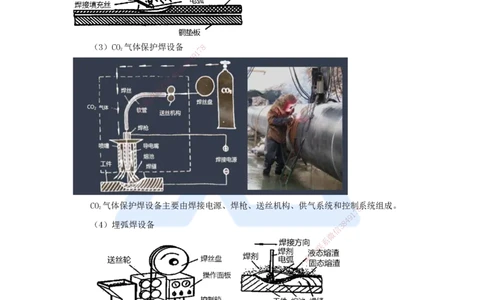
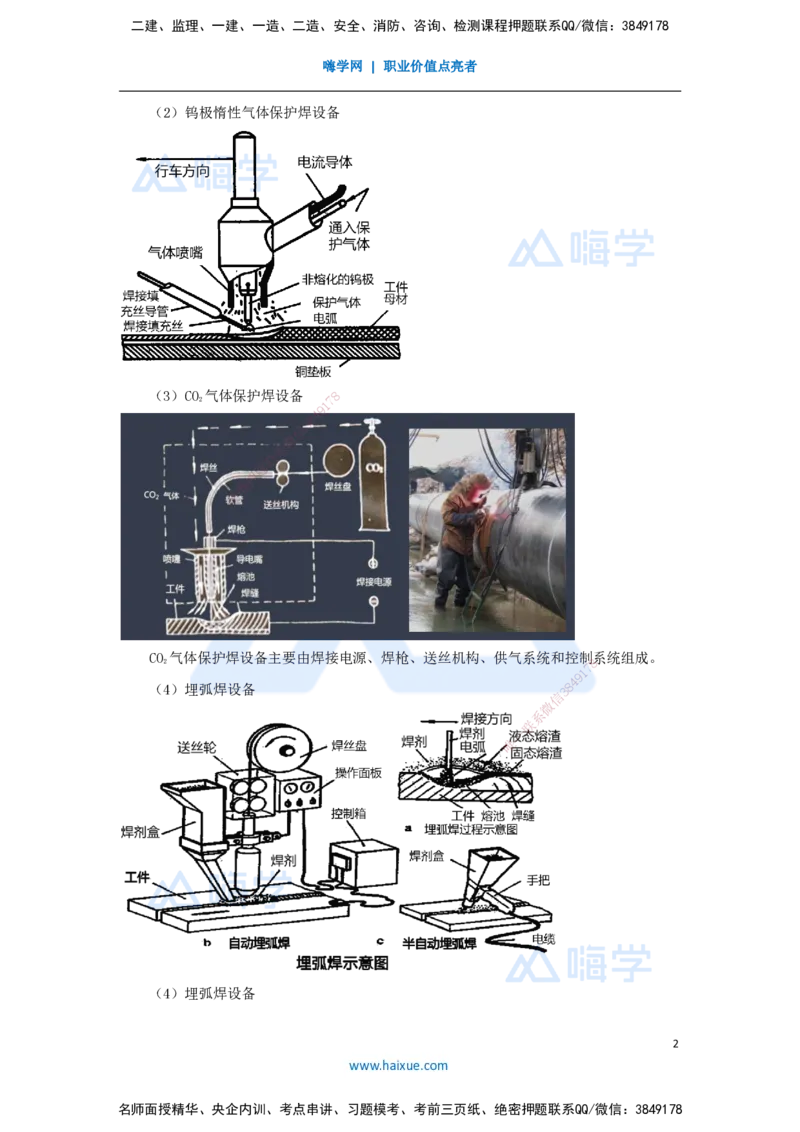
(3)CO 气体保护焊设备
2
【14年单选、13年案例、二建17年单选】
(4)埋弧焊设备【14年案例】
8
7
1
(5)电渣焊设备 4 9
8
3
信
微
(6)螺柱焊设备 (7)焊接机器人
系
联
一
1. 焊接设备 唯
1)焊接设备分类
(1)焊条电弧焊设备
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(2)钨极惰性气体保护焊设备
(3)CO 气体保护焊设备 8
2 1 7
9
4
8
3
信
微
系
联
题
押
准
精
CO
2
气体保护焊设备主要由焊接电源、焊 枪、送丝机构、供气系统和控
1
制
7 8
系统组成。
9
(4)埋弧焊设备
信
3 8
4
微
系
联
一
唯
(4)埋弧焊设备
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
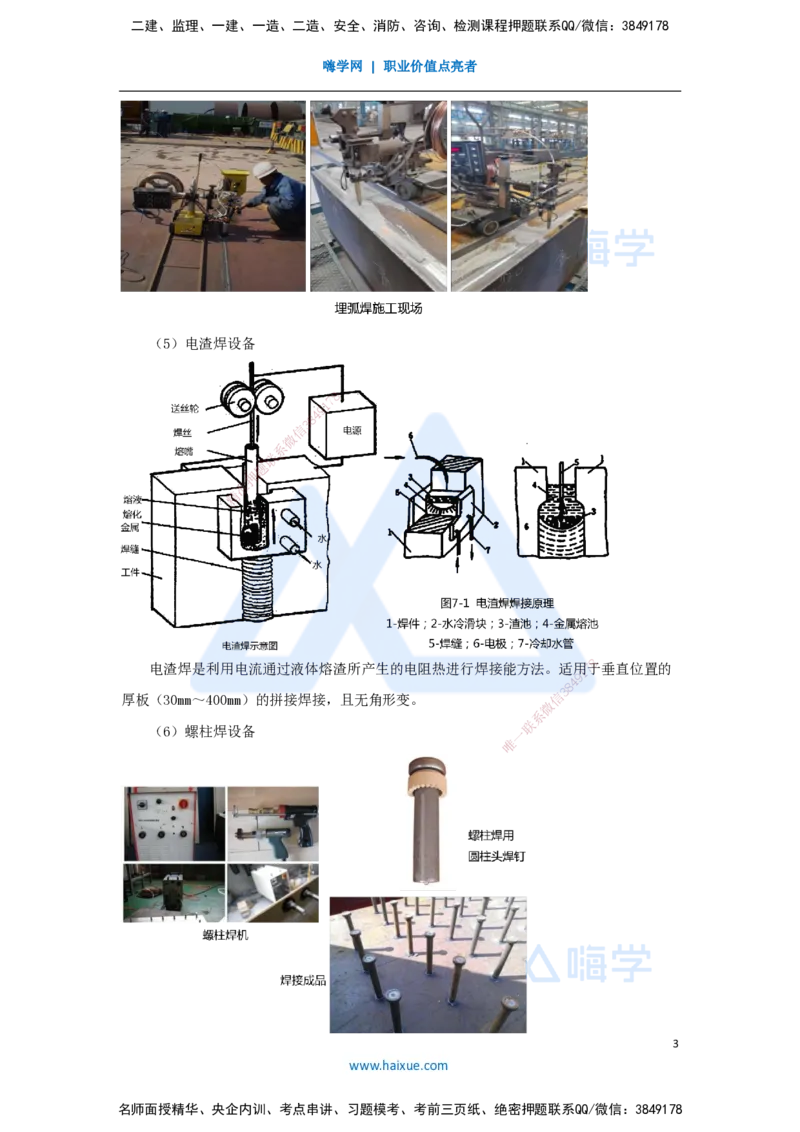
(5)电渣焊设备
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
电渣焊是利用电流通过液体熔渣所产生的 电阻热进行焊接能方法。适用
1
7于垂直位置的
9
8
4
厚板(30mm~400mm)的拼接焊接,且无角形变。 信
3
微
系
(6)螺柱焊设备 一
联
唯
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
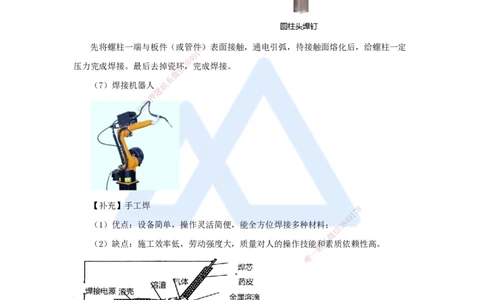
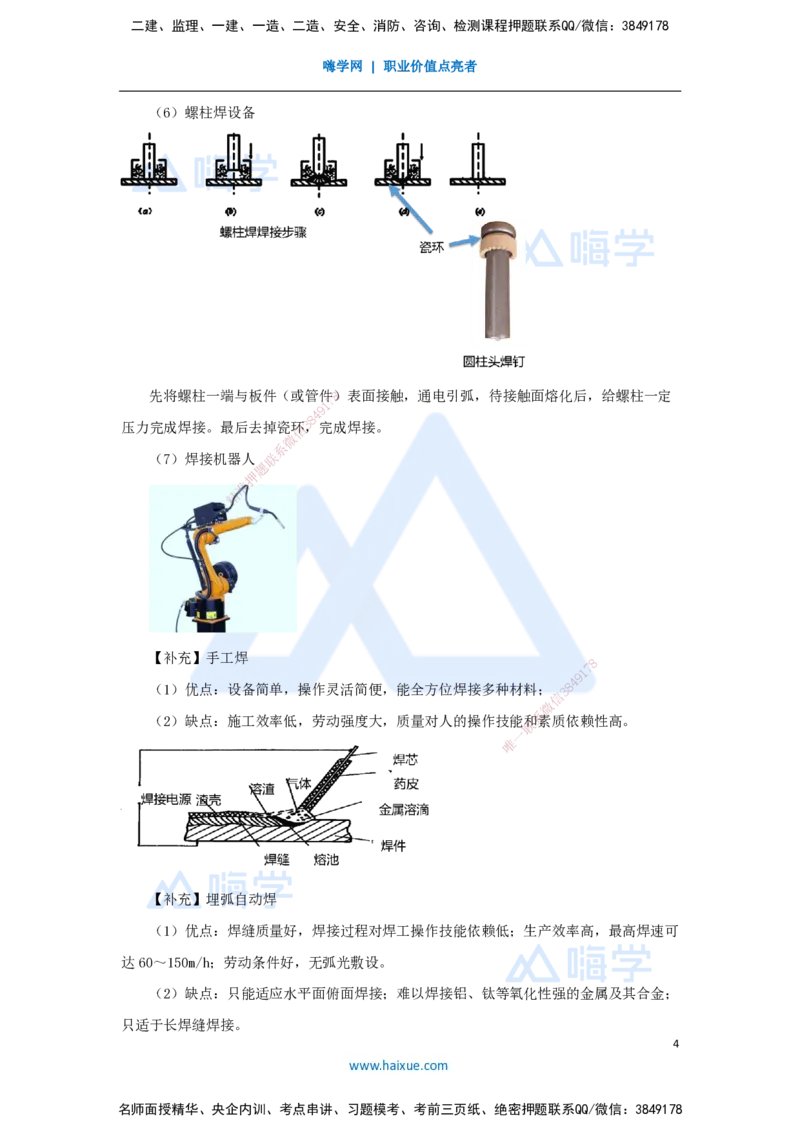
(6)螺柱焊设备
先将螺柱一端与板件(或管件8)表面接触,通电引弧,待接触面熔化后,给螺柱一定
7
1
9
4
8
压力完成焊接。最后去掉瓷信环3,完成焊接。
微
系
(7)焊接机器人 联
题
押
准
精
【补充】手工焊
8
1
7
9
(1)优点:设备简单,操作灵活简便,能 全 方位焊接多种材料;
信
3 8
4
微
(2)缺点:施工效率低,劳动强度大,质量对人 的操作技能和
系
素质依赖性高。
联
一
唯
【补充】埋弧自动焊
(1)优点:焊缝质量好,焊接过程对焊工操作技能依赖低;生产效率高,最高焊速可
达60~150m/h;劳动条件好,无弧光敷设。
(2)缺点:只能适应水平面俯面焊接;难以焊接铝、钛等氧化性强的金属及其合金;
只适于长焊缝焊接。
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
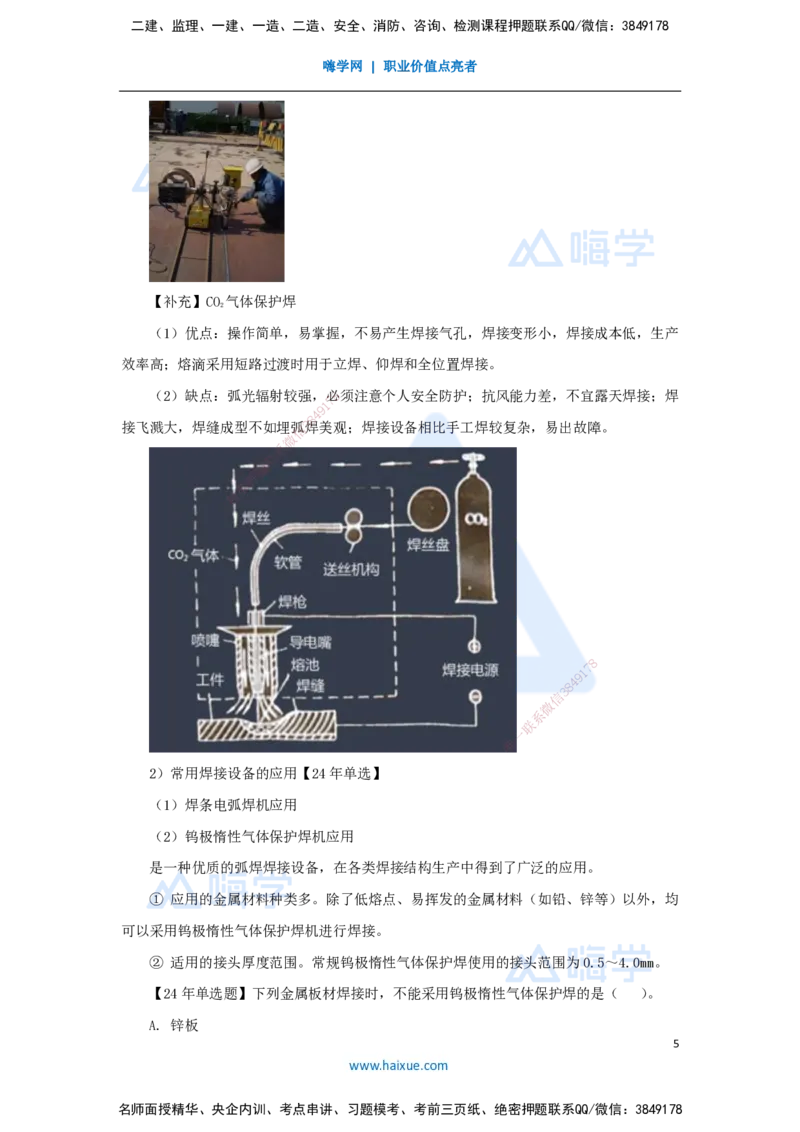
【补充】CO 气体保护焊
2
(1)优点:操作简单,易掌握,不易产生焊接气孔,焊接变形小,焊接成本低,生产
效率高;熔滴采用短路过渡时用于立焊、仰焊和全位置焊接。
(2)缺点:弧光辐射较强,必8须注意个人安全防护;抗风能力差,不宜露天焊接;焊
7
1
9
4
8
接飞溅大,焊缝成型不如埋信弧3焊美观;焊接设备相比手工焊较复杂,易出故障。
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
2)常用焊接设备的应用【24年单选】
(1)焊条电弧焊机应用
(2)钨极惰性气体保护焊机应用
是一种优质的弧焊焊接设备,在各类焊接结构生产中得到了广泛的应用。
① 应用的金属材料种类多。除了低熔点、易挥发的金属材料(如铅、锌等)以外,均
可以采用钨极惰性气体保护焊机进行焊接。
② 适用的接头厚度范围。常规钨极惰性气体保护焊使用的接头范围为0.5~4.0mm。
【24年单选题】下列金属板材焊接时,不能采用钨极惰性气体保护焊的是( )。
A. 锌板
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
B. 钢板
C. 镍板
D. 钛板
【答案】A
2. 焊接材料
1)焊条的分类及选用
(1)焊条分类
① 按焊条药皮成分类:氧化钛型、钛钙型、氧化铁型、低氢型、纤维素型、石墨型、
钛铁矿型、盐基型八大类。
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
② 按用途分类:结构钢焊条,钼和铬钼耐热钢焊条,低温钢焊条,不锈钢焊条,堆焊
焊条,铸铁焊条,镍及镍合金焊 条,铜及铜合金焊条,铝及铝合金焊条,特殊用途焊条十
大类。
③ 按熔渣性质分类:碱性焊条(又称作 低氢型焊条)和酸性焊条。
8
1
7
9
④ 按特殊性能分类:超低氢焊条、低尘低 毒 焊条、立向下焊条、
信
底3 8层
4
焊条、铁粉高效
微
焊条、抗潮焊条、水下焊焊条、重力焊焊条、仰焊焊 条等。
系
联
一
唯
(2)焊条选用要求【22年多选】
① 焊条的选用在设计有规定时应按设计文件要求选用。
② 设计无规定时应在满足结构安全、可靠使用的前提下,以改善作业条件和提高技术
经济效益为原则,综合考虑以下因素:钢材化学成分及力学性能,焊缝金属性能,钢结构
特点(板厚、接头形式)和受力状态,工艺性,焊接位置和施焊条件(室内、野外、空间
大小),焊接工作量(焊缝长度、焊缝当量)。
(3)同种钢材焊接时焊条选用原则
③ 满足焊接结构特点及受力条件原则。对结构形状复杂、刚性大的厚大焊件,在焊接
过程中,冷却速度快,收缩应力大,易产生裂纹,应选用抗裂性好、韧性好、塑性高、氢
6
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
裂纹倾向低的焊条。
例如:低氢型焊条、超低氢型焊条和高韧性焊条等。
【22年多选题】结构形状复杂和刚性大的厚大焊件焊接,选择的焊条应具备的特性包
括( )。
8
7
A. 抗裂性好 1
9
4
8
3
信
B. 强度高 微
系
联
C. 刚性强 题
押
准
精
D. 韧性好
E. 塑性高
【答案】ADE
(4)异种钢焊接时焊条选用 原则(新增)
① 碳钢和低合金钢焊接。一般要 求焊缝金属或接头强度不低于两种被焊金属的最低强
度,选用的焊条强度应能保证焊缝及接头的 强度不低于强度较低侧母材的强
8
度,同时焊缝
1
7
9
金属的塑性和冲击韧性应不低于强度较高而韧性 较差侧的母材性能。
信
3 8
4
微
4)焊接气体分类及应用【23年多选】
系
联
一
唯
(1)焊接气体分类(修改)
① 气焊、切割用气体:助燃气体(O);可燃气体:乙炔、丙烷、石油气、天然气
2
等。
② 焊接保护用气体:二氧化碳(CO)、氩气(Ar)、氦气(He)、氮气(N)、氧气
2
(O)和氢气(H)。
2 2
(2)焊接气体的应用
① 焊接用气体的选择,主要取决于焊接、切割方法。除此之外,还有被焊金属的性
质,焊接接头质量要求、焊件厚度和焊接位置及工艺方法等因素有关。
【23年多选题】焊接时,可用做焊接保护气体的有( )。
7
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
A. 丙烷(CH) (切割用气体)
3 8
B. 氧气(O) (保护气体)
2
C. 乙炔(CH) (切割用气体)
2 2
D. 氩气(Ar) (保护气体)
E. 二氧化碳(CO)(保护气体)
2
【答案】BDE
6)焊接材料的复验要求
(1)钢结构的焊接材料复验(修改)
建筑结构安全等级为一级的一、二级焊缝、建筑结构安全等级为二级的一级焊缝、大
跨度的一级焊缝、重级工作制吊车8梁结构中的一级焊缝中所用焊接材料应按到货批次进行
7
1
9
4
8
复验,合格后方可使用。 信 3
微
系
(2)特种设备的焊联接材料复验
题
押
球罐用的焊条准和药芯焊丝应按批号进行扩散氢复验。焊条、焊丝、焊剂超过期限,应
精
经复验合格后方可使 用。
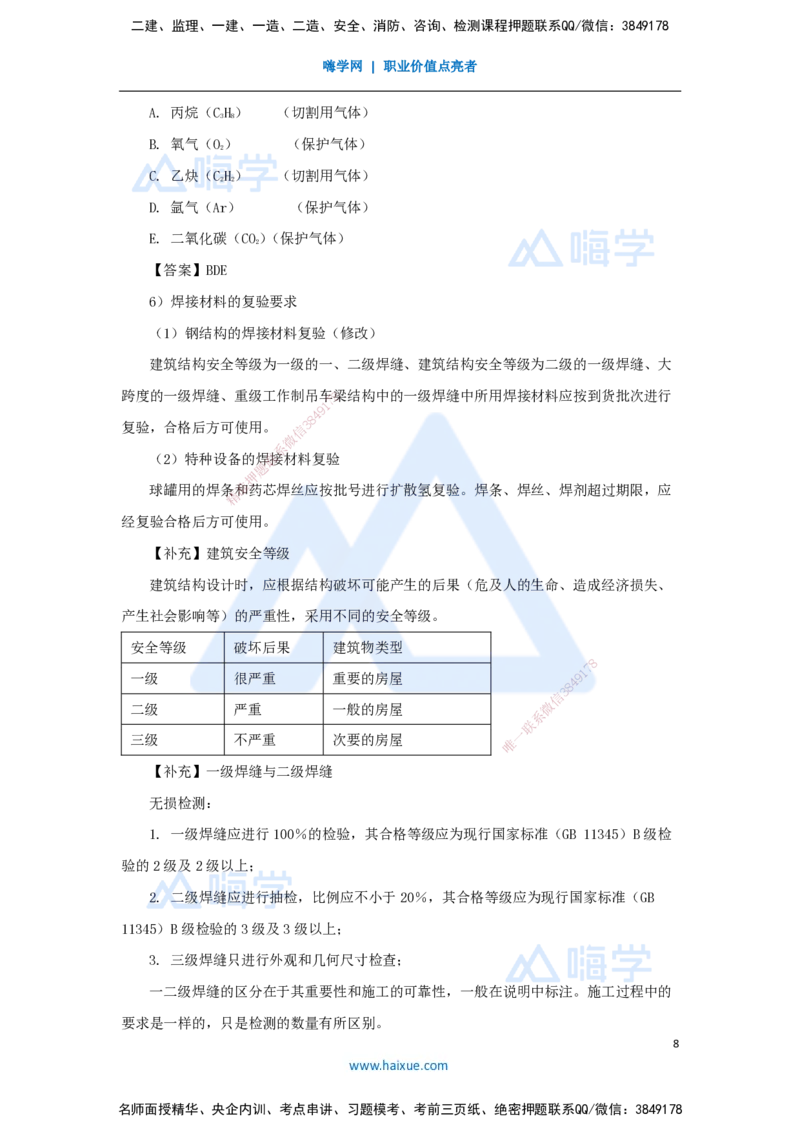
【补充】建筑安全等级
建筑结构设计时,应根据 结构破坏可能产生的后果(危及人的生命、造成经济损失、
产生社会影响等)的严重性,采用不 同的安全等级。
安全等级 破坏后果 建筑物 类型
8
1
7
一级 很严重 重要的房屋 9
8
4
信
3
二级 严重 一般的房屋 微
系
联
一
三级 不严重 次要的房屋
唯
【补充】一级焊缝与二级焊缝
无损检测:
1. 一级焊缝应进行100%的检验,其合格等级应为现行国家标准(GB 11345)B级检
验的2级及2级以上;
2. 二级焊缝应进行抽检,比例应不小于20%,其合格等级应为现行国家标准(GB
11345)B级检验的3级及3级以上;
3. 三级焊缝只进行外观和几何尺寸检查;
一二级焊缝的区分在于其重要性和施工的可靠性,一般在说明中标注。施工过程中的
要求是一样的,只是检测的数量有所区别。
8
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
7)焊条保管、烘干(新增)
① 焊条入库时需按照其质量证明书进行验收,并检查其包装无破损、无受潮和雨淋现
象。焊条必须存放在干燥通风、整洁的库房中,摆放在距离地面、墙面300mm以上的架子
上,应保持上下、左右空气通畅,以免受潮。焊条在库房中应按照种类、牌号、批次、规
格及入库时间等分类存放,每种焊条应有明确的标识,避免混放。焊条库房中应装有温度
计和湿度计,库房内温度不得低于5℃,湿度不得大于60%。
2.3.2 焊接方法和焊接工艺
1. 焊接方法
1)熔化焊(新增)
(1)熔化焊是指在焊接过程中8,将焊接接头在焊接电弧等热源作用下加热至熔化状
7
1
9
4
8
态,在温度场、重力等作用信下3,不加压力,两个工件熔化的液态金属发生混合现象。待温
微
系
度降低后,熔化部分凝联结,两个工件就被牢固的焊在一起的方法。
题
押
(2)熔化焊可准以分为:电弧焊、电渣焊、气焊、电子束焊、激光焊等。最常见的电弧
精
焊又可以进一步分为 :焊条电弧焊、气体保护焊、埋弧焊及等离子焊等。
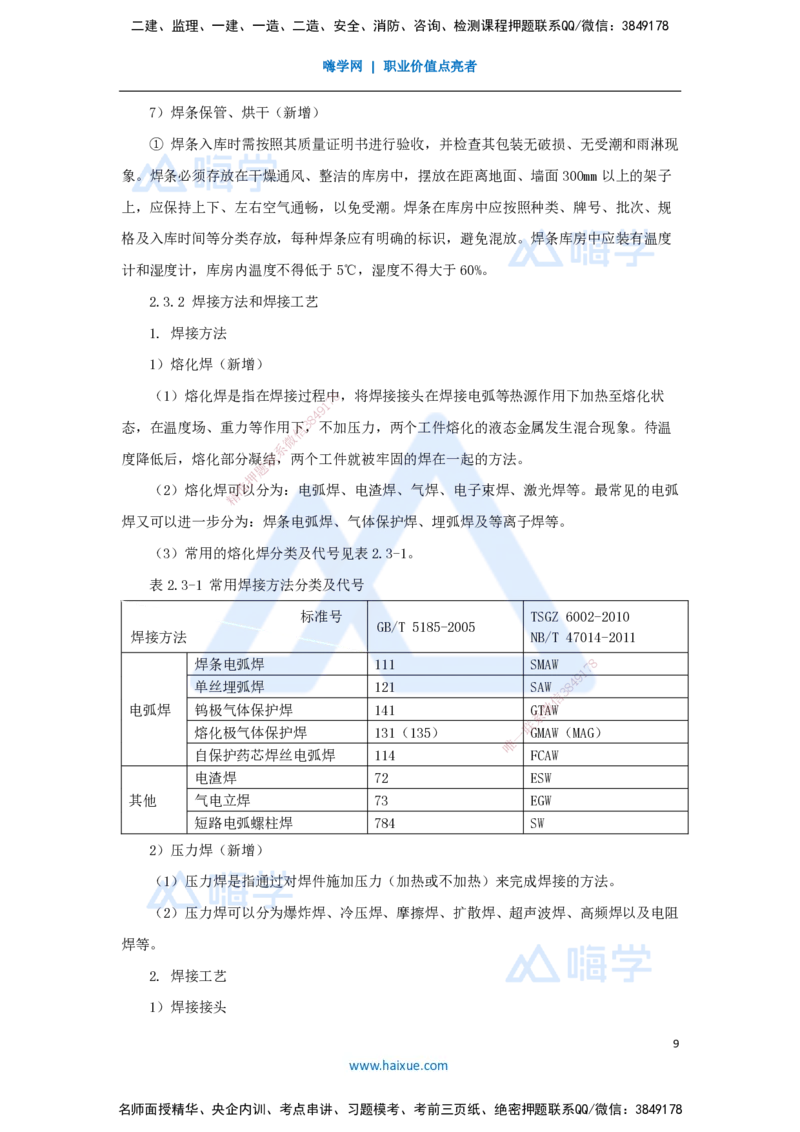
(3)常用的熔化焊分类及代号见表2.3-1。
表2.3-1 常用焊接方法分 类及代号
标准号 TSGZ 6002-2010
GB/T 5185-2005
焊接方法 NB/T 47014-2011
焊条电弧焊 11 1 SMAW
1
7 8
9
单丝埋弧焊 121 SAW 8
4
信
3
电弧焊 钨极气体保护焊 141 GT微AW
系
熔化极气体保护焊 131(135) 一
联
GMAW(MAG)
唯
自保护药芯焊丝电弧焊 114 FCAW
电渣焊 72 ESW
其他 气电立焊 73 EGW
短路电弧螺柱焊 784 SW
2)压力焊(新增)
(1)压力焊是指通过对焊件施加压力(加热或不加热)来完成焊接的方法。
(2)压力焊可以分为爆炸焊、冷压焊、摩擦焊、扩散焊、超声波焊、高频焊以及电阻
焊等。
2. 焊接工艺
1)焊接接头
9
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
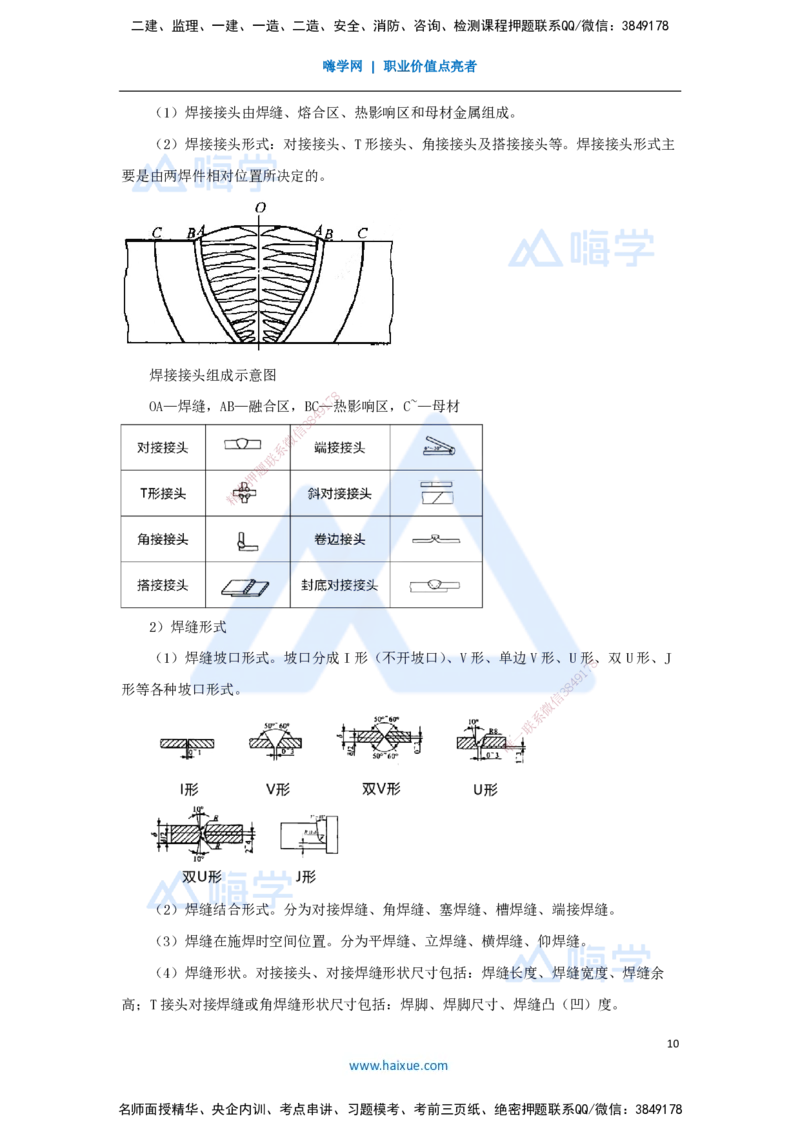
(1)焊接接头由焊缝、熔合区、热影响区和母材金属组成。
(2)焊接接头形式:对接接头、T形接头、角接接头及搭接接头等。焊接接头形式主
要是由两焊件相对位置所决定的。
焊接接头组成示意图
8
7
OA—焊缝,AB—融合区,BC1—热影响区,C~—母材
9
4
8
3
信
微
系
联
题
押
准
精
2)焊缝形式
(1)焊缝坡口形式。坡口分成I形(不 开坡口)、V形、单边V形、U形
8
、双U形、J
1
7
9
形等各种坡口形式。
信
3 8
4
微
系
联
一
唯
(2)焊缝结合形式。分为对接焊缝、角焊缝、塞焊缝、槽焊缝、端接焊缝。
(3)焊缝在施焊时空间位置。分为平焊缝、立焊缝、横焊缝、仰焊缝。
(4)焊缝形状。对接接头、对接焊缝形状尺寸包括:焊缝长度、焊缝宽度、焊缝余
高;T接头对接焊缝或角焊缝形状尺寸包括:焊脚、焊脚尺寸、焊缝凸(凹)度。
10
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
3. 焊接工艺评定(修改)
焊接工艺评定是为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。
1)焊接工艺评定实施
(1)焊接工艺评定报告(PQR)
(2)焊接工艺评定预规程(PWPS)
(3)焊接工艺规程(WPS)
(4)焊接工艺指导书(WWI)
8
7
1
9
4
8
3
信
微
系
联
题
押
准
精
8
1
7
9
8
4
信
3
微
系
联
一
唯
11
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178
