文档内容
二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
P231~ P249 冶炼 设备安装技术 ★★★
1. 炼铁设备安装技术
1)高炉炉体框架安装
基础检查放线→下部框架柱→框架梁下部→平台梁、板→
上部框架柱→柱间支撑→上部平台梁、板→
炉顶平台→炉顶框架柱→炉顶框架梁→炉顶悬臂吊车梁。
88
77
11
99
44
88
33
信信
微微
系系
联联
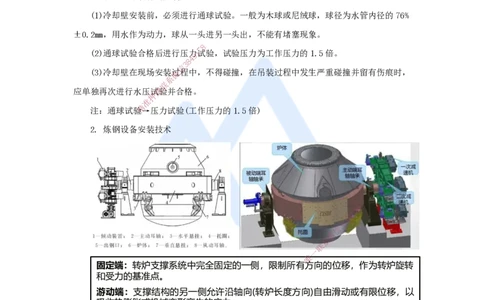
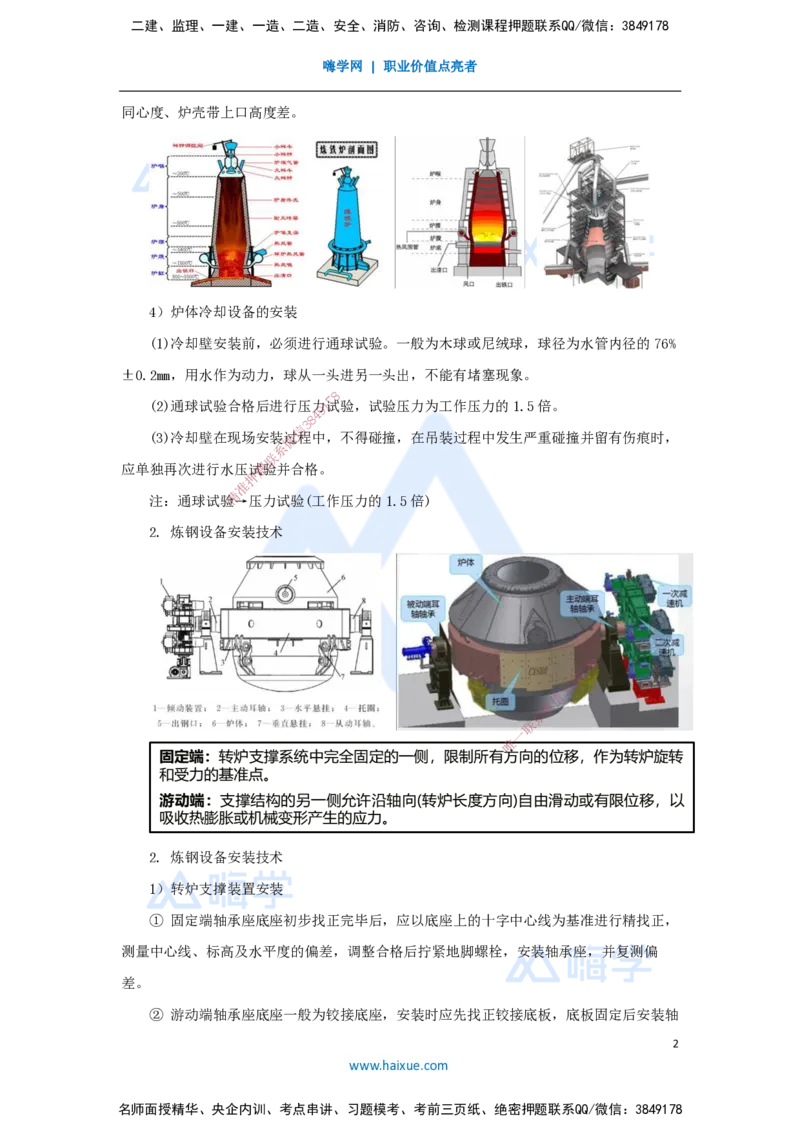
2)高炉炉壳焊接题题
押押
准准
精精
① 炉壳焊接应有相应的焊接工艺评定报告,并根据焊接工艺评定报告编制焊接作业指
导书。
② 炉壳应先焊内侧焊缝,再焊外侧焊缝,并先焊各带立焊缝、后焊横焊缝;多名焊工
均布圆周,采用对称方向、多层 多焊道、分段退焊的方法进行焊接。
88
11
77
99
88
44
信信
33
微微
系系
联联
一一
唯唯
3)高炉炉壳安装
① 采用正装法,炉壳安装与框架安装同步进行。【同时安装】
② 采用倒装法、上部倒装法、下部正装法、线外拼装整体滑移法时,框架安装先于炉
壳安装。【先安框架】
③ 逐带组装炉壳,应分别测量炉壳半径、炉壳带中心相对炉底中心的同心度,架设水
准仪测量炉壳钢板带上口高度差。
④ 高炉炉腰以上的炉壳安装,应分别测量各段炉壳半径、炉壳带中心相对炉底中心的
1
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
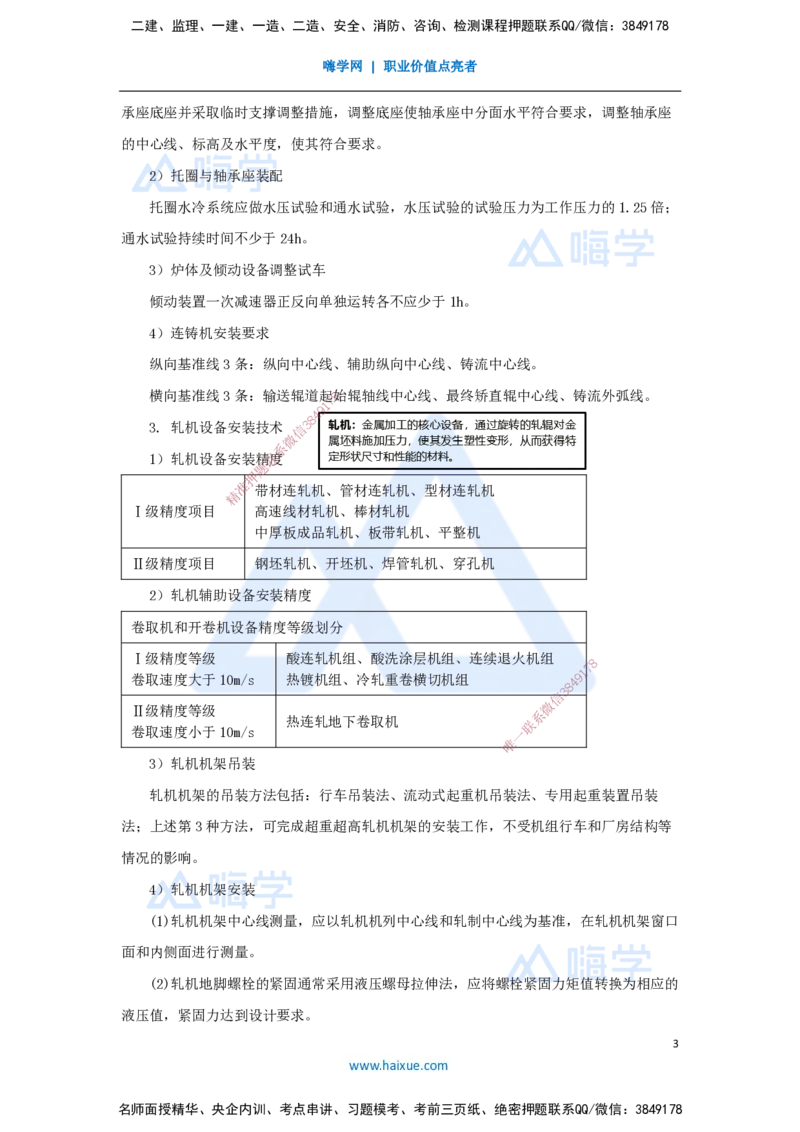
同心度、炉壳带上口高度差。
4)炉体冷却设备的安装
(1)冷却壁安装前,必须进行通球试验。一般为木球或尼绒球,球径为水管内径的76%
±0.2mm,用水作为动力,球从一头进另一头出,不能有堵塞现象。
88
77
(2)通球试验合格后进行压力11试验,试验压力为工作压力的1.5倍。
99
44
88
33
信信
(3)冷却壁在现场安装微微过程中,不得碰撞,在吊装过程中发生严重碰撞并留有伤痕时,
系系
联联
应单独再次进行水压试题题验并合格。
押押
准准
精精
注:通球试验→压力试验(工作压力的1.5倍)
2. 炼钢设备安装技 术
88
11
77
99
88
44
信信
33
微微
系系
联联
一一
唯唯
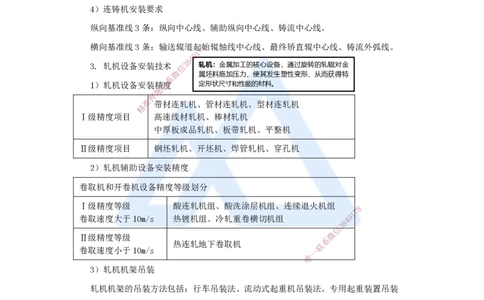
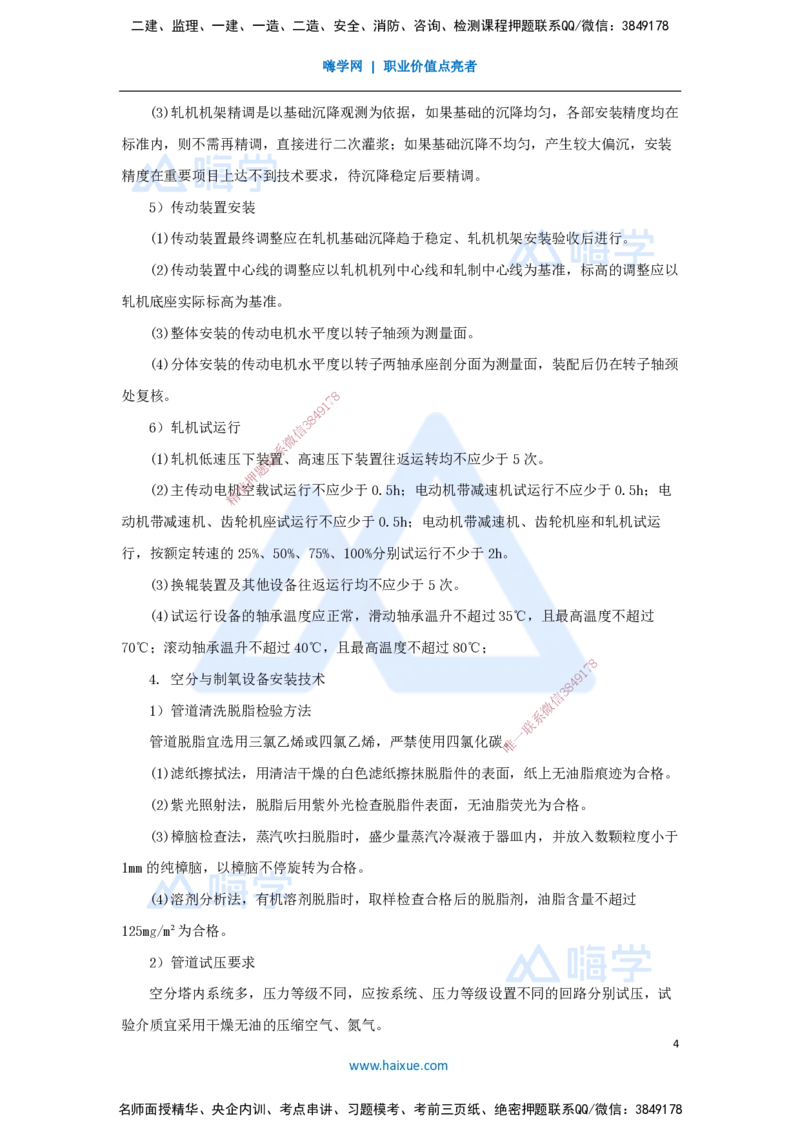
2. 炼钢设备安装技术
1)转炉支撑装置安装
① 固定端轴承座底座初步找正完毕后,应以底座上的十字中心线为基准进行精找正,
测量中心线、标高及水平度的偏差,调整合格后拧紧地脚螺栓,安装轴承座,并复测偏
差。
② 游动端轴承座底座一般为铰接底座,安装时应先找正铰接底板,底板固定后安装轴
2
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
承座底座并采取临时支撑调整措施,调整底座使轴承座中分面水平符合要求,调整轴承座
的中心线、标高及水平度,使其符合要求。
2)托圈与轴承座装配
托圈水冷系统应做水压试验和通水试验,水压试验的试验压力为工作压力的1.25倍;
通水试验持续时间不少于24h。
3)炉体及倾动设备调整试车
倾动装置一次减速器正反向单独运转各不应少于1h。
4)连铸机安装要求
纵向基准线3条:纵向中心线、辅助纵向中心线、铸流中心线。
横向基准线3条:输送辊道起88始辊轴线中心线、最终矫直辊中心线、铸流外弧线。
77
11
99
44
88
3. 轧机设备安装技术 信信 33
微微
系系
1)轧机设备安装精联联度
题题
押押
准准带材连轧机、管材连轧机、型材连轧机
精精
Ⅰ级精度项目 高速线材轧机、棒材轧机
中 厚板成品轧机、板带轧机、平整机
Ⅱ级精度项目 钢坯轧机、开坯机、焊管轧机、穿孔机
2)轧机辅助设备安装精度
卷取机和开卷机设备精度等级划分
Ⅰ级精度等级 酸连轧机组、酸 洗涂层机组、连续退火机组
88
11
77
卷取速度大于10m/s 热镀机组、冷轧重卷 横切机组
88
44 99
信信
33
微微
Ⅱ级精度等级
卷取速度小于10m/s
热连轧地下卷取机
一一
联联
系系
唯唯
3)轧机机架吊装
轧机机架的吊装方法包括:行车吊装法、流动式起重机吊装法、专用起重装置吊装
法;上述第3种方法,可完成超重超高轧机机架的安装工作,不受机组行车和厂房结构等
情况的影响。
4)轧机机架安装
(1)轧机机架中心线测量,应以轧机机列中心线和轧制中心线为基准,在轧机机架窗口
面和内侧面进行测量。
(2)轧机地脚螺栓的紧固通常采用液压螺母拉伸法,应将螺栓紧固力矩值转换为相应的
液压值,紧固力达到设计要求。
3
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(3)轧机机架精调是以基础沉降观测为依据,如果基础的沉降均匀,各部安装精度均在
标准内,则不需再精调,直接进行二次灌浆;如果基础沉降不均匀,产生较大偏沉,安装
精度在重要项目上达不到技术要求,待沉降稳定后要精调。
5)传动装置安装
(1)传动装置最终调整应在轧机基础沉降趋于稳定、轧机机架安装验收后进行。
(2)传动装置中心线的调整应以轧机机列中心线和轧制中心线为基准,标高的调整应以
轧机底座实际标高为基准。
(3)整体安装的传动电机水平度以转子轴颈为测量面。
(4)分体安装的传动电机水平度以转子两轴承座剖分面为测量面,装配后仍在转子轴颈
处复核。 88
77
11
99
44
88
6)轧机试运行 信信 33
微微
系系
(1)轧机低速压下装联联置、高速压下装置往返运转均不应少于5次。
题题
押押
(2)主传动电机准准空载试运行不应少于0.5h;电动机带减速机试运行不应少于0.5h;电
精精
动机带减速机、齿轮 机座试运行不应少于0.5h;电动机带减速机、齿轮机座和轧机试运
行,按额定转速的25%、50%、75%、100%分别试运行不少于2h。
(3)换辊装置及其他设备往 返运行均不应少于5次。
(4)试运行设备的轴承温度应正 常,滑动轴承温升不超过35℃,且最高温度不超过
70℃;滚动轴承温升不超过40℃,且最高 温度不超过80℃;
88
11
77
4. 空分与制氧设备安装技术
88
44 99
信信
33
微微
1)管道清洗脱脂检验方法
系系
联联
一一
管道脱脂宜选用三氯乙烯或四氯乙烯,严禁使用四氯 化碳唯唯。
(1)滤纸擦拭法,用清洁干燥的白色滤纸擦抹脱脂件的表面,纸上无油脂痕迹为合格。
(2)紫光照射法,脱脂后用紫外光检查脱脂件表面,无油脂荧光为合格。
(3)樟脑检查法,蒸汽吹扫脱脂时,盛少量蒸汽冷凝液于器皿内,并放入数颗粒度小于
1mm的纯樟脑,以樟脑不停旋转为合格。
(4)溶剂分析法,有机溶剂脱脂时,取样检查合格后的脱脂剂,油脂含量不超过
125mg/m²为合格。
2)管道试压要求
空分塔内系统多,压力等级不同,应按系统、压力等级设置不同的回路分别试压,试
验介质宜采用干燥无油的压缩空气、氮气。
4
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178二建、监理、一建、一造、二造、安全、消防、咨询、检测课程押题联系QQ/微信:3849178
嗨学网 | 职业价值点亮者
(1)冷箱内管道应做强度试验,试验压力为工作压力的1.15倍。
(2)冷箱内管道应做严密性试验,强度试验压力降至工作压力,用发泡剂检验不泄漏为
合格。
(3)冷箱内管道应做泄漏量试验,试验压力为工作压力,停压12h,在试验压力稳定
30min后,开始记录起点压力、起点温度,泄漏率不大于2.5%为合格。
3)裸冷试验
裸冷是在塔内管道、阀门和设备全部安装完毕,并进行了全面加热和吹除后,在冷箱
充填珠光砂、矿棉前,对冷箱系统的设备和管道进行开车冷冻,是对空分设备的低温考
核。
裸冷试验应进行至膨胀机进出88口温度不再下降,设备管路外表面上结白霜后,保持时
77
11
99
44
88
间不少于4h。 信信 33
微微
系系
裸冷试验结束后应联联对整个冷却系统加温解冻,系统恢复到常温后,应以工作压力对整
题题
押押
个系统进行通气检准准查,有泄漏时应消除故障,必要时再次进行裸冷试验。
精精
5. 炉窑砌筑施工 技术
(1)工业炉在投入生产前烘干烘透,烘炉前应先烘烟囱及烟道。
(2)耐火浇注料内衬应按规 定养护后,才可烘炉。
(3)烘炉应在其生产流程有关的 机电设备联合试运行及调整合格后进行。
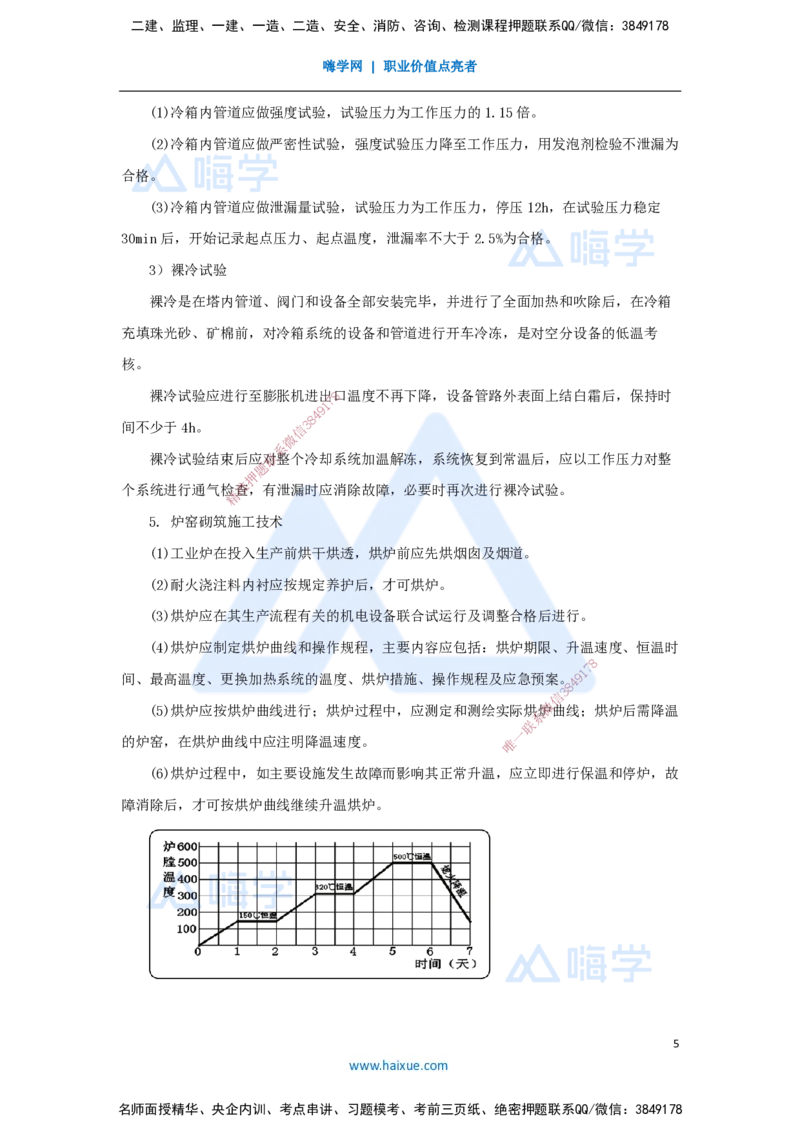
(4)烘炉应制定烘炉曲线和操作规程, 主要内容应包括:烘炉期限、升温速度、恒温时
88
11
77
间、最高温度、更换加热系统的温度、烘炉措施 、操作规程及应急预案。
88
44 99
信信
33
微微
(5)烘炉应按烘炉曲线进行;烘炉过程中,应测定和测绘实际烘炉曲线;烘炉后需降温
系系
联联
一一
的炉窑,在烘炉曲线中应注明降温速度。 唯唯
(6)烘炉过程中,如主要设施发生故障而影响其正常升温,应立即进行保温和停炉,故
障消除后,才可按烘炉曲线继续升温烘炉。
5
www.haixue.com
名师面授精华、央企内训、考点串讲、习题模考、考前三页纸、绝密押题联系QQ/微信:3849178

