夜雨聆风
夜雨聆风





破解质量管理的“文档孤岛”困局(二)

从源头抓起:特性分析报告如何真正落地?
上一期我们讲到,特性分析报告是三大文档联动的源头,回答了“什么是重要的”这一核心问题。但很多企业在编制这份报告时,往往陷入一个误区:把它当作一份应付审查的“作业”,特性描述笼统、分类不清、缺乏量化标准,最终沦为束之高阁的文档。
那么,一份真正能指导生产的特性分析报告,究竟应该如何编制?本期,我们将深入探讨特性分析的理论基础、实操步骤和具体化要求,带您从源头掌控质量。
01
特性分类的理论基础:关键的少数原则
特性分类的理论基础,源于GJB 190《特性分类》标准。该标准将产品特性分为三个等级:关键特性、重要特性和一般特性。这种分类方法遵循“关键的少数原则”——少数关键特性对产品质量起决定性作用,需要在资源有限的情况下予以重点关注。
三类特性的定义与判断:
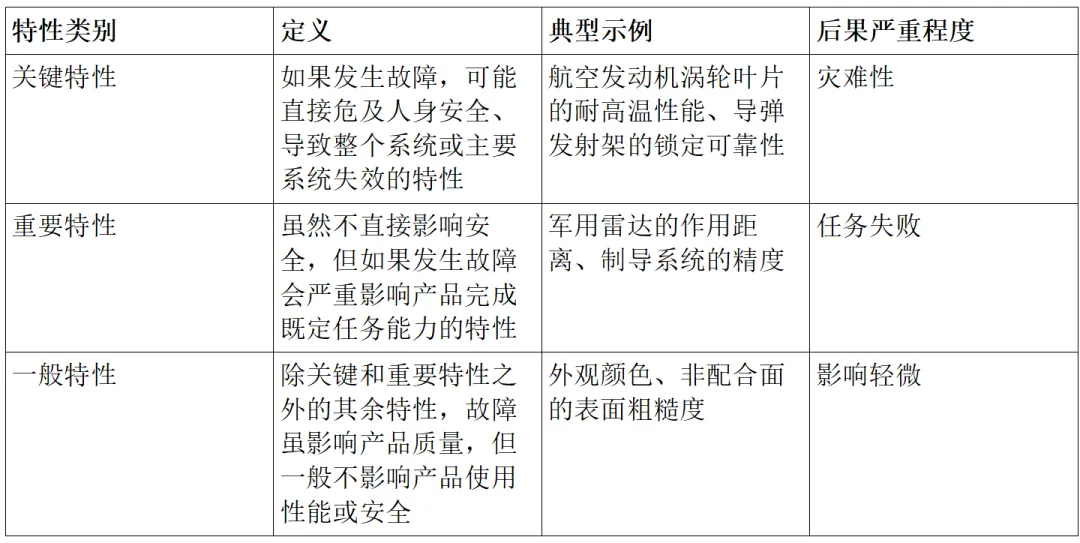
需要强调的是,特性分类不是静态的一次性活动,而应贯穿产品全生命周期。工程研制阶段的方案设计完成后,应启动初步的特性分析;随着详细设计的深入,特性分类需不断细化和完善;进入生产阶段后,还应根据实际工艺能力和质量问题反馈,对特性分类进行复审和必要调整。
02
特性分析的五大步骤:从任务书到报告
特性分析是一个系统性工程,需要遵循科学的方法和步骤。基于GJB 9001C及相关标准要求,特性分析通常包括以下五个关键步骤:
第一步:获取研制任务书或技术要求
特性分析的起点,是明确产品的技术指标和组成要求。
设计团队应基于产品设计任务书中的技术要求和产品组成信息,全面梳理产品需要满足的技术指标,包括:
-
性能指标:如输出功率、响应时间、作用距离等
-
功能要求:如自动诊断、冗余切换、故障保护等
-
环境适应性:如工作温度范围、抗振动冲击能力、耐盐雾腐蚀等
-
安全性要求:如故障安全保护、防误操作设计等
-
可靠性要求:如平均故障间隔时间、使用寿命等
这些技术指标直接关联到特性分类的广度和深度。梳理得越全面,后续分析就越扎实。
第二步:功能分析与FMEA分析
在明确产品技术要求的基础上,设计团队需要开展功能分析,建立产品功能树,明确各功能之间的逻辑关系和依赖程度。
与此同时,结合故障模式与影响分析(FMEA),对每个功能可能的失效模式及其后果进行评估。FMEA的核心价值在于:它能够帮助识别那些虽然当前设计看似可靠,但一旦失效后果严重的潜在风险点。
实战案例:某型液压伺服阀的特性分析中,设计团队通过FMEA发现,阀芯卡滞这一故障模式虽然发生概率不高(根据历史数据约为0.5%),但一旦发生将导致舵机失控,严重影响飞行安全。基于这一分析,阀芯与阀套的配合间隙被识别为关键特性。
FMEA的分析要点包括:
-
失效模式:什么可能出问题?
-
失效原因:为什么会出问题?
-
失效后果:出问题会带来什么影响?
现行控制措施:目前如何预防或发现?
风险优先数:基于严重度、发生度、探测度的综合评估。
第三步:特性分类确定
基于功能分析和FMEA的结果,按照特性对产品安全、任务完成度的影响程度,将特性划分为关键特性、重要特性和一般特性。
在实际操作中,可采用逻辑决断法,通过一系列判断问题来逐步确定特性类别:
问题1:该特性的故障是否直接危及人身安全或导致灾难性事故?
-
若是 → 关键特性
-
若否 → 进入问题2
问题2:该特性的故障是否会导致任务失败或主要功能丧失?
-
若是 → 重要特性
-
若否 → 进入问题3
问题3:该特性的故障是否会导致性能下降或增加维修成本?
-
若是 → 一般特性
-
若否 → 一般特性(可进一步考虑是否需管控)
这种逐级判断的方法,既保证了分类的科学性,又具有可操作性。
第四步:选定检验单元
确定特性类别后,还需明确这些特性所依附的检验单元,即具体的零部件、组件或系统。
检验单元的选定原则:
-
关键特性 → 所依附的零部件/单元确定为关键件
-
重要特性 → 所依附的零部件/单元确定为重要件
例如:
-
关键特性是“导弹发射架的锁定可靠性” → 发射架组件成为关键件
-
关键特性是“电源模块的输出电压稳定性” → 电源模块单元成为关键件
-
重要特性是“雷达天线的增益系数” → 天线组件成为重要件
检验单元的选定,为后续编制关键件明细表奠定了基础。
第五步:形成特性分析报告
基于上述分析,编制详细的特性分类分析报告。报告应至少包括以下内容:

报告应经跨部门评审,确保分析的全面性和准确性。评审组通常应包括设计、工艺、质量、采购等部门人员,必要时可邀请顾客代表参与。
03
可测量特性的具体化要求:SMART原则
特性分析报告的价值在于其可执行性,而可执行性的基础是特性要求的具体化和可测量化。实践中,许多特性分析报告流于形式的原因,就在于特性描述过于笼统,缺乏明确的量化标准和验证方法。
为确保特性要求的落地,必须遵循SMART原则:
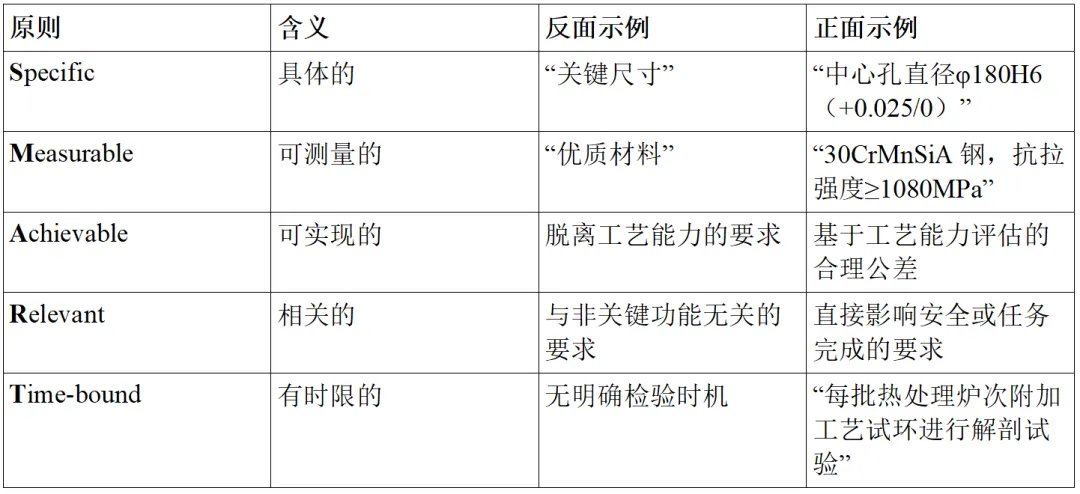
下面,我们分类阐述具体化的要求:
尺寸特性的具体化
对于尺寸类特性,不应仅标注为“关键尺寸”,而应明确:
-
具体的尺寸公差要求:如“φ0.8±0.02mm”
-
测量基准:如“以A面为基准”
-
测量方法:如“用气动量仪全检”
-
抽样方案:如“每批抽检5件,每件测3点”
实战案例:航空发动机涡轮叶片冷却孔的位置度要求,具体化为:“相对于理论位置φ0.05mm,使用高分辨率光学影像测量仪或工业CT测量,每件全检”。实际生产中,通过采用复合式光学路径设计的三次元影像测量系统,可在0.3秒内完成单叶片全域扫描,实现0.8μm的重复测量精度,确保每个冷却孔的位置度误差控制在±2µm以内。
材料特性的具体化
对于材料类特性,不应仅描述为“优质材料”或“高强度材料”,而应明确:
-
材料牌号:如“30CrMnSiA钢”
-
材料状态:如“调质状态”
-
力学性能指标:如“抗拉强度≥1080MPa,屈服强度≥885MPa,断后伸长率≥10%”
-
化学成分范围:如“C:0.28-0.35%,Si:0.90-1.20%,Mn:0.80-1.10%”
-
检验方法:如“按GB/T 228.1进行室温拉伸试验,取样位置为端部1/4壁厚处”
对于关键材料,还应实施定点采购和入厂复验,确保材料来源的可追溯性和性能的稳定性。
性能特性的具体化
对于功能性能类特性,应明确:
-
性能指标:如“阶跃响应上升时间≤50ms,超调量≤5%,稳态误差≤1%”
-
测试条件:如“输入阶跃信号幅值为满量程的50%,负载为额定负载,环境温度为25℃±5℃”
-
判定准则:如“连续测试10次,9次以上满足要求”
-
测试方法:如“使用动态信号分析仪,采样频率≥10kHz”
这些具体化的要求,为后续的检验验收提供了明确的依据。
过程参数的具体化
对于工艺过程控制的特性,应明确:
-
工艺参数范围:如“焊接电流120±5A,电弧电压22±1V,焊接速度150±10mm/min,保护气体流量15±1L/min”
-
监控方法:如“每2小时记录一次参数值”
-
监控仪表:如“使用经校准的数字式电流电压表”
处置规则:如“参数超差时立即停机调整,并对已加工零件进行隔离评审”。
04
跨部门协同:特性分析不是设计部的“独角戏”
特性分析报告的编制,不应是设计人员的“闭门造车”,而应是跨部门协作的成果。
最佳实践:成立由设计、工艺、质量、采购等部门人员组成的特性分析小组,共同参与特性的识别与分类。
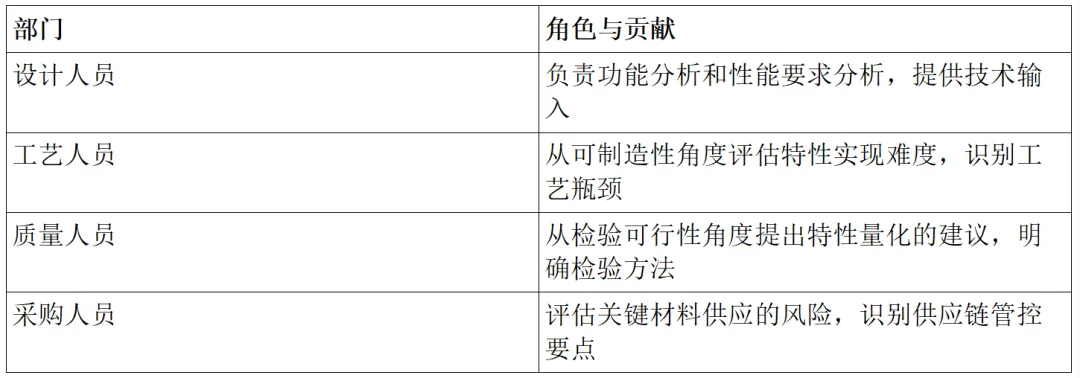
这种协同机制能够有效避免特性分析脱离实际的问题,提高报告的实用性和可执行性。
特性分析报告完成后,应组织正式评审,重点审查:
-
特性分类的合理性:是否“就高不就低”?
-
特性量化的准确性:是否可测量、可检验?
关键件识别的完整性:是否有遗漏?
05
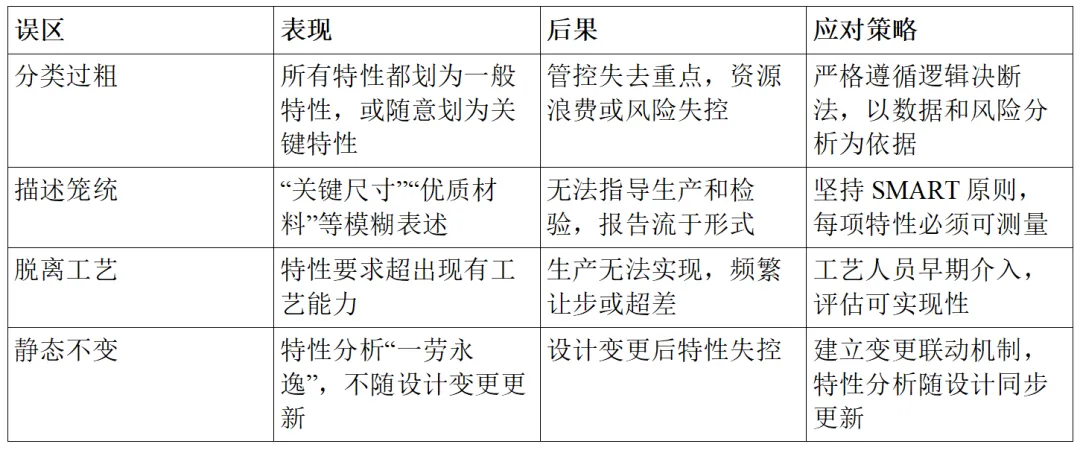
特性分析的常见误区与应对
在实践中,特性分析报告编制往往存在以下误区:
结语与悬念
特性分析报告是三大文档联动的源头,也是质量管控的逻辑起点。一份高质量的特性分析报告,应当具备三个特征:分类科学、描述具体、可执行性强。
它不应是应付审查的“作业”,而应是指导设计、工艺、生产、检验的“纲领”。只有从源头把特性分析做实、做细、做透,后续的关键件识别和关键过程控制才有坚实的基础。
那么,问题来了:有了清晰的特性分析报告,接下来就是“谁该被重点管控”?关键件如何识别?如何在图样上标识?如何确保设计意图准确传递到生产环节?
下一期,我们将聚焦关键件明细表的编制与标识,看设计如何精准地为生产端“划重点”。
敬请期待第3篇:《谁该被重点管控?关键件明细表的编制与标识》
END
(本文系“打破孤岛,精准管控”系列连载第2篇,欢迎关注本公众号,持续获取后续内容。)
作者|梁青海