夜雨聆风
夜雨聆风





破解质量管理的“文档孤岛”困局(四)

从关键件到关键过程:如何打通“最后一公里”?
特性如何“走进”车间,变成可控工序
上一期我们详细阐述了关键件明细表的编制与标识,明确了“哪些部件需要重点管控”。但关键件锁定之后,真正的挑战才刚刚开始:如何保证这些关键件在生产过程中真正受控?如何将设计端的关键特性要求,转化为车间里每一道工序可操作、可监控的工艺规范?
这就是关键过程要回答的问题。本期,我们将深入探讨关键过程的识别原则、传递路径和控制要求,打通从设计到制造的“最后一公里”。
01
什么是关键过程?
根据GJB 467《工序质量控制要求》的定义,关键过程是指对形成产品质量起决定性作用,需要重点控制的过程。
关键过程通常包括两类:
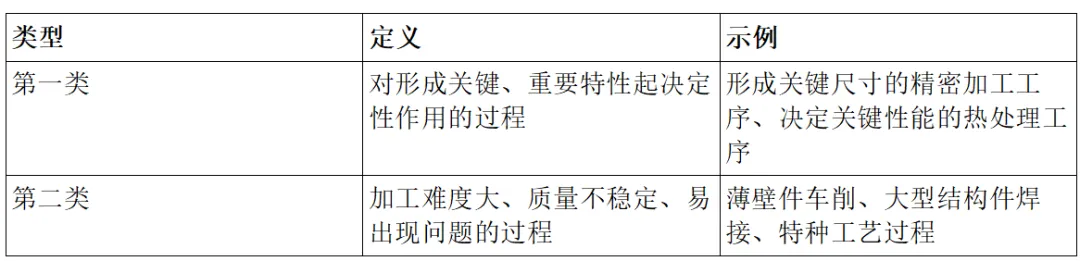
需要特别强调的是:关键过程不等于关键工序的检验。实践中常见的误区是,把最终检验工序设为关键过程。这种做法是本末倒置——检验只能发现缺陷,不能防止缺陷。真正的关键过程,应该是那些决定特性形成的工序。
例如,某关键特性是爆破压力值。如果仅将爆破试验工序设为关键过程,那么发现问题时零件已经加工完成,只能报废。实际上,对爆破压力起决定作用的,一定是前序的原材料质量、焊接工艺、热处理过程等。这些工序才应被识别为真正的关键过程。
02
关键过程的识别四原则
关键过程的识别应遵循以下四个原则:
原则一:由关键特性驱动
形成设计文件规定的关键特性、重要特性的工序,是识别关键过程的首要来源。
这包括直接影响关键特性形成的所有工序,而不仅仅是最终检验工序。工艺人员需要问自己一个问题:“如果这道工序出问题,关键特性还能保证吗?”
如果答案是“不能”,那么这道工序就应列入关键过程。
示例:某关键特性是“涡轮盘榫槽轮廓度≤0.03mm”。影响这一特性的工序包括:
-
毛坯锻造(影响材料均匀性,间接影响加工稳定性)→ 关键过程
-
粗加工(去除余量,为精加工做准备)→ 一般过程
-
精拉削(直接形成榫槽型线)→ 关键过程
-
最终检验(验证轮廓度)→ 关键检验工序,但不是关键过程
原则二:由工艺难度决定
在生产过程中加工难度大、质量不稳定的工序,即使不直接形成关键特性,也应考虑识别为关键过程。
这类工序通常表现为:
-
废品率高、合格率长期偏低
-
需要特殊技能的操作人员
-
工艺参数敏感度高,稍有波动就出问题
-
缺乏成熟的经验,属于新技术、新工艺
示例:某精密薄壁件的车削加工,图纸上没有标注关键特性,但由于零件刚性差、易变形,加工难度极大,废品率长期居高不下(约15%)。这种情况下,应将该车削工序识别为关键过程,实施重点管控,包括优化工艺参数、加强过程监控、提高操作人员技能等。
原则三:由经济性考量
生产周期长、原材料稀缺昂贵、出废品后经济损失较大的工序,也应纳入关键过程管理。
这类工序的经济风险远高于一般工序,一旦出现问题,将造成重大经济损失和进度延误。虽然从技术角度看可能并不复杂,但从风险管控角度,有必要实施更严格的监控。
示例:某大型航天结构件需要进口的高温合金材料,毛坯价格高达数十万元,加工周期长达三个月。如果最后一道精加工工序出现失误,将导致整个零件报废,损失巨大。因此,该精加工工序应作为关键过程严格管控,包括首件检验、过程参数实时监控、设备状态点检等。
原则四:由供应链风险决定
关键、重要的外购器材及外协件的入厂验收工序,也应识别为关键过程。
军工产品的质量很大程度上取决于供应链的质量水平。对于关键原材料、元器件的入厂检验环节,应作为关键过程进行管控,确保只有符合要求的物料才能进入生产线。
示例:导弹制导系统中使用的进口FPGA芯片,属于关键元器件。其入厂检验程序应作为关键过程,包括:
-
功能测试(验证芯片逻辑功能)
-
老化筛选(高温带电运行,剔除早期失效)
-
参数复测(验证关键电参数)
-
外观检查(标识、封装、引脚)。
03
从关键特性到关键过程的传递路径
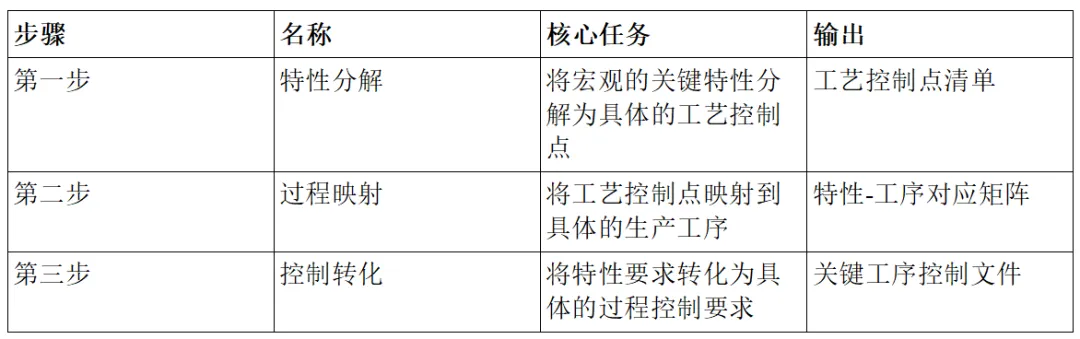
从特性分析报告中的关键特性,到关键过程明细表中的关键工序,需要经过一条清晰的传递路径。这条路径确保了设计意图能够无损地转化为生产过程控制要求。
路径三步骤
下面,我们通过一个完整案例,详细说明这三个步骤。
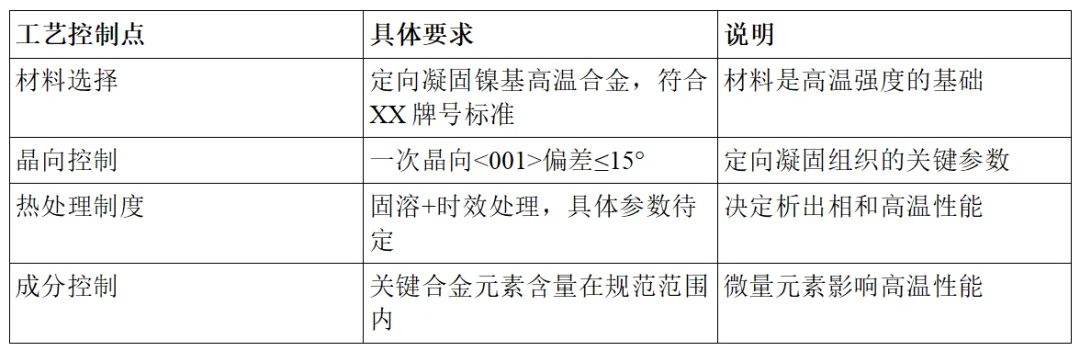
案例:涡轮叶片高温强度特性的传递
关键特性:涡轮叶片在1200℃下,1000小时,蠕变变形≤0.5%
第一步:特性分解
将宏观的关键特性分解为具体的、可操作的工艺控制点:
第二步:过程映射
将分解后的工艺控制点,映射到具体的生产工序上:
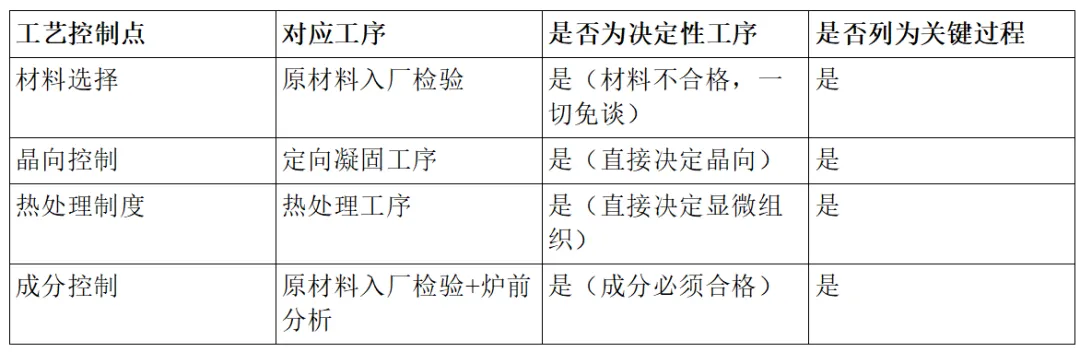
通过过程映射,我们识别出:原材料入厂检验、定向凝固、热处理三道工序,对高温强度的形成起决定性作用,均应列为关键过程。
第三步:控制转化
将特性要求转化为具体的过程控制要求
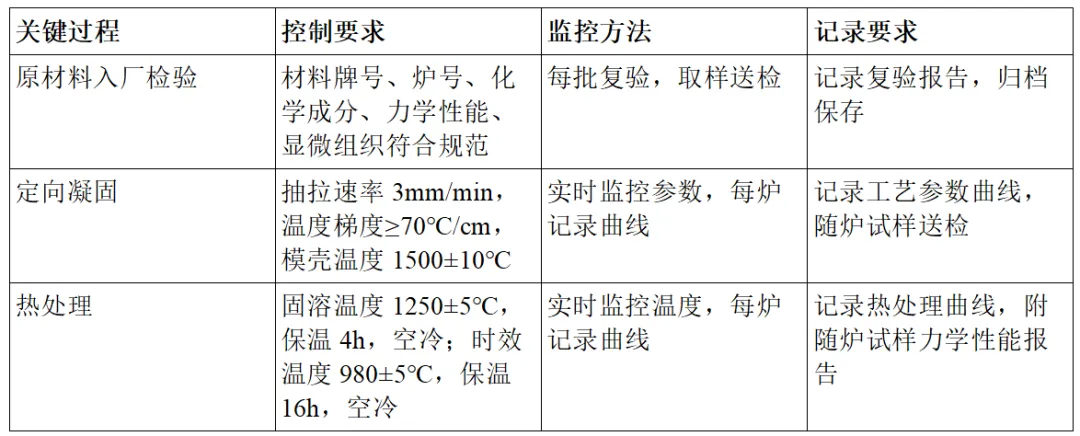
至此,关键特性“高温强度”的要求,已经转化为车间里可操作、可监控的关键工序控制规范。
04
特性-工序对应矩阵:可视化管控工具
在实际工作中,建立一个特性-工序对应矩阵,是很有价值的可视化管控工具。
矩阵形式
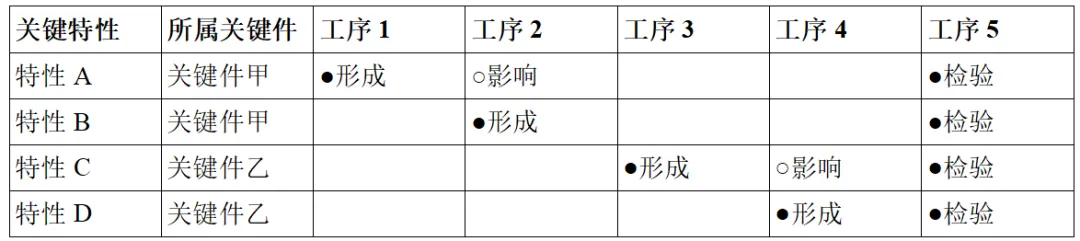
图例:
-
●形成:该工序直接形成该特性(应列为关键过程)
-
○影响:该工序影响该特性(可考虑列为关键过程)
-
空白:该工序与该特性无关
矩阵的价值
1.一目了然:哪些工序对哪些特性起决定作用,清清楚楚
2.防止遗漏:确保每个关键特性都有对应的形成工序被管控
3.便于评审:工艺方案评审时,快速判断关键过程识别的完整性
4.动态调整:工艺变更时,快速评估对哪些特性有影响
05
关键过程控制的核心要求
识别出关键过程后,如何实施有效控制?以下是关键过程控制的核心要求:
1. 专用工艺文件
关键过程应编制专用工艺文件,包括:
-
关键工序质量控制卡:明确控制参数、控制方法、监控频次
-
关键工序检测数据记录表:设计好记录格式,便于数据采集和分析
工艺文件封面应醒目地标识**“关键件”或“重要件”字样,工序名称后加框标注“关键工序”**。
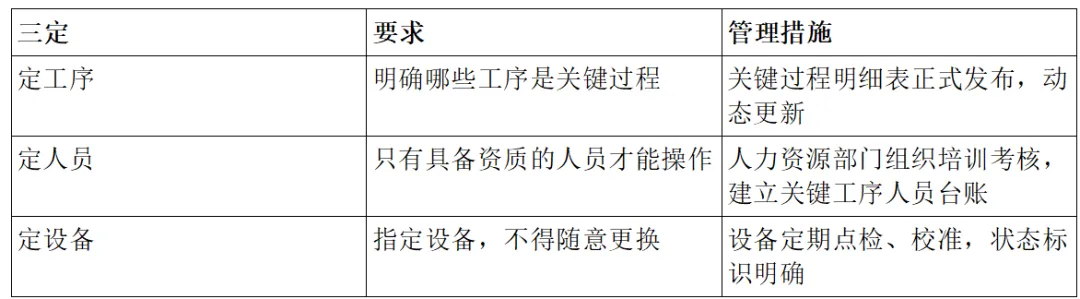
2. “三定”管理
实施严格的“三定”管理:
3. 首件“三检”制度
关键工序的首件产品,必须执行严格的“三检”:
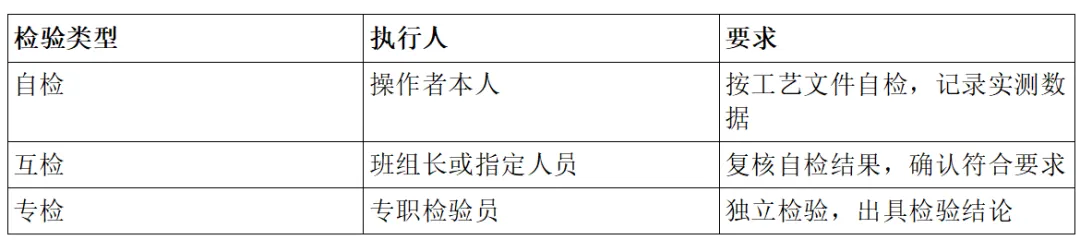
首件检验合格后,方可批量生产。
4. 100%检验原则
对关键特性、重要特性实施100%检验,确保每个产品、每个特性都经过验证。
例外情况:由于产品特点不能实施100%检验的(如破坏性试验),应规定替代验证方法,如:
-
过程参数实时监控
-
随炉/随炉试样试验
-
抽样方案的统计验证
替代方案应征得顾客同意,并在工艺文件中明确规定。
5. 统计过程控制
应用统计过程控制技术,对关键工序的过程能力进行监控
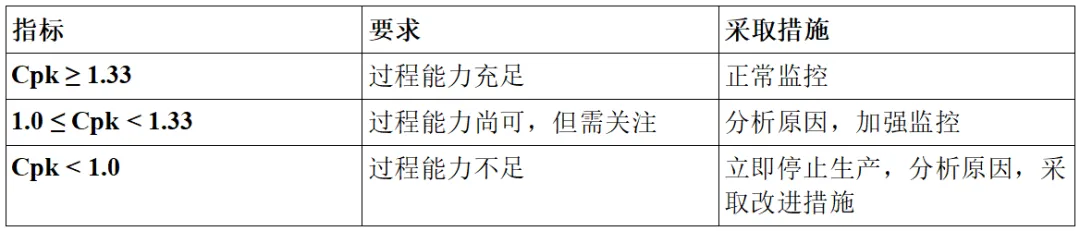
通过控制图分析过程的稳定性和能力指数,及时发现过程异常,采取措施预防不合格品的产生。
6. 严格的不合格品管理
关键特性、重要特性超差的产品不允许让步使用——这是GJB 909A的强制性要求,即使顾客同意也不得放行。
对于关键过程中的不合格品,应:
-
立即隔离标识,防止混淆
-
组织深入的原因分析
-
采取纠正措施,防止问题重复发生
-
记录完整的不合格品处理过程
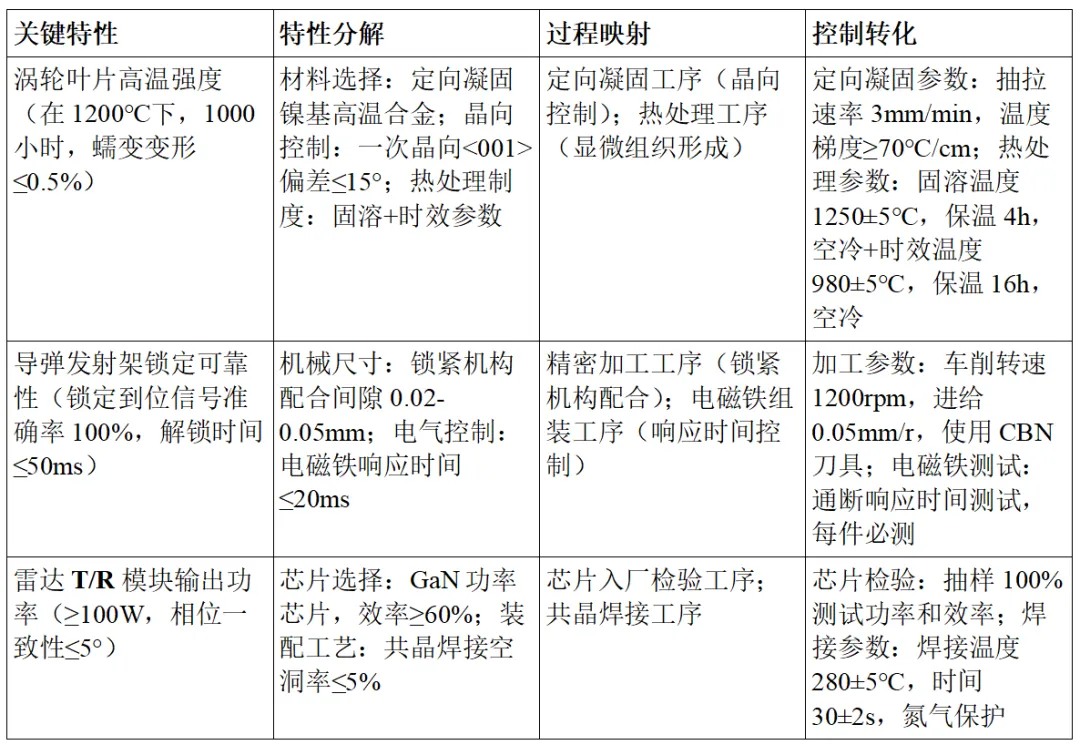
六、实战案例:从特性到过程的全景展示
以下是三个典型的关键特性向关键过程传递的完整示例:
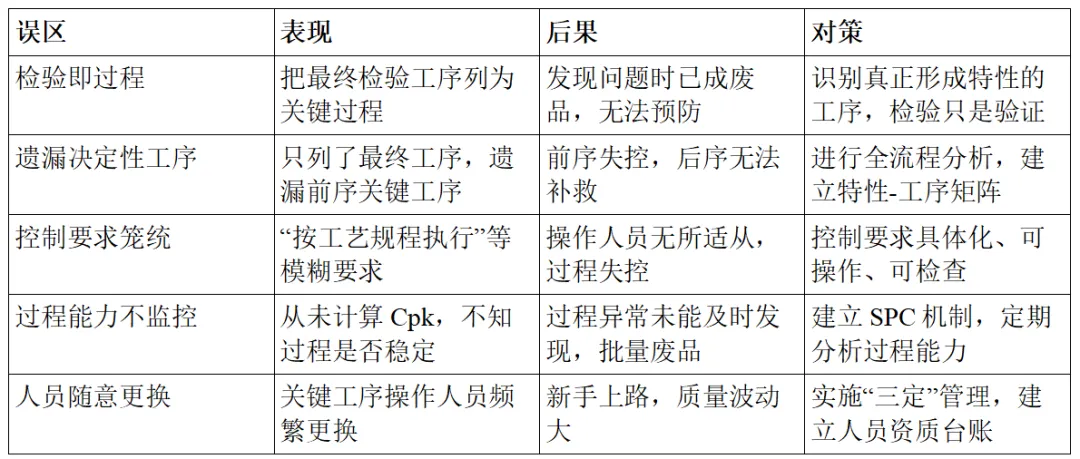
七、常见误区与应对策略
结语与悬念
关键过程是三大文档联动的“最后一公里”,也是设计意图最终落地的地方。特性分析识别了“什么是重要的”,关键件明细表明确了“哪些部件重要”,而关键过程控制则回答了“如何保证这些特性实现”。
从关键特性到关键过程,需要经过特性分解、过程映射、控制转化三个步骤。每一步都需要工艺人员深入理解设计意图,结合具体工艺条件,将抽象的特性要求转化为可操作的过程控制规范。
理论讲得再好,不如实战见真章。三大文档联动管理在实际产品中如何运作?会遇到哪些具体问题?如何解决?
下一期,我们将以航空发动机涡轮盘为典型案例,全景展示三大文档如何在实际产品中实现闭环管控,从特性分析到关键件识别,再到关键过程控制,完整呈现一个真实产品的质量管控全流程。
END
(本文系“打破孤岛,精准管控”系列连载第4篇,欢迎关注本公众号,获取后续内容。)
作者|梁青海