夜雨聆风
夜雨聆风





破解质量管理的“文档孤岛”困局(三)

谁该被重点管控?关键件明细表的编制与标识
设计端如何为生产端“划重点”
上一期我们深入探讨了特性分析报告的编制方法,明确了“什么是重要的”。但特性分析报告中的关键特性,如果不能落实到具体的零部件上,如果不能在生产现场被准确识别,它就始终停留在设计图纸上,无法真正指导生产。
关键件明细表,正是连接设计与制造的桥梁。它将特性分析中识别的关键特性,与具体的零部件对应起来,形成需要重点管控的“对象清单”。那么,如何科学地识别关键件?如何编制一份高质量的明细表?如何让关键件在图样上“看得见、摸得着”?本期,我们将一一揭晓。
01
关键件的识别原则:“就高不就低”
关键件的识别,基于特性分析报告的成果。但一个零部件可能同时包含多个不同等级的特性,这时该如何确定其类别?
答案是:“就高不就低”。
识别原则

这一原则的核心逻辑是:既然关键特性的失效可能危及人身安全或导致系统失效,那么包含这一特性的零部件,无论其他特性如何,都必须作为关键件实施最严格的管控。
识别过程中的考量因素
关键件的识别不是简单的“对号入座”,还应综合考虑以下因素:

可靠性关键产品的协同识别
这里需要特别说明可靠性关键产品的识别。GJB 450A中提出的可靠性关键产品,是指如果发生故障会严重影响产品安全、战备完好性、任务成功性的产品。其判别准则包括:
-
通过FMEA发现具有严酷度为Ⅰ、Ⅱ类故障模式的产品;
-
通过FTA找出造成顶事件发生的关键底事件对应的产品;
-
通过可靠性预计发现故障概率高且显著影响系统可靠性水平的产品;使用单一且无替代的产品;
-
新技术、新材料、新工艺应用的产品。
为协调GJB 190关键件与可靠性关键产品的关系,应将两者判定方法综合考虑——在特性分类的基础上,叠加可靠性分析结果,确保关键件识别的全面性。凡是可靠性关键产品,即使未在特性分析中识别出关键特性,也应纳入关键件或重要件管控。
02
关键件明细表的编制:从分析到清单
识别出关键件后,下一步是编制关键件明细表。这份明细表是设计输出的重要组成部分,也是后续工艺设计、生产制造、采购管理的直接依据。
明细表的核心要素
一份完整的关键件明细表,应至少包括以下要素:
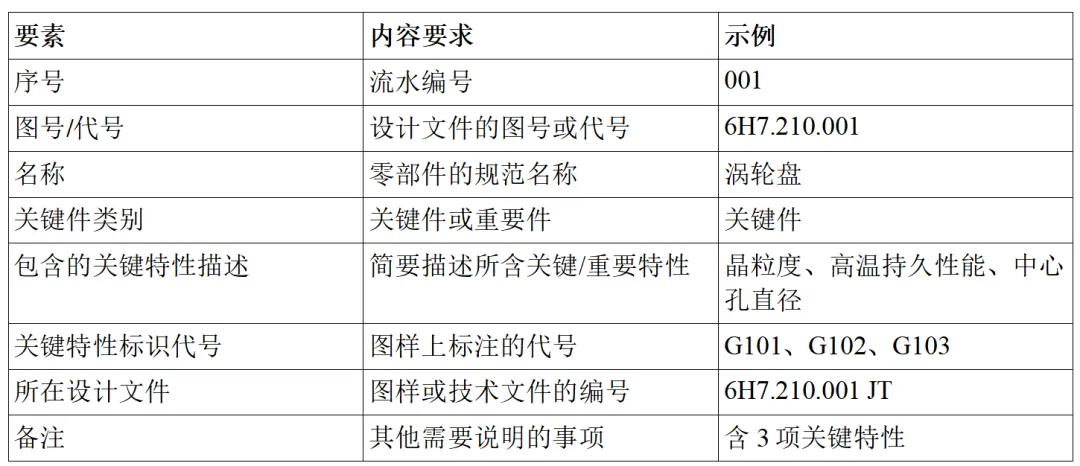
明细表的编制流程
第一步:清单初稿由设计人员基于特性分析报告,初步梳理出所有关键件和重要件,形成明细表初稿。
第二步:跨部门会签明细表应经设计、工艺、质量、采购等相关部门会签。各部门的审查重点不同:
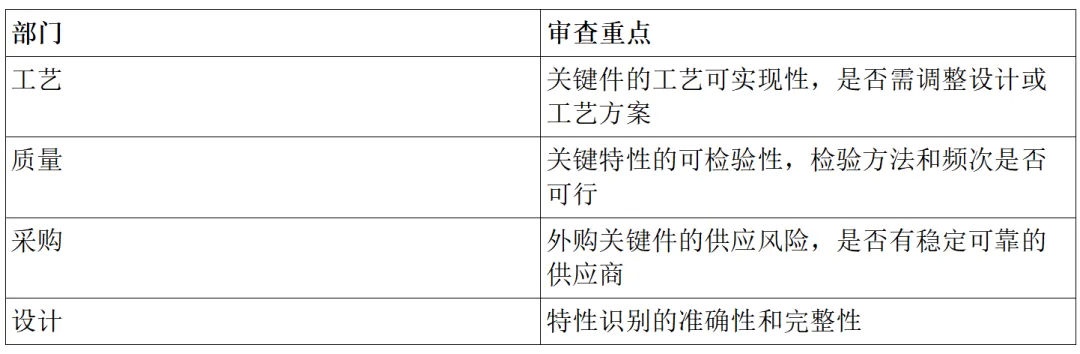
会签的目的是确保各方对关键件的识别达成共识,避免后续执行中出现争议。
第三步:审批发布会签完成后,由主管领导(如总工程师、技术负责人)审批,正式发布生效。
实践中的优化做法
一些先进企业在编制明细表时,还会增加以下字段,增强明细表的指导性:
-
关键特性数量:便于统计管控工作量
-
关键特性类型:如“尺寸/材料/性能”,便于分类管理
-
对应关键过程工序号:初步关联工艺过程
-
供应商信息:对于外购关键件,明确定点供应商
-
版本号:便于变更管理
03
设计文件标识:让关键件“看得见”
关键件明细表发布后,最关键的一步是:必须在包含关键特性的设计文件(主要是图样)上进行明确标识。
为什么要标识?因为生产现场的操作人员和检验人员,不可能人手一份明细表去核对每个零件是否关键。他们需要的是:拿到图样,一眼就能看出哪些尺寸、哪些要求是关键的。
标识的基本原则
根据GJB 190《特性分类》的规定,特性标识应遵循以下原则:
1.清晰可见:标识应醒目,不易被忽视或涂改
2.位置恰当:标注在被标识特性附近,不引起歧义
3.统一规范:全企业使用统一的标识符号和方法
4.可追溯:标识与明细表中的代号一一对应
各类特性的标识方法
1. 尺寸类关键特性
在图样上标注在该尺寸或公差符号之后,如:
-
50±0.1(G1)——表示该尺寸为关键特性,代号G1
-
φ100H7(G2)——表示该孔径为关键特性,代号G2
2. 形位公差类关键特性
标注在形位公差框格的右侧外部,如:
-
位置度公差框格后标注(G3)
-
平行度公差框格后标注(G4)
3. 表面粗糙度类关键特性
标注在粗糙度符号右侧,如:
-
Ra0.8(G5)——表示该表面粗糙度为关键特性
4. 文字性技术要求
对于材料特性、热处理要求、表面处理要求等文字性技术要求,标注在该条技术要求之前,如:
(G101)材料:GH4169,符合Q/3B 408-2020要求
(G102)晶粒度:ASTM 6级或更细
(G103)热处理:固溶980℃±5℃×1.5h,空冷+时效720℃±5℃×8h,空冷
5. 关键材料特性
对于关键材料特性,应在材料定额表中该单元件左侧加盖2号标记,如(G)或(G101)。
标识代号的含义
GJB 190规定,特性标识代号通常由字母和数字组成:
-
G:关键特性(Guanjian)
-
Z:重要特性(Zhongyao)
-
数字:顺序编号,便于追溯和管理
例如:
-
(G1):第1号关键特性
-
(Z101):第101号重要特性
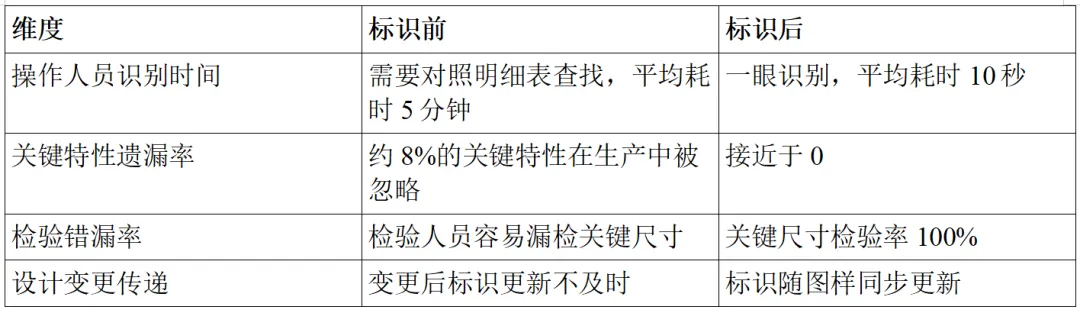
标识的实战意义
某航空发动机企业的实践证明,规范的特性标识带来了显著成效:
04
实战案例:导弹发射架的关键件标识
某型导弹发射架,经过特性分析识别出以下关键特性:

基于“就高不就低”原则:
-
锁紧机构组件(含G101)→ 关键件
-
电磁铁组件(含G102)→ 关键件
-
解锁机构组件(仅含Z101)→ 重要件
-
发射架主体(仅含Z102)→ 重要件
设计图纸上的标识如下:
锁紧机构组件图(局部)
配合间隙:0.02-0.05(G101)
表面处理:镀铬(Z103)
电磁铁组件图(技术要求)
(G102)电磁铁响应时间:≤20ms,测试条件:DC28V,负载50N
(Z104)绝缘电阻:≥100MΩ(500V兆欧表)
发射架主体图(材料栏)
(Z102)材料:30CrMnSiA
热处理:调质HRC 32-36
生产现场的操作人员拿到图纸后,一眼就能看出:
-
G101是关键配合尺寸,必须100%检验
-
G102是关键性能参数,每件电磁铁出厂前必须测试
-
Z102是关键材料,入厂时必须复验化学成分和力学性能
这就是标识的价值——让设计意图无损传递到生产端。
05
关键件管理的其他要点
外购关键件的管控
对于外购的关键件,除在设计文件上标识外,还应:
1.定点采购:明确采购渠道和厂家,不得随意变更
2.供应商评价:对关键件供应商进行质量保证能力评价,必要时现场审核
3.入厂复验:按GJB 939《外购器材的质量管理》要求,制定入厂验收规范
4.实物标识:入厂复验合格后,在实物和包装上加盖关键件标识,专区存放
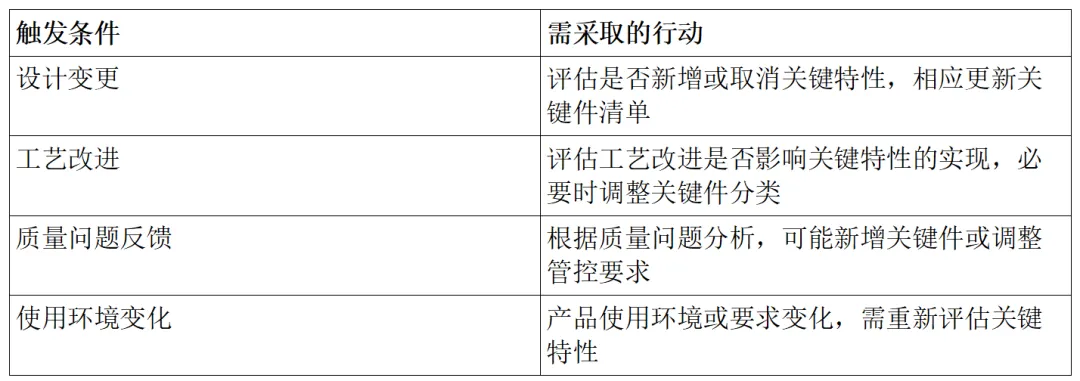
关键件的动态管理
关键件清单不是一成不变的,以下情况需重新审视:
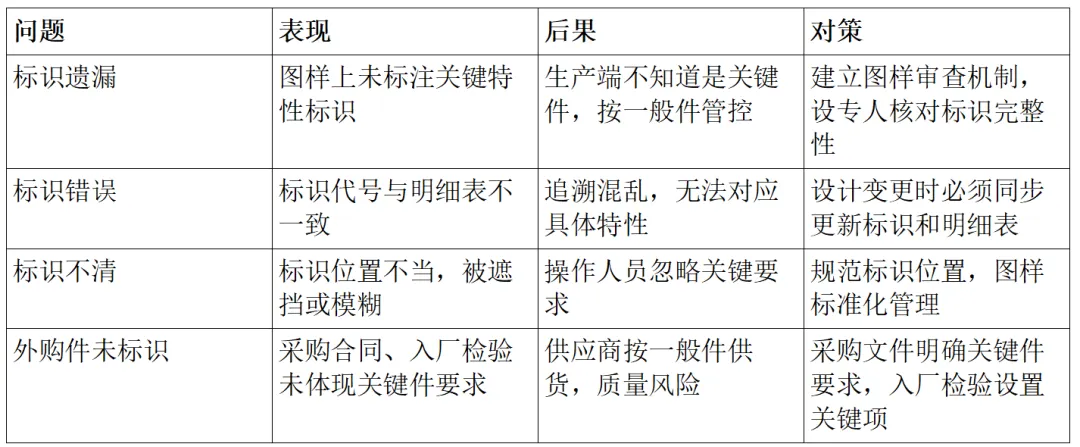
常见问题与对策
结语与悬念
关键件明细表是连接设计与制造的桥梁,特性标识是让设计意图“看得见”的眼睛。没有这份清单和标识,特性分析报告中的所有努力都将付诸东流——生产端不知道哪些部件重要,自然也无法实施重点管控。
但关键件锁定之后,问题并没有结束。如何保证这些关键件在生产过程中真正受控?如何将关键特性的要求,转化为每一道工序的操作规范?
敬请期待第4篇:《从关键件到关键过程:如何打通“最后一公里”?》
END
(本文系“打破孤岛,精准管控”系列连载第3篇,欢迎关注本公众号,获取后续内容。)
作者|梁青海