 夜雨聆风
夜雨聆风





WPS Creation Series — Post 2 焊接工艺评定报告创建系列 — 第 2 篇
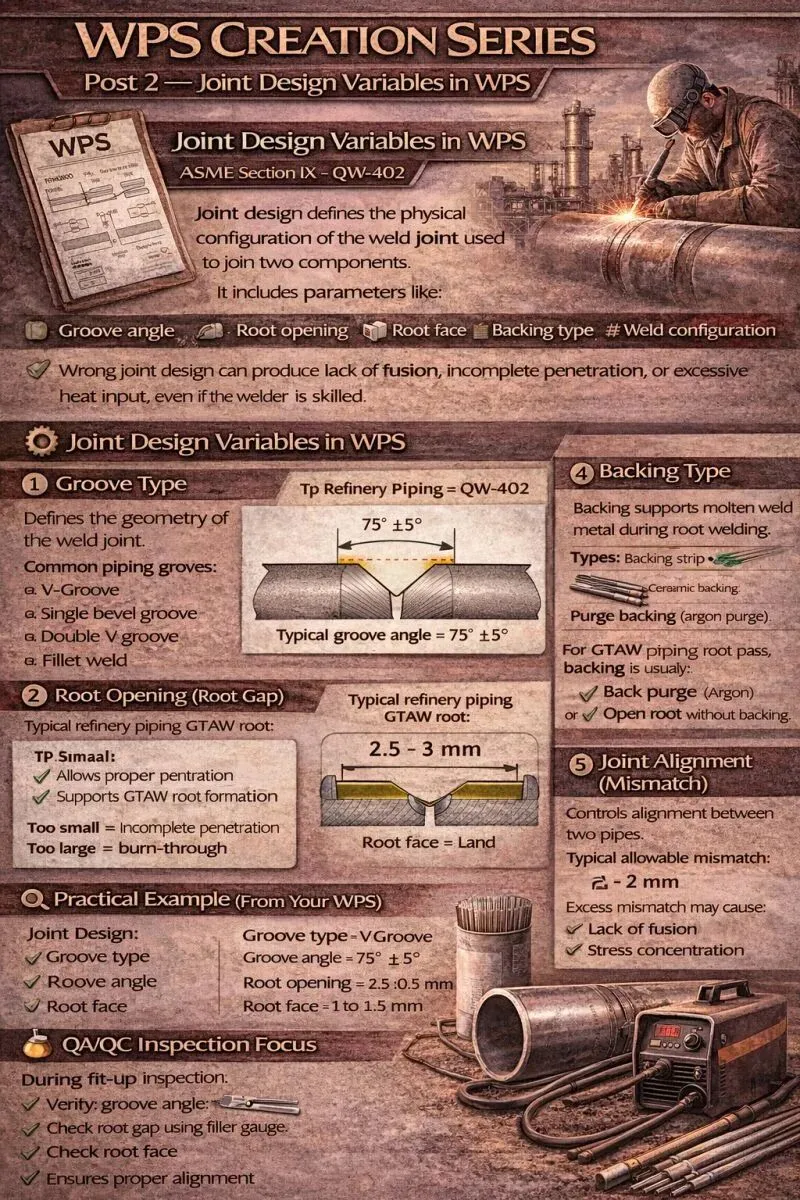
Joint Design Variables in WPS
焊接工艺评定报告中的接头设计变量
📘 What is Joint Design in Welding?
📘 什么是焊接中的接头设计?
Joint design defines the physical configuration of the weld joint used to join two components.
接头设计定义了用于连接两个部件的焊接接头的物理构型。
It includes parameters like:
Groove angle
Root opening
Root face
Backing type
Weld configuration
它包括如下参数:
坡口角度
根部间隙
钝边
衬垫类型
焊缝构型
These parameters control:
✔ Penetration
✔ Fusion quality
✔ Weld strength
✔ Distortion control
这些参数控制:
✔ 熔深
✔ 熔合质量
✔ 焊缝强度
✔ 变形控制
A wrong joint design can produce lack of fusion, incomplete penetration, or excessive heat input, even if the welder is skilled.
即使焊工技术熟练,错误的接头设计也可能导致未熔合、未焊透或热输入过大。
⚙️ Joint Design Variables in WPS
⚙️ 焊接工艺评定报告中的接头设计变量
1️⃣ Groove Type
Defines the geometry of the weld joint.
Common piping grooves:
• V-Groove
• Single bevel groove
• Double V groove
• Fillet weld
In refinery piping fabrication, V-groove is most common for butt weld joints.
Typical refinery piping value:
Groove Angle → 75° ± 5°
1️⃣ 坡口类型
定义焊接接头的几何形状。
常见的管道坡口:
• V 形坡口
• 单边 V 形坡口
• 双 V 形坡口
• 角焊缝
在炼油厂管道制造中,V 形坡口最常用于对接焊缝接头。
典型的炼油厂管道参数值:
坡口角度 → 75° ± 5°
2️⃣ Root Opening (Root Gap)
The gap between pipe edges before welding.
Typical refinery piping GTAW root:
2.5 – 3 mm
Importance:
✔ Allows proper penetration
✔ Supports GTAW root formation
Too small → incomplete penetration
Too large → burn-through
2️⃣ 根部间隙
焊接前管口边缘之间的间隙。
典型的炼油厂管道 GTAW 根部间隙:
2.5 – 3 毫米
重要性:
✔ 允许适当的熔深
✔ 支持 GTAW 根部成形
太小 → 未焊透
太大 → 烧穿
3️⃣ Root Face (Land)
The thickness left at the pipe edge before welding.
Typical refinery piping value:
1 – 1.5 mm
Purpose:
• Prevents burn-through
• Controls weld pool penetration
3️⃣ 钝边
焊接前在管口边缘预留的厚度。
典型的炼油厂管道参数值:
1 – 1.5 毫米
目的:
• 防止烧穿
• 控制熔池熔深
4️⃣ Backing Type
Backing supports molten weld metal during root welding.
Types:
• Backing strip
• Ceramic backing
• Purge backing (argon purge)
For GTAW piping root pass, backing is usually:
✔ Back purge (Argon)
or
✔ Open root without backing
4️⃣ 衬垫类型
衬垫在根部焊接时支撑熔化的焊缝金属。
类型:
• 垫板
• 陶瓷衬垫
• 气体保护衬垫
对于 GTAW 管道根部焊道,衬垫通常是:
✔ 背面保护气体
或
✔ 无衬垫的开放式根部
5️⃣ Joint Alignment (Mismatch)
Controls alignment between two pipes.
Typical allowable mismatch:
≤ 2 mm
Excess mismatch may cause:
⚠ Lack of fusion
⚠ Stress concentration
5️⃣ 接头对中
控制两根管道之间的对中情况。
典型的允许错边量:
≤ 2 毫米
过大的错边量可能导致:
⚠ 未熔合
⚠ 应力集中
🔍 Practical Example (From Your WPS)
Joint Design:
Groove type → V Groove
Groove angle → 75° ±5°
Root opening → 2.5 ±0.5 mm
Root face → 1 to 1.5 mm
Backing → GTAW root (Argon purge)
🔍 实际示例
接头设计:
坡口类型 → V 形坡口
坡口角度 → 75° ±5°
根部间隙 → 2.5 ±0.5 毫米
钝边 → 1 到 1.5 毫米
衬垫 → GTAW 根部焊道
🧪 QA/QC Inspection Focus
During fit-up inspection:
✔ Verify groove angle
✔ Check root gap using filler gauge
✔ Check root face
✔ Ensure proper alignment
✔ Confirm purge arrangement
Fit-up acceptance directly impacts radiography results.
Most RT failures originate from poor joint preparation.
🧪 QA/QC 检验重点
在组对检验期间:
✔ 验证坡口角度
✔ 使用塞尺检查根部间隙
✔ 检查钝边
✔ 确保正确对中
✔ 确认气体保护安排
组对验收直接影响到射线检测结果。
大多数射线检测不合格源于不良的接头准备。
Root cause is often:
• Incorrect groove preparation
• Poor fit-up control
• WPS joint design not followed
根本原因通常是:
• 错误的坡口准备
• 组对控制不良
• 未遵循焊接工艺评定报告的接头设计
#WPS #WeldingEngineering #PipingWelding #ASMESectionIX #RefineryConstruction #WeldingInspection #QualityControl #OilAndGas
#焊接工艺评定报告 #焊接工程 #管道焊接 #ASME 第九卷 #炼油厂建设 #焊接检验 #质量控制 #石油和天然气

🌏北京京阅检测 | 植根中国,服务世界
自我们在北京成立以来,我们始终致力于推动质量管理向前发展。凭借遍布中国各地的 2000 多名工程师组成的团队,我们不仅仅是检查员——我们更是您在质量方面的合作伙伴。
✅我们的工作内容:
检验 | 测试 | 认证 | 审核 | 工程监理 | 安全评价 | 培训 | 软件解决方案
我们协助全球企业确保质量、安全与效率。让我们携手合作,共创美好未来!🚀
🌏 Beijing Inspection | Rooted in China, Serving the World
Since our founding in Beijing, we’ve been on a mission to drive quality management forward. With a team of 2,000+ engineers across China, we’re not just inspectors – we’re your partners in quality.
✅ What we do:
Inspection | Testing | Certification | Audit | Engineering Supervision | Safety Assessment | Training | Software Solutions
We help global businesses ensure quality, safety, and efficiency. Let’s connect and build a better future together! 🚀
Contact Us:
WhatsApp: +86 15801499388
WeChat: 15801499388
Website: www.beijinginspection.com
Email: alexander@beijinginspection.com