 夜雨聆风
夜雨聆风





面铣切削力怎么算?NOVEX软件两分钟搞定!夹具这样设计才扛得住
⚡ 面铣切削力怎么算?NOVEX软件两分钟搞定!夹具这样设计才扛得住
做面铣加工的夹具设计,最怕两件事:一是 夹不紧导致工件飞出去,二是 夹太紧把工件压变形。
问题根源在于一个核心参数—— 切削力到底有多大?
今天从两方面说透:怎么用 NOVEX 快速估算铣削力,以及夹具如何设计才能把切削力 扛住。
一、为什么必须先算切削力?
面铣时,刀具旋转产生的主切削力可达 几千甚至几万牛顿。这个力会在三个方向上作用到工件上:
-
进给力(Ff) :与走刀方向相同 -
径向力(Fp) :垂直于进给方向 -
主切削力(Fe) :切向力,是 最大最猛 的
如果不清楚这些力的大小,夹具设计就是 “盲人摸象”。
夹紧力给少了,工件位移,轻则精度超差,重则 整块飞出来撞刀。
给多了,薄壁件直接被压变形,废品一堆。
📌 算准切削力,才能算准夹紧力。 而 NOVEX 恰好就是帮你干这个活的。
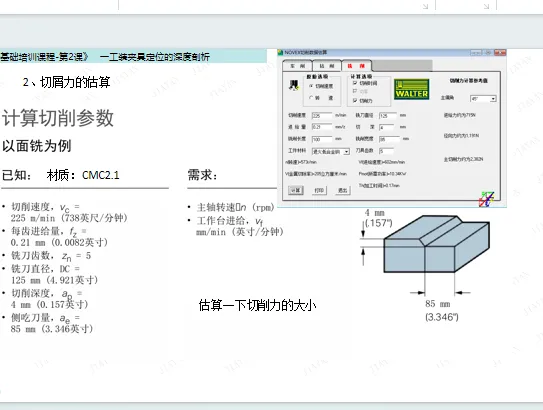
二、用 NOVEX 快速估算切削力
NOVEX 是一款切削数据估算工具,输入刀具参数、工件材料和切削用量,就能一键算出 切削力、功率和扭矩。
操作步骤很简单:
-
输入铣削参数:铣刀直径、齿数、转速、每齿进给量、切宽、切深 -
选择工件材料(比如45钢、铝合金等) -
点击计算,软件自动输出 主切削力、进给力、径向力和切削功率
💡 实际案例:通过 NOVEX 计算得到
进给力 Ff ≈ 12052N,径向力 Fp ≈ 12873N,主切削力 Fe ≈ 36522N。
有了这三个数,你的夹具设计就有了 数据依据。
三、如何让夹具扛住切削力?关键是“摩擦自锁”
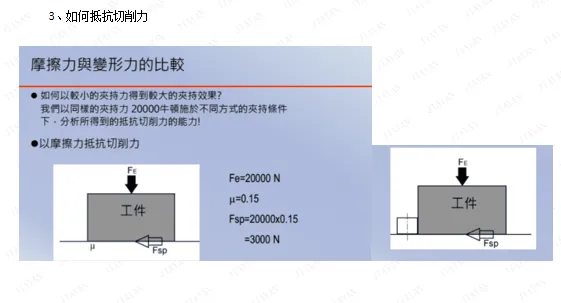
算出切削力之后,下一步就是设计夹具来 扛住它。
核心原理:夹具的摩擦力必须大于切削力。
摩擦力 = 夹紧力 × 摩擦系数 × 安全系数
这是最基本的安全逻辑。
|
|
|
|
|---|---|---|
| 增加摩擦系数 |
|
|
| 加安全系数 |
|
|
| 靠加工区域夹紧 |
|
|
| 多点均衡夹紧 |
|
|
摩擦力必须大于进给力和径向力,这样才能确保工件不会移位;主切削力由刀具切向作用,主要靠夹具的 结构刚性 来抵抗。
🔧 细节决定成败:压块材质用钢的还是铜的?配合面的夹角是锐角还是钝角?影响能大到几个MPa?
这些问题看似细枝末节,但恰恰决定了 摩擦系数和接触刚度。我们在直播课中会专门讲解——从夹爪的角度设计、压块材料选型到接触面的表面处理,每一个细节都会影响夹具最终能否 “扛得住”。
四、一句话总结
面铣夹具设计的公式其实很简单:
NOVEX 算出切削力 → 摩擦系数 × 夹紧力 × 安全系数 > 切削力 → 工件稳如泰山。
用 NOVEX 取代 “拍脑袋”,用摩擦力原理取代 “凭感觉”,你的夹具设计才能既 安全 又不 浪费。
花两分钟在软件里算一下,比事后返工划算太多了。
你的夹具遇到过“夹不紧飞出来”的情况吗?欢迎留言分享经验!
📢 关注我们,每天一篇夹具干货,让设计有据可依!🔧
📱 微信:v969421
🎥 抖音:研固创工设计黄工(9317050794)
🔥 不定时直播分享夹具教学,欢迎围观!
📚 夹具课程:夹具基础课程 | 液压与气动 | 进阶课程
🎓 从入门到精通,系统学习夹具设计!