夜雨聆风
夜雨聆风





破解质量管理的“文档孤岛”困局(五)

实战案例:航空发动机涡轮盘的三大文档闭环管控
在前四期中,我们系统梳理了特性分析、关键件识别、关键过程控制的理论与方法。今天,我们将通过一个真实案例——航空发动机涡轮盘的研制生产,带您完整走一遍三大文档的落地闭环。
涡轮盘是航空发动机的核心热端部件,工作环境极为恶劣:温度高达700℃以上,转速高达15000rpm,承受着巨大的离心力和热应力。它的质量直接关系到发动机的可靠性和飞行安全——一旦失效,可能造成机毁人亡的灾难性后果。正因如此,涡轮盘是GJB9001C体系要求的典型关键件,也是三大文档联动管理的理想案例。
01
产品背景与挑战
某航空发动机研制企业承担着某型涡扇发动机涡轮盘的研制生产任务。该涡轮盘的主要技术特点如下:
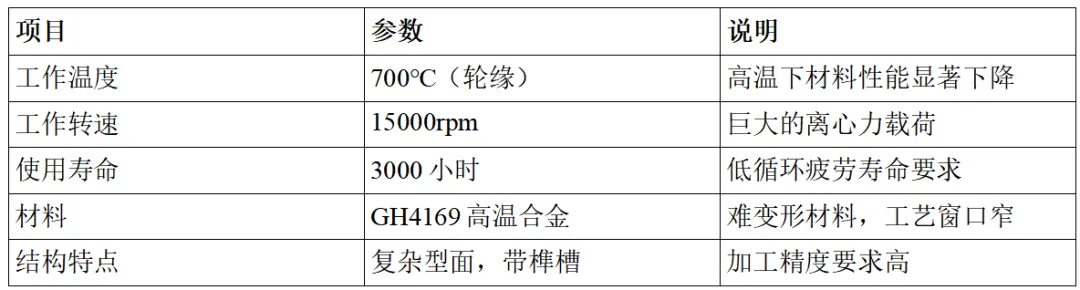
在项目实施初期,企业面临的主要挑战包括:
-
如何系统识别涡轮盘的关键特性?
-
如何确保关键特性在设计图纸上准确传递?
-
如何将特性要求转化为生产过程的有效控制?
-
如何建立完整的质量追溯链?
三大文档联动管理,正是为了解决这些问题而引入的系统方法。
02
特性分析阶段:识别“什么是重要的”
设计团队联合工艺、质量、材料等部门,对涡轮盘进行了全面的特性分析。
第一步:功能分析与FMEA
通过功能分析,确定涡轮盘的核心功能是:“在高温高转速下可靠传递扭矩”。
基于FMEA分析,识别出关键失效模式及其后果:
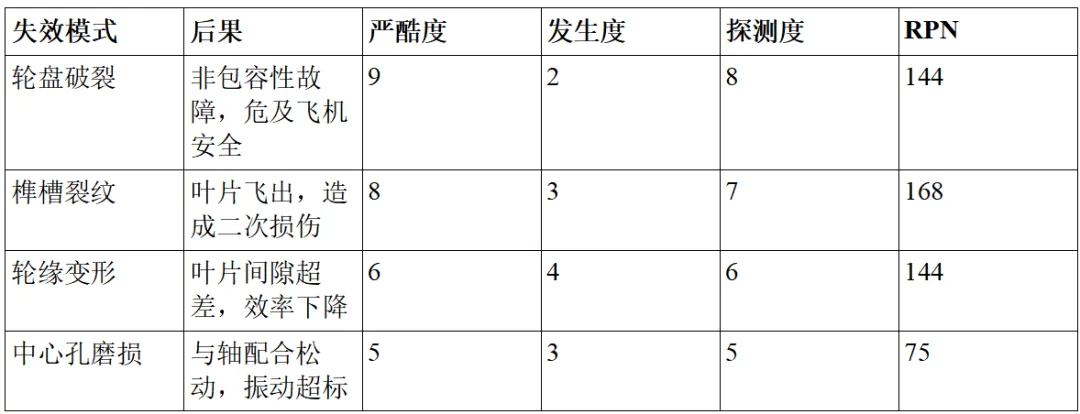
FMEA揭示:轮盘破裂和榫槽裂纹是最需要关注的失效模式,与之相关的特性应列为关键特性。
第二步:特性分类确定
基于FMEA结果,按照GJB 190的分类原则,识别出以下关键特性:
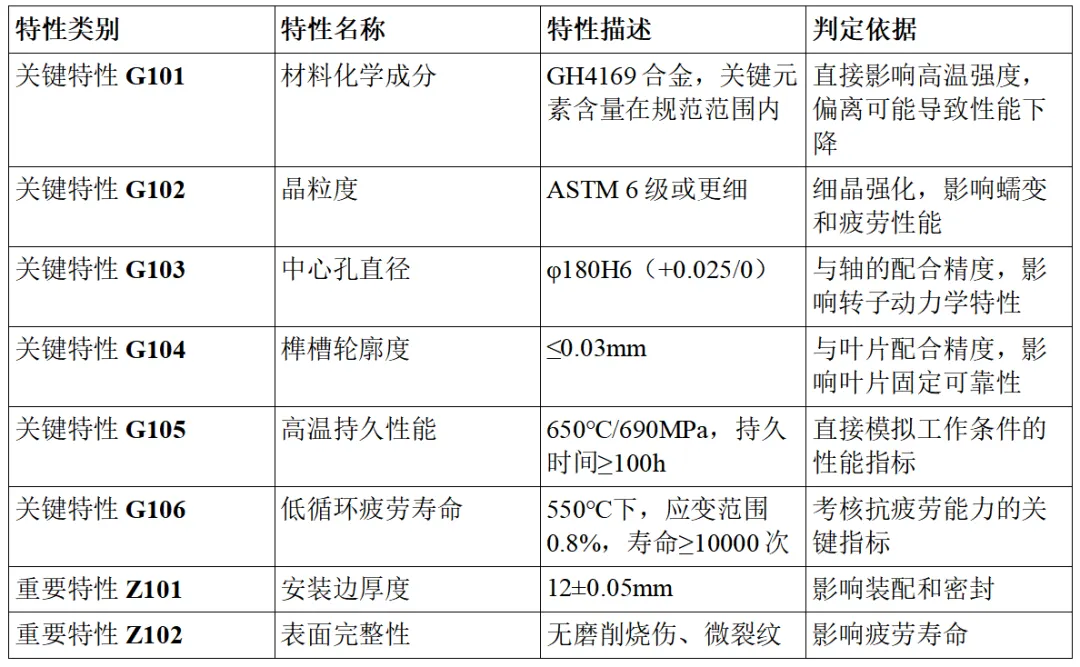
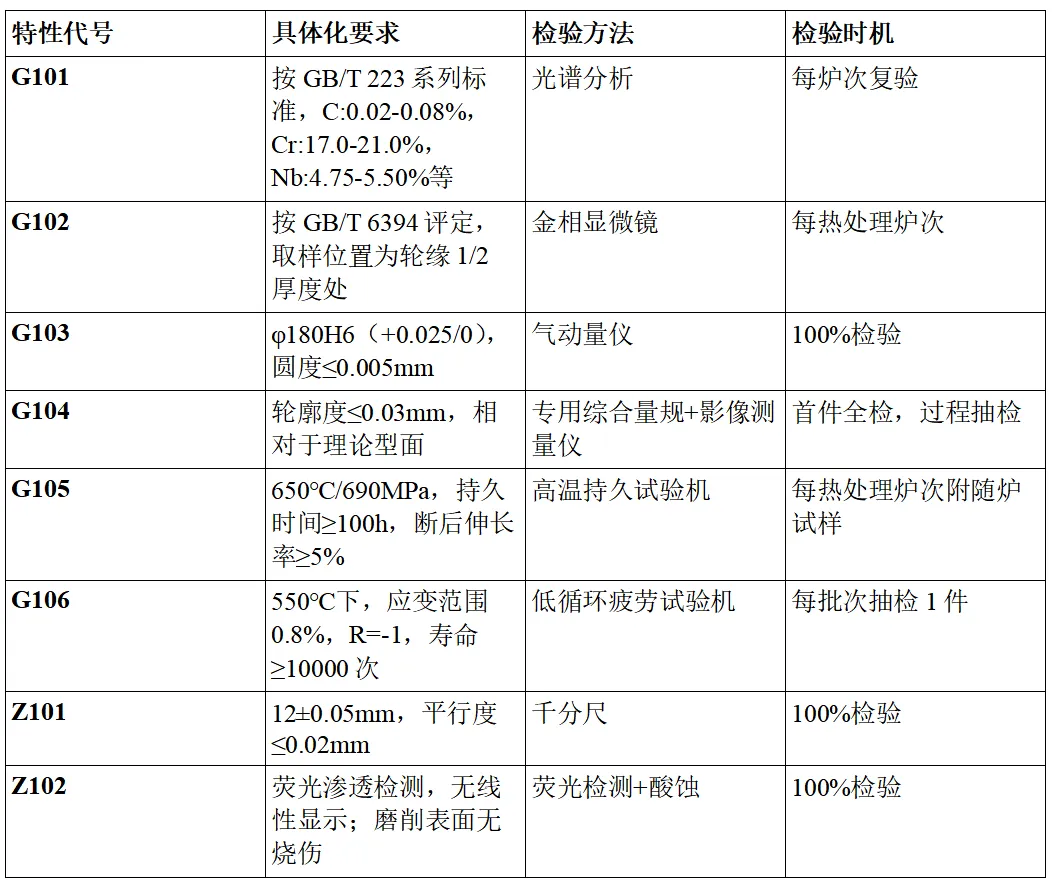
第三步:可测量化的具体要求
特性分析报告的价值在于可执行。每一项特性,都明确了具体的量化要求和检验方法:
第四步:形成特性分析报告
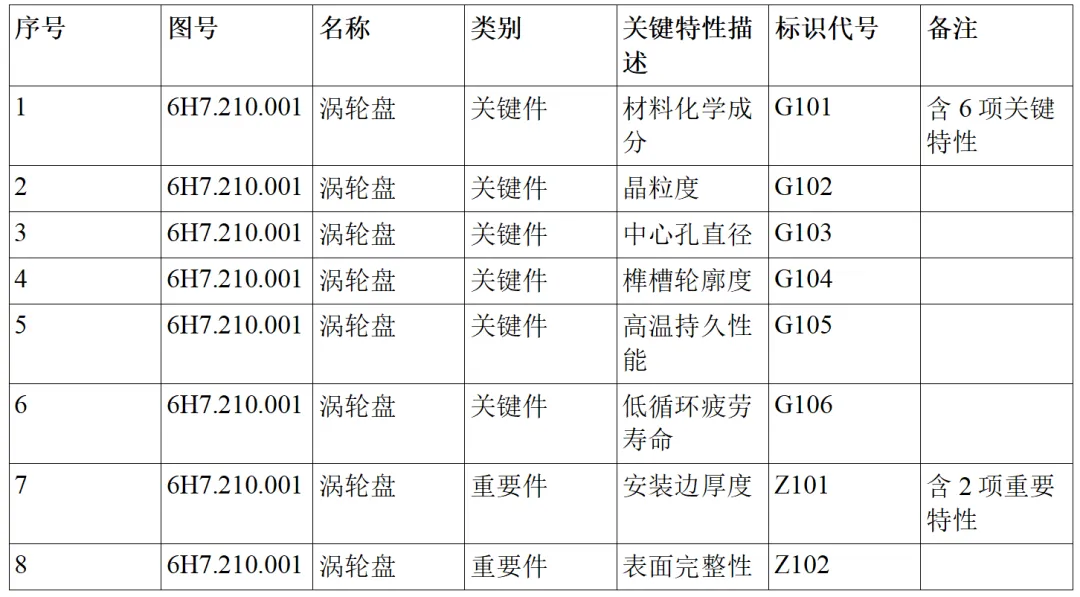
特性分析报告经设计、工艺、质量、材料等部门会签,总工程师批准后正式发布。报告明确了涡轮盘为关键件,包含6项关键特性、2项重要特性。
03
关键件明细表编制:锁定“哪些部件重要”
基于特性分析报告,设计部门编制了涡轮盘关键件明细表::
明细表经设计、工艺、质量会签,总工程师批准后正式发布。
设计文件标识
明细表发布后,设计图纸上进行了明确标识:
图纸标题栏:关键件(G)
技术要求:
(G101)材料:GH4169,符合Q/3B 408-2020要求
(G102)晶粒度:ASTM 6级或更细,按GB/T 6394评定
(G105)高温持久性能:650℃/690MPa,持久时间≥100h
(G106)低循环疲劳寿命:550℃,Δε=0.8%,寿命≥10000次
(Z102)表面完整性:荧光渗透检测,无线性显示;磨削表面无烧伤
尺寸标注:
-
φ180H6(+0.025/0)(G103)——中心孔直径
-
轮廓度0.03(G104)——榫槽轮廓度(标注在形位公差框格右侧)
-
12±0.05(Z101)——安装边厚度
生产现场的操作人员拿到图纸,一眼就能看出哪些尺寸、哪些要求是关键所在。
04
关键过程识别:确定“如何控制”
工艺部门基于关键件明细表,对涡轮盘的生产全过程进行了系统分析,识别出以下关键过程:
过程流程图分析
绘制涡轮盘生产全流程,标注每道工序与关键特性的关系:
原材料冶炼(真空感应+真空自耗)→ 锻造(开坯+模锻)→ 热处理(固溶+时效)→ 粗加工 → 精加工(榫槽拉削)→ 最终检验(无损检测+尺寸终检)
特性-工序对应矩阵
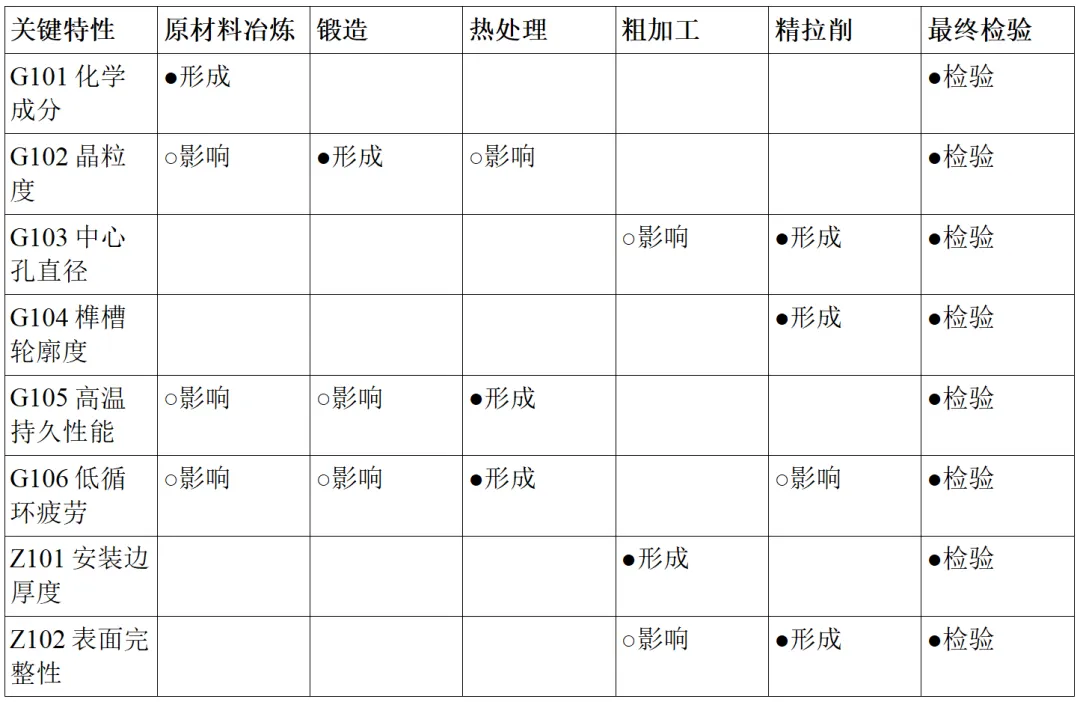
基于矩阵分析,识别出以下关键过程:

05
关键过程控制:确保“特性得以实现”
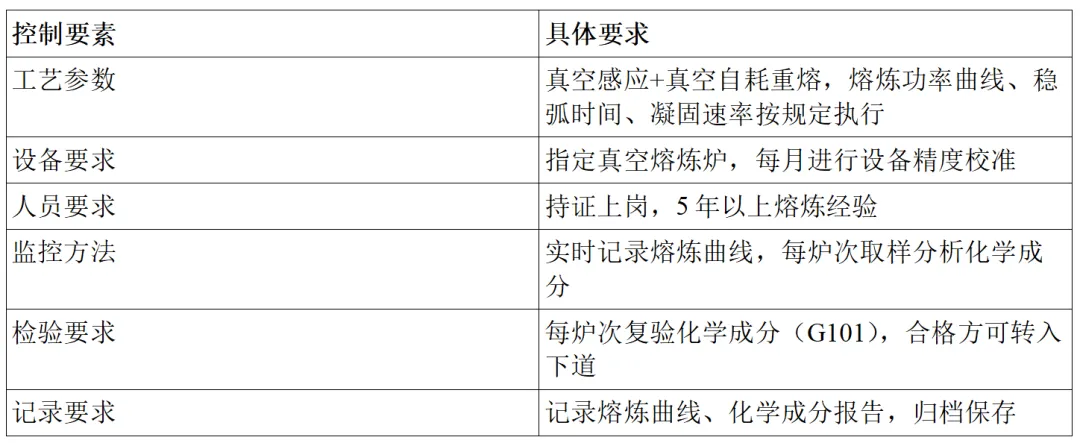
针对每个关键过程,制定了详细的控制要求:
KP-01:原材料冶炼工序
KP-02:锻造工序
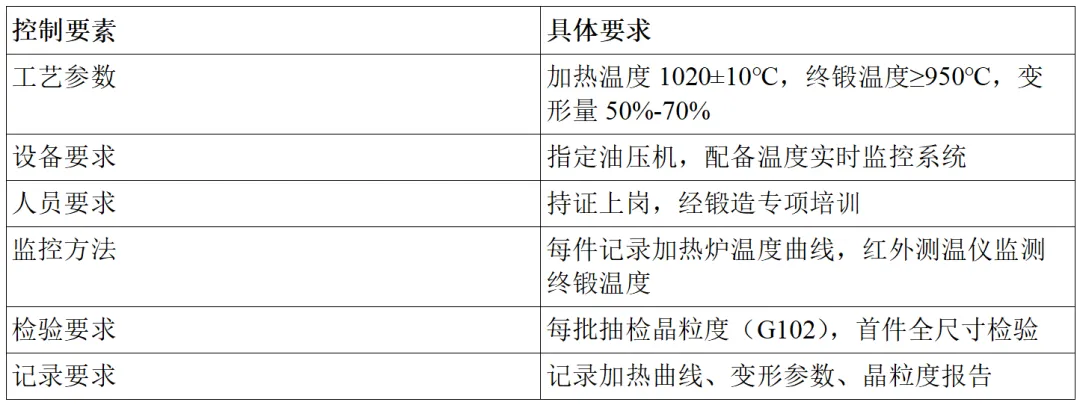
KP-03:热处理工序

KP-04:中心孔精加工工序

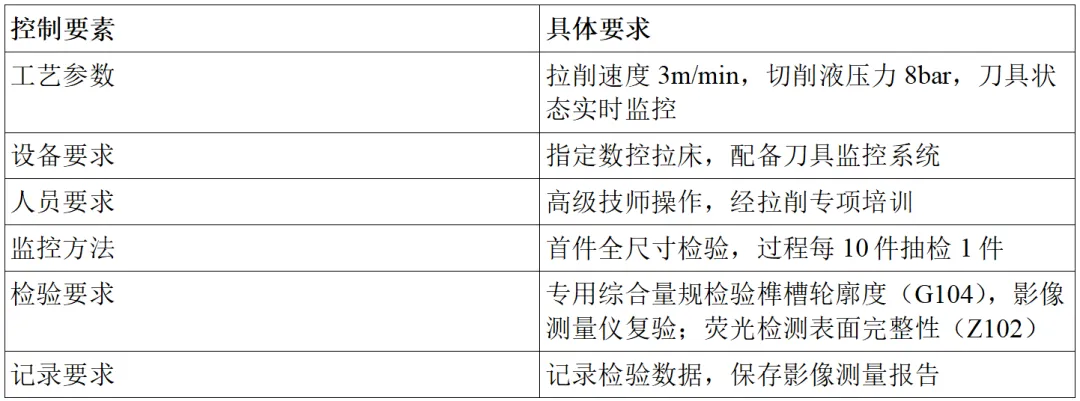
KP-05:榫槽拉削工序
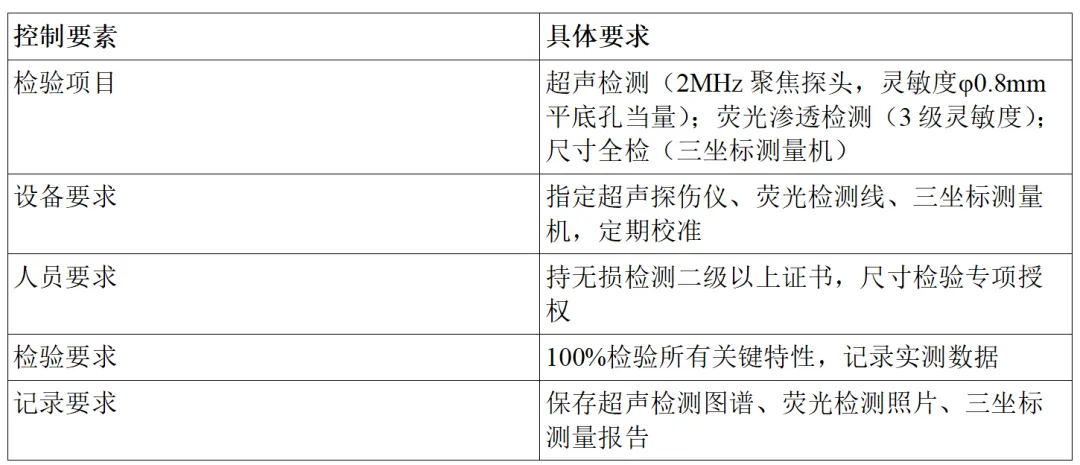
KP-06:最终检验工序
06
预防
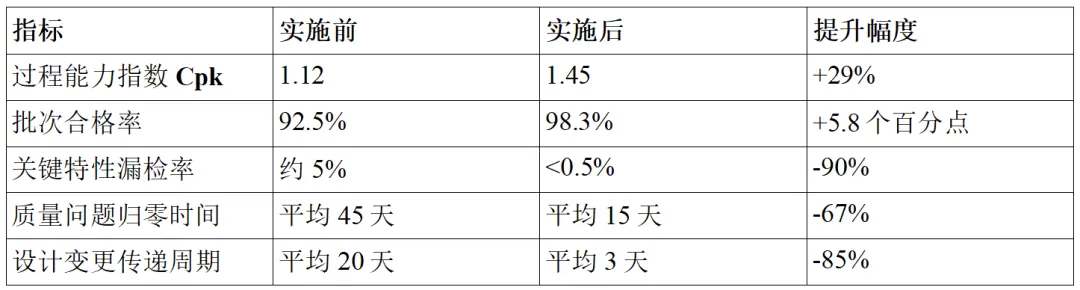
通过三大文档的联动管理,该企业实现了涡轮盘质量的系统化管控,取得了显著成效:
更重要的是,通过建立完整的数据追溯链,当某一批次涡轮盘在后续使用中出现异常时,能够快速追溯到:
·原材料批次:哪一炉的GH4169合金?
·热处理炉次:哪一次热处理的随炉试样性能数据?
·关键工序操作人员:谁操作的拉削?谁做的检验?
·检测数据:当时的超声检测图谱、尺寸测量数据
这种追溯能力,为问题分析和持续改进提供了有力支撑。
07
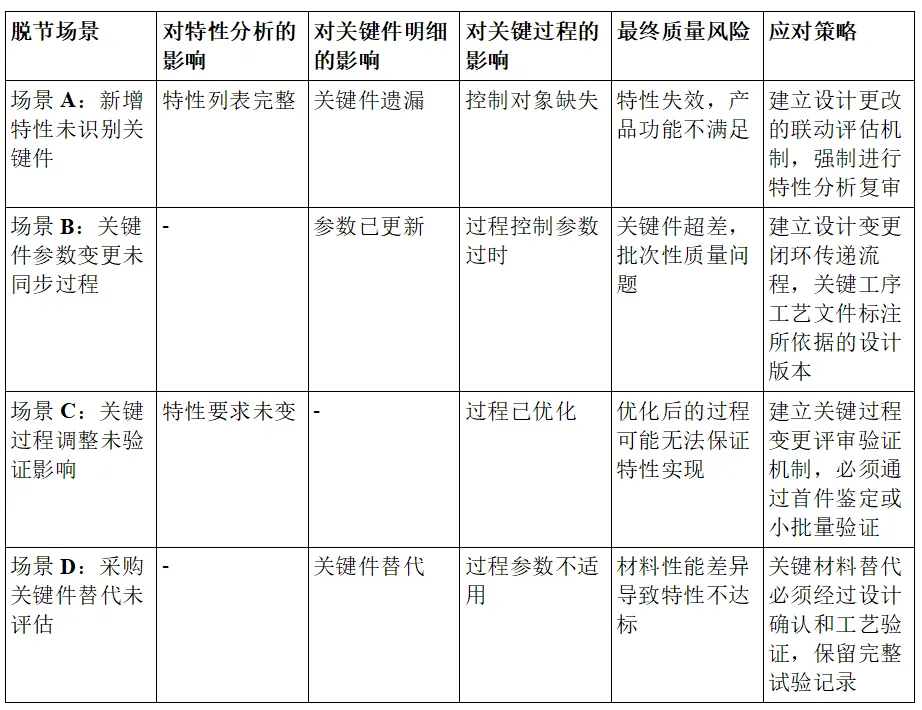
常见脱节场景与应对策略
在涡轮盘的研制过程中,也曾遇到过典型的脱节问题。以下是几个真实发生的场景及应对策略:
场景A:新增特性未识别关键件
问题:产品升级时增加了高温持久性能要求(G105),但未及时更新关键件明细表,导致后续生产未将这一特性纳入管控。
后果:一批涡轮盘热处理后,抽检发现高温持久性能不合格,整批报废。
应对策略:
-
建立设计更改的联动评估机制,任何设计更改必须经过特性分析复审
-
借助PLM系统,特性分析与关键件识别关联,新增关键特性时自动提醒
场景B:关键件参数变更未同步过程
问题:设计部门将中心孔直径公差从H7调整为H6(更严格),更新了图纸和关键件明细表,但工艺部门未收到变更通知,仍在按原工艺参数加工。
后果:一批中心孔尺寸超差,需返修,延误交付周期。
应对策略:
-
建立设计变更闭环传递流程,变更审批后自动向工艺、质量、采购发送通知
-
关键工序工艺文件标注所依据的设计文件版本号,确保可追溯
场景C:关键过程调整未验证影响
问题:为提高效率,工艺人员将热处理时效温度从720±5℃调整为730±5℃,未进行充分验证。
后果:随炉试样高温持久性能下降,经分析发现时效温度偏高导致析出相粗化。
应对策略:
-
关键过程变更必须经过设计、工艺、质量联合评审
-
必须通过首件鉴定或小批量试生产验证,证明变更后的过程仍能保证关键特性
场景D:采购关键件替代未评估
问题:原材料供应商提出材料牌号不变但冶炼工艺调整,采购部门直接同意,未通知设计和工艺评估。
后果:新批次材料晶粒度偏粗,锻造后无法达到ASTM 6级要求。
应对策略:
-
关键材料替代必须经过设计确认和工艺验证
-
保留完整的试验记录,确保可追溯
08
从涡轮盘看三大文档联动的核心价值
涡轮盘的案例,生动展示了三大文档联动的核心价值:
1. 源头识别,预防为主
特性分析阶段系统识别6项关键特性,将质量问题防范于设计阶段,而不是等到生产检验环节才发现问题。
2. 对象锁定,精准管控
关键件明细表将涡轮盘锁定为关键件,图纸上的清晰标识确保设计意图无损传递到生产端,操作人员一眼就能识别管控重点。
3. 过程管控,确保实现
6道关键过程的严格控制,确保每项关键特性都有对应的工序负责形成、监控和验证。从原材料冶炼到最终检验,形成完整的控制链条。
4. 动态闭环,持续改进
变更管理机制确保设计、工艺、采购的变更能够同步更新三大文档,防止信息脱节。质量问题追溯能力为持续改进提供精准支撑。
09
结语:构建质量驱动的持续改进机制
三大文档不是孤立的静态文件,而是动态联动的质量管控网络。特性分析报告回答“什么是重要的”,关键件明细表明确“哪些部件重要”,关键过程明细表确定“如何控制重要的过程和特性”——三者环环相扣,缺一不可。
通过建立三大文档的联动管理机制,企业可以实现从被动质量检验向主动过程预防的转变:
·设计阶段的特性分析,将质量问题防范于未然
·生产阶段的关键过程控制,确保特性要求得以稳定实现
·采购阶段的关键件管控,从源头杜绝不合格品流入
变更管理的同步更新,防止因信息不一致导致的质量失控
展望:数字化时代的三大文档联动
随着数字化技术在军工制造业的深度应用,三大文档的联动管理将向智能化方向发展:
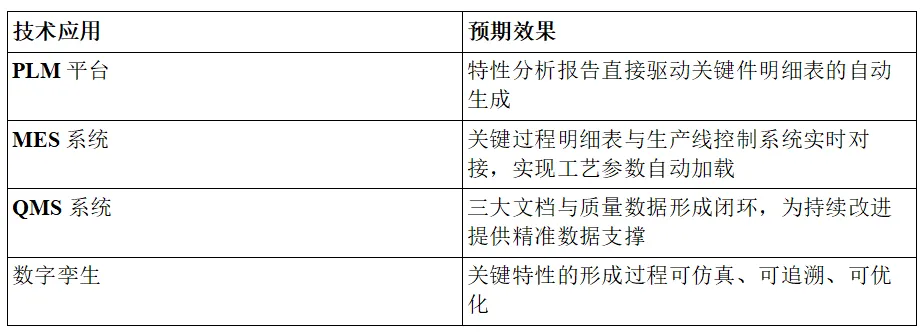
数字化技术的应用,将使三大文档的联动更加紧密、更加智能、更加高效。
系列结语
从第1篇的“破解孤岛困局”,到第2篇的“特性分析落地”,到第3篇的“关键件明细表编制”,到第4篇的“关键过程控制”,再到今天的“涡轮盘实战案例”——我们用五期连载,系统梳理了三大文档联动的理论、方法与实战。
军工产品质量管理没有终点,只有持续改进的循环。希望本系列文章能够为各军工企业提供有益的参考,结合自身产品特点和管理现状,建立符合GJB9001C要求的联动管理机制,在实践中不断优化和完善,为提升军工产品质量和可靠性奠定坚实基础。
全系列完
(本文系“打破孤岛,精准管控”系列连载第5篇,感谢您的持续关注。欢迎分享转发,让更多同行受益。)
作者|梁青海