 夜雨聆风
夜雨聆风





你的WPS还在“裸奔”?压力容器的焊接工艺规程到底该怎么写!|「科到了·专家面对面」焊接质量系列(43)
亲爱的“科到了”读者:
感谢您一直以来的关注与支持。“科到了”栏目在陪伴大家走过30多期焊接科普内容后,现正式升级,推出新版块——「科到了·专家面对面」。
本专栏将陆续邀请焊接领域的资深学者、技术专家、一线工程师、项目负责人、工艺设计师与检测认证专家等多维力量,围绕行业实际问题,分享实用知识、技术经验与解决方案。我们希望通过这个专栏,搭建一个连接专业与现场的桥梁,让知识落地,让难题有解。
科到了,门道就有了。
欢迎继续与我们同行,让焊接知识,真正为你所用。科到了,门道就有了。与我们同行,从知晓到精通,从理论到实战。
第43期
核心优势:兼具焊接技术与工程学士与管理学硕士背景,持有国际焊接工程师等多项顶尖认证。
专注领域:金属材料焊接工艺分析、质量持续改善与失效分析,精通国际焊接质量管理体系。
实战履历:拥有17年跨领域经验,曾服务于沃尔沃、卡特彼勒、中核等知名企业,完整经历从工艺开发到质量管理的全流程。
他将为我们开启「焊接质量」系列专题,系统剖析行业痛点,构建质量管理思维。本文为该系列第四十三讲。
你的WPS还在“裸奔”?
压力容器的焊接工艺规程
到底该怎么写!

▲ 压力容器制造车间的焊接作业现场
现场焊工大哥拿着WPS一脸迷茫:“这写的啥玩意儿?参数范围这么大,到底用哪个?”
质检员拿着游标卡尺直摇头:“工艺上写着要清根,这焊缝怎么跟没处理过一样?”
老板在会上拍桌子:“返修率怎么又高了?我们的工艺文件都是摆设吗?”
别急,你不是一个人在战斗!一份看似完美的WPS(焊接工艺规程),到了生产现场却成了“废纸一张”,这几乎是每个制造企业的“老大难”问题。问题到底出在哪?是文件不对,还是人的问题?今天,我们就来彻底扒一扒,如何让你的WPS真正成为指导生产的“金科玉律”!
很多新手工程师,甚至一些老法师,都容易把WPS、PQR、pWPS这三兄弟搞混。咱们用一个接地气的比喻来捋一捋:
◆ pWPS(预焊接工艺规程)——“草稿”
在正式动手前,根据经验、标准和产品要求,先拟定一份理论上可行的焊接方案。它充满了各种“可能”和“也许”,是一份尚未经过验证的“设想书”。
◆ PQR(焊接工艺评定报告)——“官方成绩单”
必须严格按照pWPS,真刀真枪地焊一块试板,然后送去实验室进行各种“魔鬼测试”(拉伸、弯曲、冲击等)。PQR就是这份试板的最终“体检报告”,用冷冰冰的数据告诉你,方案到底行不行。
◆ WPS(焊接工艺规程)——“标准教科书”
经过PQR认证后,最终形成的正式操作说明书。它吸收了PQR的成功经验,规定了在实际生产中,焊工必须严格遵守的各项参数和操作要求。这份文件,才是现场施工的唯一合法依据!
|
核心关系:pWPS是基础,PQR是验证,WPS是结果。 没有PQR支撑的WPS,就像没有地基的房子,随时可能坍塌。 |
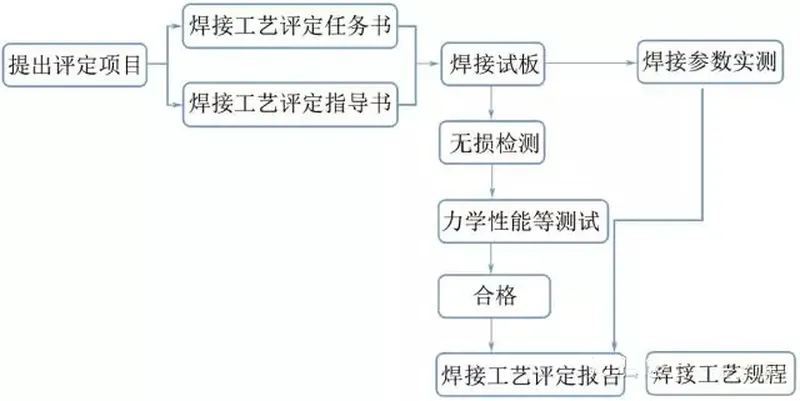
▲ 图1:从pWPS到WPS的完整评定流程
一份合格的WPS不是拍脑袋想出来的,它有一套严谨的“选拔”流程。简单来说,就是“先评定,后应用”。
◆ 第一步:先翻档案
项目来了,先看看公司有没有现成的、经过评定合格且适用的WPS或PQR。如果有,恭喜你,可以直接“抄作业”,省时省力。
◆ 第二步:没有就得“考试”
如果没有现成的,那就老老实实从拟定pWPS开始,走一遍完整的流程——焊接试板、无损检测、力学性能试验,最终形成一份全新的PQR。
◆ 第三步:PQR合格,才能制定WPS
只有当PQR报告显示所有项目都合格,你才能依据这份报告,正式编写用于生产的WPS。这个顺序不能颠倒,也不能省略!
编制WPS时,还需要综合考量六大核心要素:
|
① 母材:是什么钢?强度、韧性如何? ② 焊接方法:手弧焊、埋弧焊还是气体保护焊? ③ 焊接位置:平焊、立焊还是仰焊? ④ 焊缝形式:对接还是角接? ⑤ 厚度范围:要焊多厚的板? ⑥ 热处理:焊前是否预热?焊后是否需要消应力处理? |
一份完整的WPS必须包含下面13项核心内容:

我们挑几个最容易“翻车”的重点说说:
◆ 对应PQR编号(第2项)
这是WPS的“准生证”。没有它,你的WPS就是“黑户”,在审核和检查时第一个被拿下。每一份WPS都必须有明确的PQR编号作为支撑依据。
◆ 坡口简图及焊道顺序(第5项)
这不仅仅是画个V形坡口那么简单。它要清晰地展示出坡口的角度、钝边、间隙,以及每一层焊道的填充顺序。这是指导焊工操作最直观的图纸,必须清晰、准确。
◆ 母材钢号、厚度/直径范围(第7项)
这是WPS的“管辖范围”,也是最关键的参数!必须严格按照PQR评定合格的范围来写,不能随意扩大。比如PQR评定的厚度是20mm,那么WPS能覆盖的厚度范围就要严格按NB/T47014标准来确定,不是你想写多宽就写多宽。
◆ 焊接电流、电压、速度(第10项)
参数范围不能过大!“电流100-200A”这种写法在现场等于没写。WPS的参数应该在PQR成功经验的基础上,结合实际工况,给出一个相对精确、可操作的范围,比如“140±10A”。
PQR报告里的数据,直接决定了WPS的参数范围和可靠性。PQR重点考察以下几个方面:
◆ 无损检测(NDT)
焊缝内部有没有气孔、夹渣、未熔合等缺陷?这是第一道关卡,通常采用射线检测(RT)或超声波检测(UT)来完成。
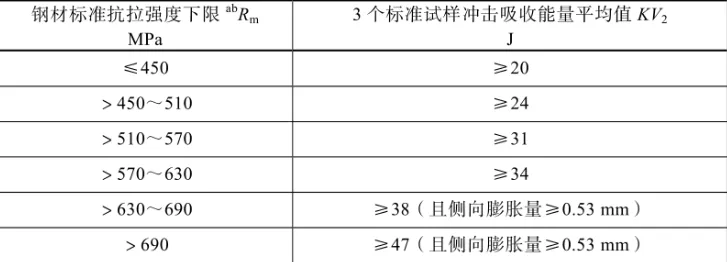
◆ 力学性能测试
包括拉伸试验(看强度)、弯曲试验(看塑性)和冲击试验(看韧性)。其中冲击试验是对焊缝韧性的“终极拷问”,特别是对于低温环境下使用的压力容器,冲击吸收功(AKV₂)值必须达到标准要求,否则可能发生脆性断裂,后果不堪设想。

这是一份非常典型的、针对埋弧焊Q345R钢的工艺方案草稿(pWPS)。
母材信息与厚度范围:这里写了Q345R,厚度40毫米,这是试验用的母材。但更关键的是下面一行“厚度适用范围”,写了5-200毫米。这是什么意思呢?这就是根据NB T 47014标准,用40毫米厚的试板做评定,合格后,这份PQR可以支持的WPS厚度范围。搞清楚这个,一份PQR就能覆盖很多种产品厚度,大大减少了重复评定的成本。
焊接材料:焊丝、焊剂的牌号、规格、标准都得写清楚。这就好比“门当户对”,保证了焊接接头的性能。
预热与焊后热处理:预热温度不是拍脑袋定的,要根据材料的碳当量、厚度、拘束度来综合计算。而焊后热处理,比如这里的消应力退火,560-620°C的温度范围、3min/毫米的保温时间,都是有严格标准的,直接关系到消除焊接残余应力、改善组织性能的效果。
电特性参数与技术措施:直流反接、电流电压范围、最大热输入限制,这些都是保证焊缝成形和性能的关键。特别是热输入,对于压力容器用钢来说尤其敏感,热输入过大,会导致接头软化,强度下降。而技术措施里的“背面清根”,对于要求焊缝内部质量高的全熔透焊缝来说,是必不可少的工序。
看懂了这份pWPS,你对如何制定一份具体的、可执行的焊接工艺方案,就有了更深的理解。

▲ 压力容器制造中的焊接作业——严格的工艺执行是质量保障的关键
总而言之,一份能上“战场”的WPS,绝不是办公室里闭门造车的产物。它诞生于严谨的评定试验,成长于对标准和经验的深刻理解,最终在严格的现场管理中实现其价值。
它不是束缚焊工手脚的枷锁,而是保护产品质量、保障设备安全的“护身符”。一份好的WPS,应该让焊工拿到手就知道怎么干,而不是看完更迷糊。
本期内容就分享到这里,锁定「科到了·专家面对面」,我们下期再见!
今日互动
在您的实际工作中,是更看重焊工“项目代号”所代表的标准化技能,还是更看重那些“没有代号但经验丰富”的老师傅的实战经验呢?这两种能力,在特种设备焊接领域,到底哪个更重要?
欢迎在留言区 留言

中华焊接动力网焊接社区(申辉社区)曾陪伴大家走过多年岁月,虽已正式停运,但彼此之间建立的友谊纽带始终未断。为延续这份深厚的情谊,我们现正式开设粉丝社群,诚邀各位老友归来,也欢迎新朋友加入交流。
扫码入群,一起聊技术、解难题——

如遇群满无法扫码,请添加微信(微信号: ),备注“申辉社区”,手动拉您入群。
),备注“申辉社区”,手动拉您入群。
END
声 明:本文内容由“焊割在线”独家策划制作。为保障文章的完整性与阅读体验,请勿随意修改原文的栏目架构、版式设计及任何核心内容。任何形式的转载或引用,均须在文章开头显著位置以醒目方式注明:“本文转自:焊割在线(ID:toweld123)”。
编 辑|唐 凰
责 编|金顺捷
审 核 | 费良莉


