夜雨聆风
夜雨聆风





WPS、PQR、H点、W点:承压设备焊接的“四字真经”你都吃透了吗? |「科到了·专家面对面」焊接质量系列(45)
亲爱的“科到了”读者:
感谢您一直以来的关注与支持。“科到了”栏目在陪伴大家走过30多期焊接科普内容后,现正式升级,推出新版块——「科到了·专家面对面」。
本专栏将陆续邀请焊接领域的资深学者、技术专家、一线工程师、项目负责人、工艺设计师与检测认证专家等多维力量,围绕行业实际问题,分享实用知识、技术经验与解决方案。我们希望通过这个专栏,搭建一个连接专业与现场的桥梁,让知识落地,让难题有解。
科到了,门道就有了。
欢迎继续与我们同行,让焊接知识,真正为你所用。科到了,门道就有了。与我们同行,从知晓到精通,从理论到实战。
第45期
核心优势:兼具焊接技术与工程学士与管理学硕士背景,持有国际焊接工程师等多项顶尖认证。
专注领域:金属材料焊接工艺分析、质量持续改善与失效分析,精通国际焊接质量管理体系。
实战履历:拥有17年跨领域经验,曾服务于沃尔沃、卡特彼勒、中核等知名企业,完整经历从工艺开发到质量管理的全流程。
他将为我们开启「焊接质量」系列专题,系统剖析行业痛点,构建质量管理思维。本文为该系列第四十五讲。
WPS、PQR、H点、W点
承压设备焊接的“四字真经”
你都吃透了吗?
你是否也曾被这些问题困扰:
◆ “工艺评定(PQR)还没做完,项目就要开工了,这锅谁背?”
◆ “焊缝返修了两次还不合格,第三次到底能不能焊?”
◆ “材料切割后标记丢了,这块板子还能用在受压元件上吗?”

在锅炉、压力容器这种”高压”领域,焊接不仅仅是一项技术,更是一门关乎生死的”艺术”。一个小小的焊接缺陷,都可能埋下巨大的安全隐患。它就像一颗定时炸弹,不知道什么时候就会”引爆”。
很多人觉得焊接就是拿着焊把”滋滋滋”,却往往忽略了背后那套严密的工艺设计与生产管理体系。今天,我们就把特种设备焊接的”门道”给你扒个底朝天,教你如何构筑四道坚不可摧的质量”防火墙”!
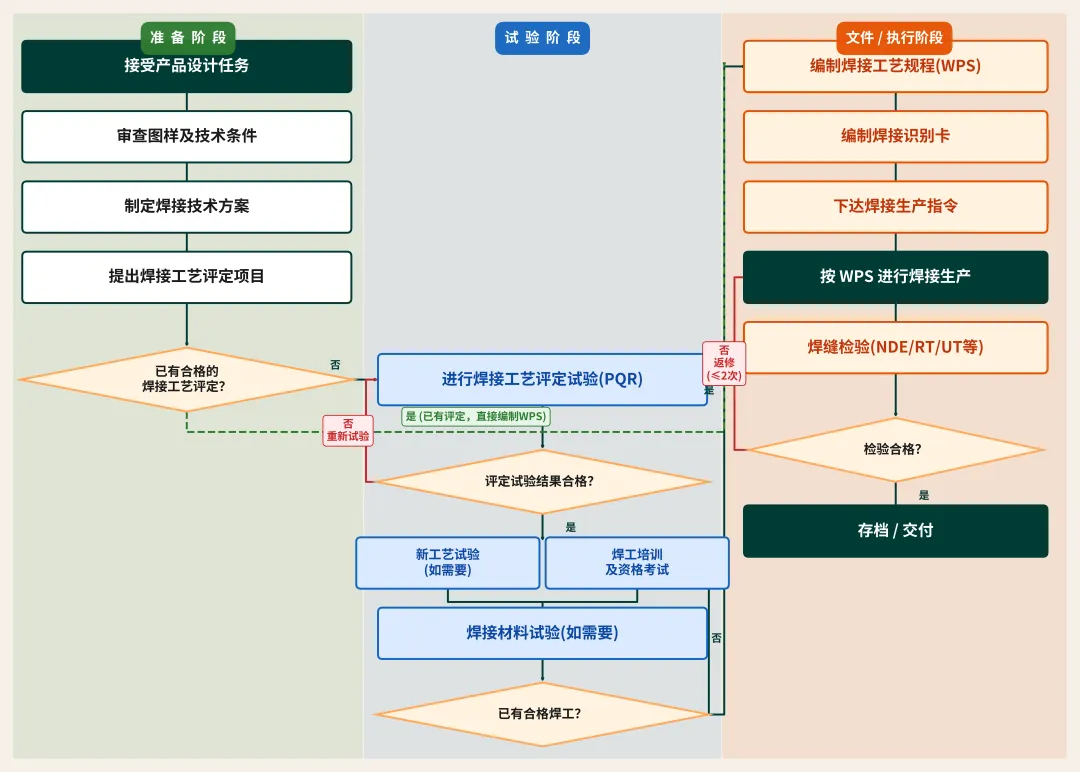
焊接工艺设计及生产管理流程图
你以为焊接就是直接上手?在大规模生产前,”谋划”才是重中之重。焊接工艺设计有三大核心要点,缺一不可。
1. 四大支柱:设计依据要找准
◆ 产品设计图样:这是你的”最高指令”。
◆ 法规与标准:如TSG系列规程、GB 150、NB/T 47014等,这是行业的”红线”。
◆ 企业能力:你的设备行不行?工艺水平到哪了?心里得有数。
◆ 试验数据:各类焊接试验数据是你的底气。
2. 三阶段流程:环环相扣
◆ 准备阶段:图样审查 → 制定方案 → 提出评定项目。
◆ 试验阶段:工艺评定试验(PQR)+ 焊工培训考试。
◆ 文件阶段:编制WPS(焊接工艺规程)+ 焊接识别卡 → 下达生产指令。
关键提示:工艺评定试验能否按期完成,是影响产品投产的关键节点。务必提前备料、备板,不要等到开工前才临时抱佛脚。如果已有合格评定的项目,可直接跳过试验阶段,这能帮你节省大量时间!
有了好的设计,执行不到位也是白搭。在生产现场,我们必须建立起四道”防火墙”,确保每一道焊缝都经得起考验。
▌ 防火墙一:可追溯性控制——别让材料成”黑户”
◆ 标记移植:材料切割后,原件与余料均须做相同标记(名称、规格、炉批号),严防混料。
◆ 现场记录:受控焊缝的焊接过程须有书面记录,存入产品档案。
◆ 焊工钢印:焊缝完成后,焊工须在规定位置打上低应力钢印,谁焊的谁负责。
▌ 防火墙二:控制点与停止点——硬性卡口不能少
◆ 控制点(W点):重点监督。如工艺评定、焊材验收、焊后热处理等。
◆ 停止点(H点):未经检验合格,不得进入下道工序!比如水压试验。
H点是硬性卡口,不是走过场的签字。
▌ 防火墙三:工艺纪律检查——细节决定成败
检查焊材牌号是否正确?烘干发放是否合规?焊工是否有证?是否按WPS操作(预热、层间温度、线能量)?设备仪表是否在有效期内?这些细节,一个都不能漏。
▌ 防火墙四:不合格焊缝处理——返修不是无限次的
◆ 超标缺陷必须按不一致品处理规程执行。
◆ 缺陷返修必须有对应的焊接工艺评定(PQR)支持。
◆ 硬规定:同一位置缺陷的返修次数不得超过两次!第三次返修须经技术总负责人批准,并记录存档。
在特种设备行业,没证?那绝对不能碰焊把。
1. 哪些焊缝必须持证?
◆ 承压类:受压元件焊缝、与其相焊的焊缝、母材表面堆焊。
◆ 机电类:主要受力结构件焊缝及定位焊缝。
2. 资质维护:不能”挂机”
如果焊接连续操作记录中断超过6个月,对不起,你得重新复审合格后才能上岗。
3. 违规后果:绝非儿戏
违反工艺纪律、经常出现质量问题,会被吊销《特种设备作业人员证》。一旦被吊销,三年内不得再次申请!这砸的可不仅仅是饭碗,更是职业信誉。
工艺设计是”谋划”,生产管理是”执行”,焊工资质是”审查”。这三者缺了任何一个,特种设备的安全就无从摊起。
你可能会觉得这些规定太繁琐、太死板,但请记住:
规范不是束缚,而是保护!
在高风险的焊接江湖里,任何一次”图省事”都可能酿成惨剧。这些看似冰冷的条文,保护的是产品的质量,是操作人员的安全,更是我们每一位焊接人的职业声誉。
下一期,我们将聊一下《特种设备焊接人员考核细则》TSG Z6002-2026 最新版的内容。请大家关注该专栏内容,敬请期待!
本期内容就分享到这里,锁定「科到了·专家面对面」,我们下期再见!
今日互动
在您的焊接生涯中,遇到过最让你头疼的焊接工艺与生产问题是什么?
欢迎在留言区 留言

中华焊接动力网焊接社区(申辉社区)曾陪伴大家走过多年岁月,虽已正式停运,但彼此之间建立的友谊纽带始终未断。为延续这份深厚的情谊,我们现正式开设粉丝社群,诚邀各位老友归来,也欢迎新朋友加入交流。
扫码入群,一起聊技术、解难题——

如遇群满无法扫码,请添加微信(微信号: ),备注“申辉社区”,手动拉您入群。
),备注“申辉社区”,手动拉您入群。
END
声 明:本文内容由“焊割在线”独家策划制作。为保障文章的完整性与阅读体验,请勿随意修改原文的栏目架构、版式设计及任何核心内容。任何形式的转载或引用,均须在文章开头显著位置以醒目方式注明:“本文转自:焊割在线(ID:toweld123)”。
编 辑|唐 凰
责 编|金顺捷
审 核 | 费良莉