 夜雨聆风
夜雨聆风





非标自动化设备研发人员设计禁忌,文档可下载
点击上方蓝字关注我们
点击下方关注我们

今天的干货来了!期待吧!
【 非标自动化设备开发人员设计禁忌 】
|
序号 |
不推荐(×) |
建议(√) |
说明 |
|
|
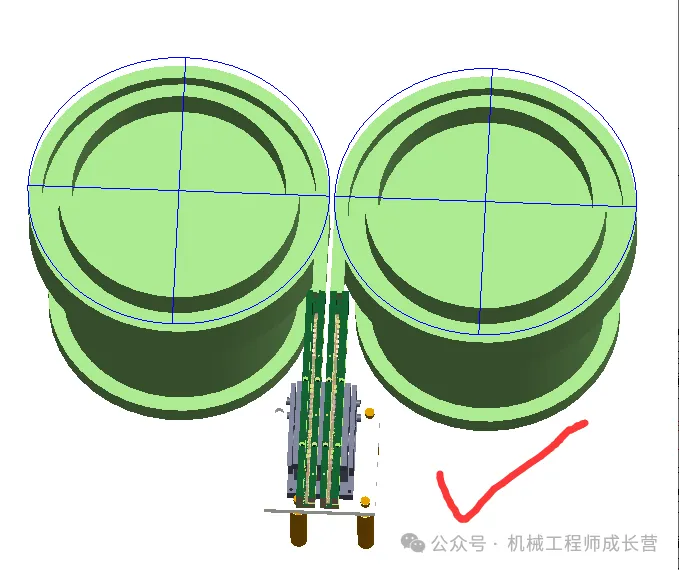
1 |
|
|
一般情况不推荐采用多料道出料方式;在节拍与供料速度允许的情况下,也可以采用错分一为二的方式。 |
|
|
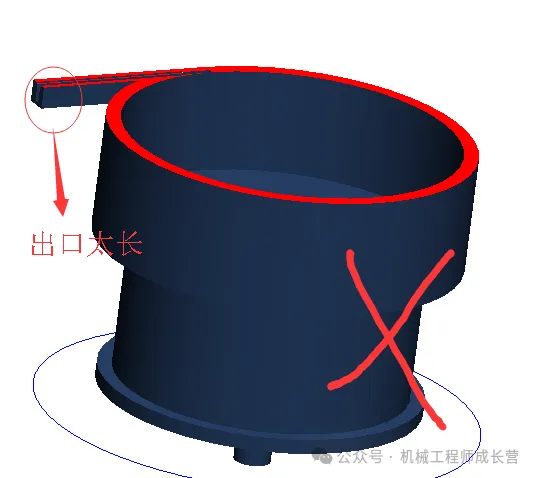
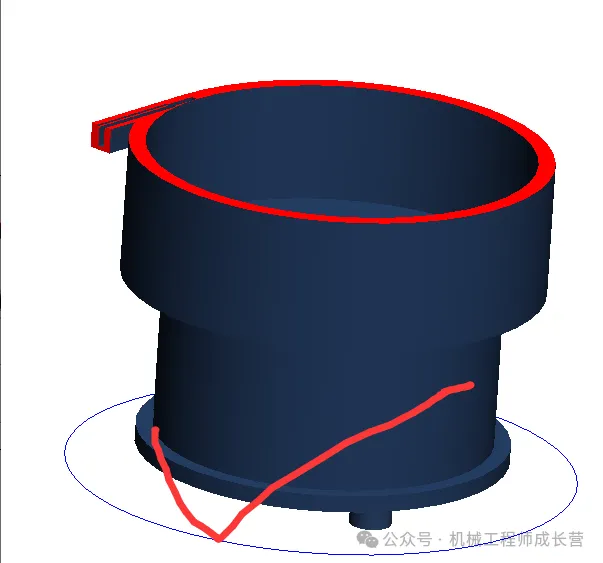
2 |
|
|
振盘出料口长度推荐为(0.2-0.3D)(D为底盘直径)。 |
|
|
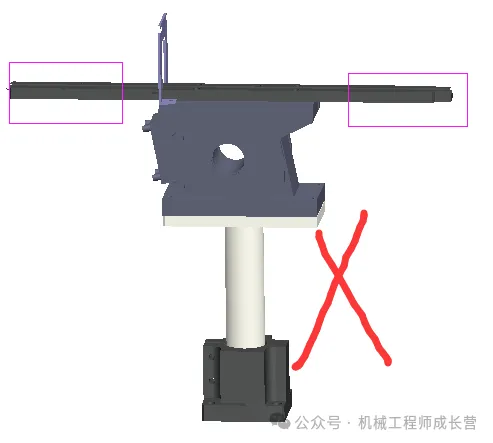
3 |
|
|
直振料道两端伸出长度不超过对应直振长度的1/2。 |
|
|
4 |
|
|
直振装置应具有高度可调结构。 |
|
|
5 |
|
|
振盘装置应具有高度可调结构。 |
|
|
6 |
|
|
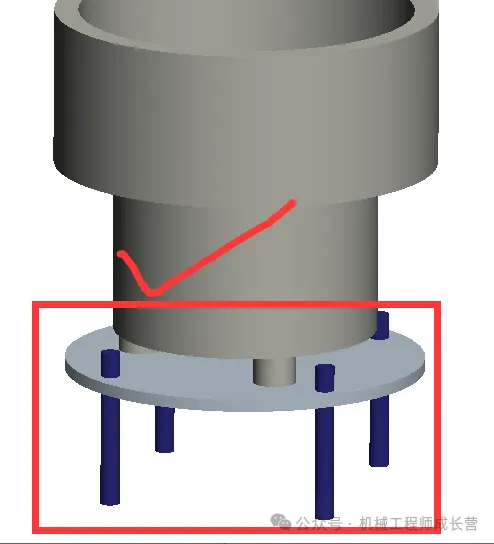
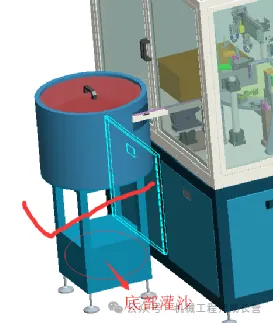
独立振盘架要求底部罐沙,并固接在设备机架上,提高稳定性。 |
|
|
7 |
|
|
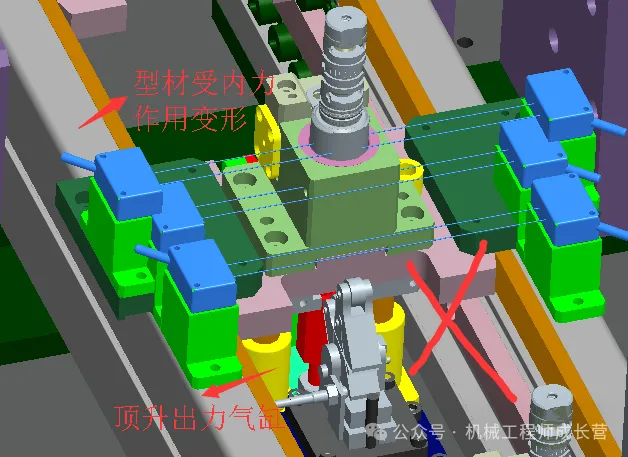
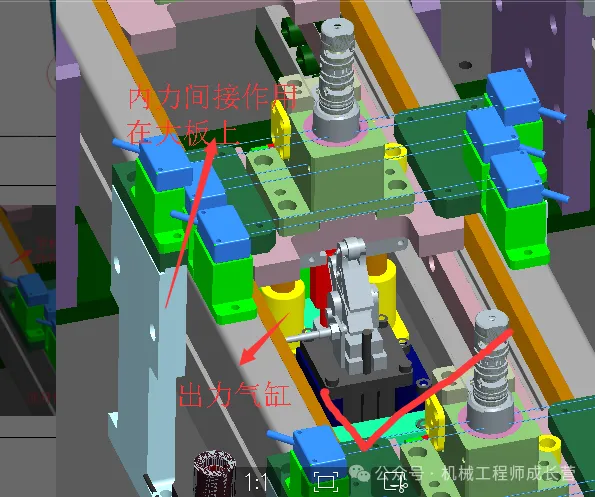
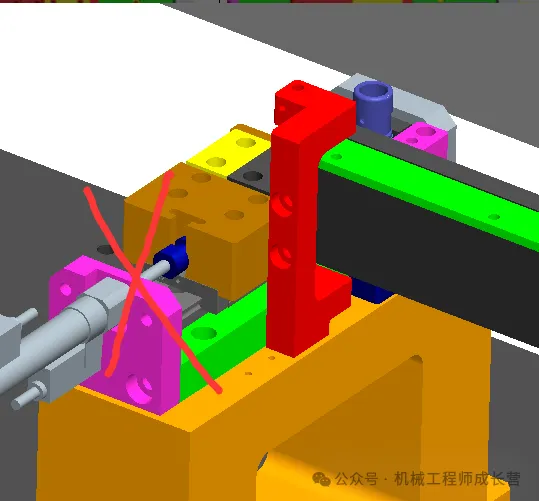
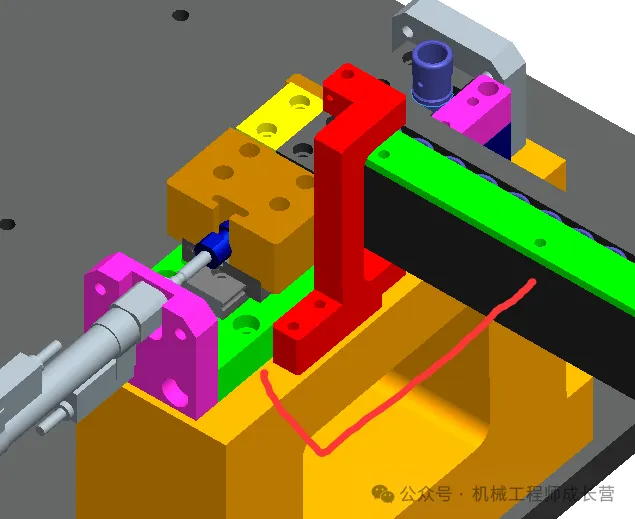
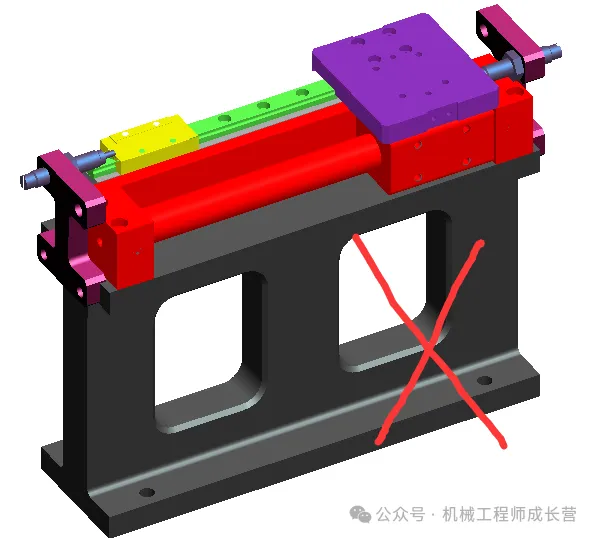
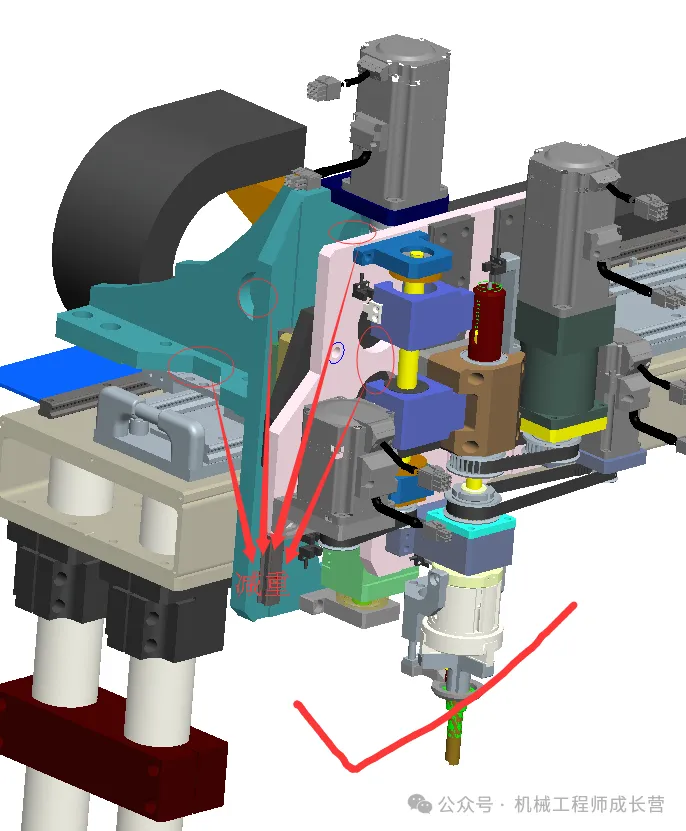
出力机构避免间接作用在其他机构上,以免内力作用发生形变,影响设备精度。 |
|
|
8 |
|
|
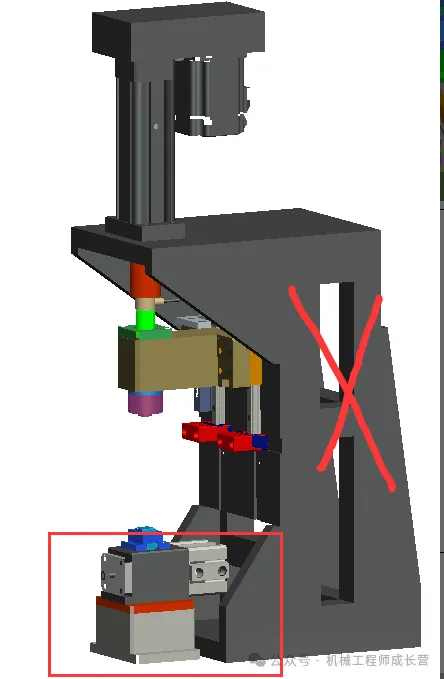
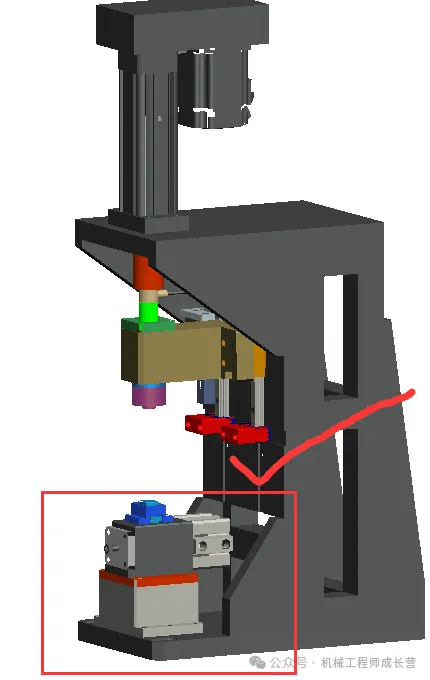
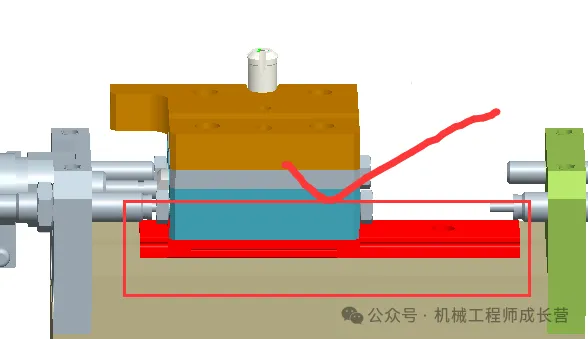
压装受力装置应安装在压装架上。 |
|
|
9 |
|
|
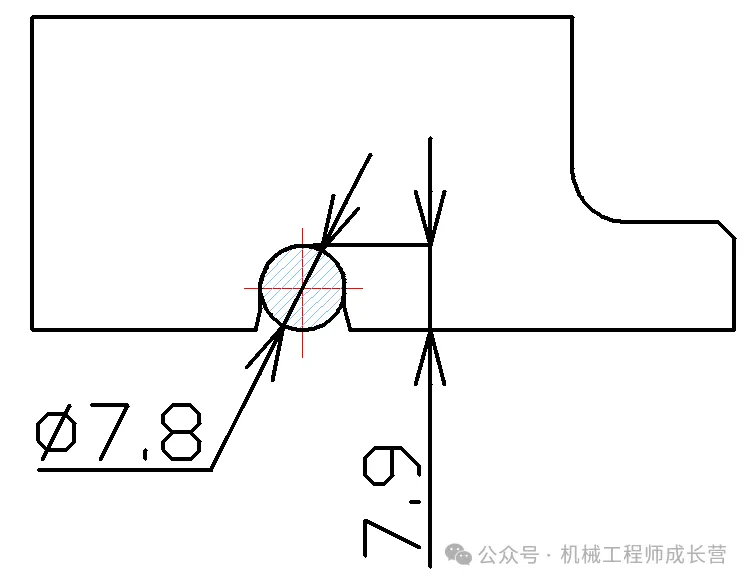
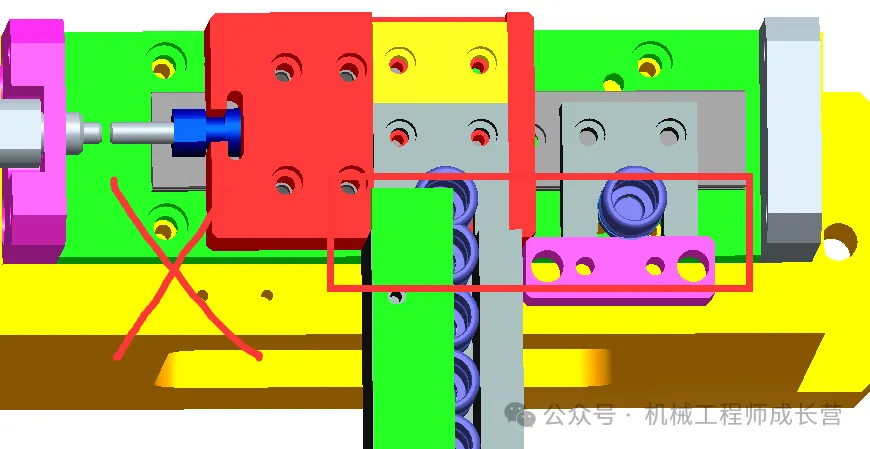
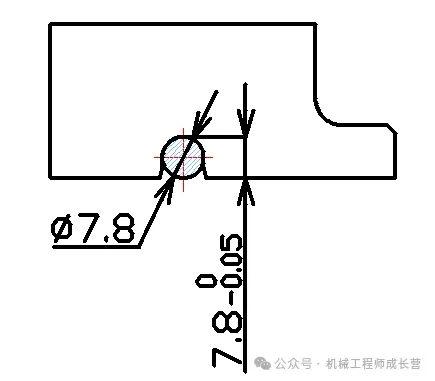
错分块定位槽深度应为负公差,确保错分块与料道口及挡板具有一定间隙。 |
|
|
10 |
|
|
检测支架应安装在错分装置上,不可安装在直振料道,避免受振动影响检测效果。 |
|
|
11 |
|
|
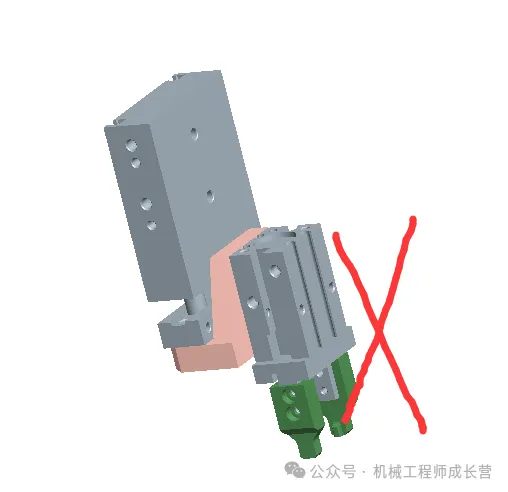
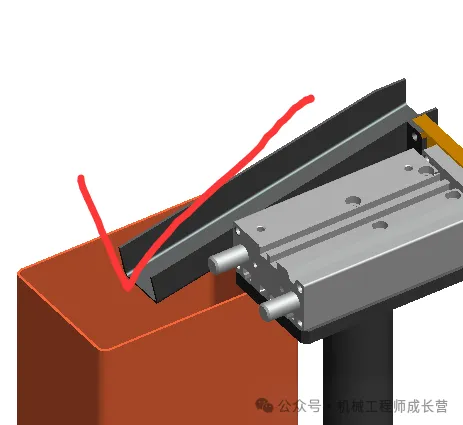
具有一定精度场合,不推荐使用带导杆气缸。 |
|
|
12 |
|
|
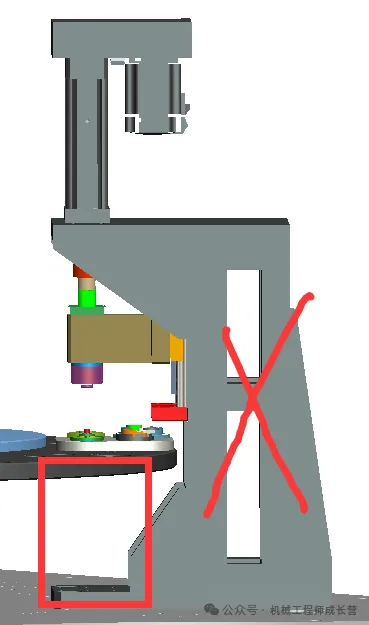
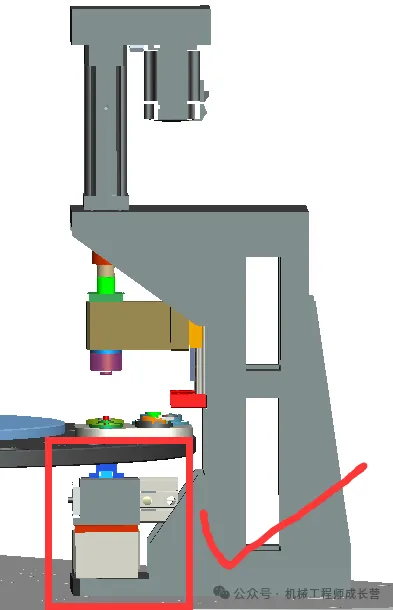
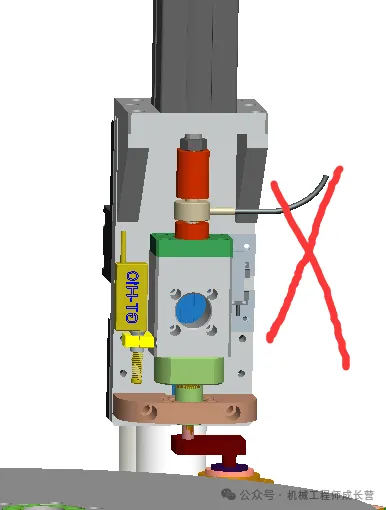
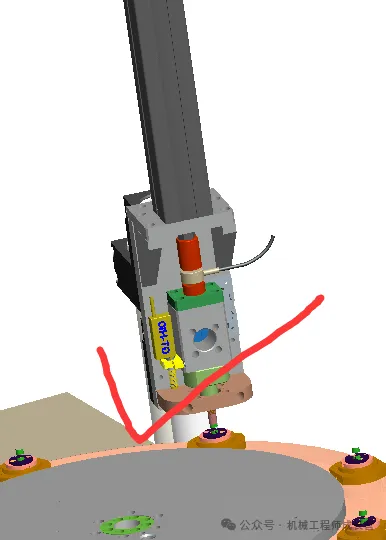
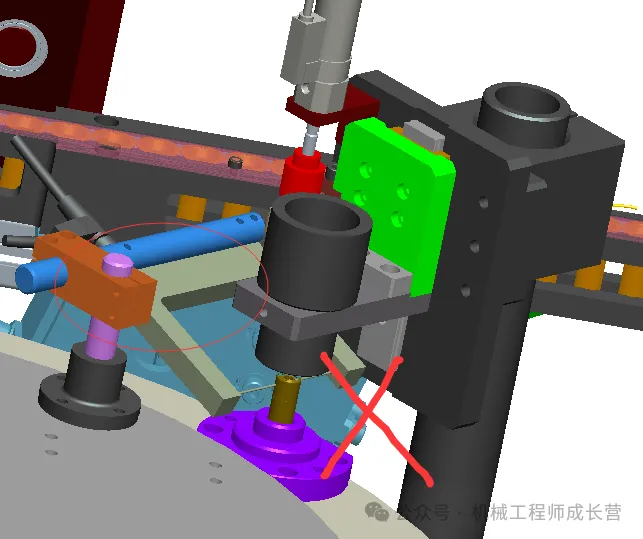
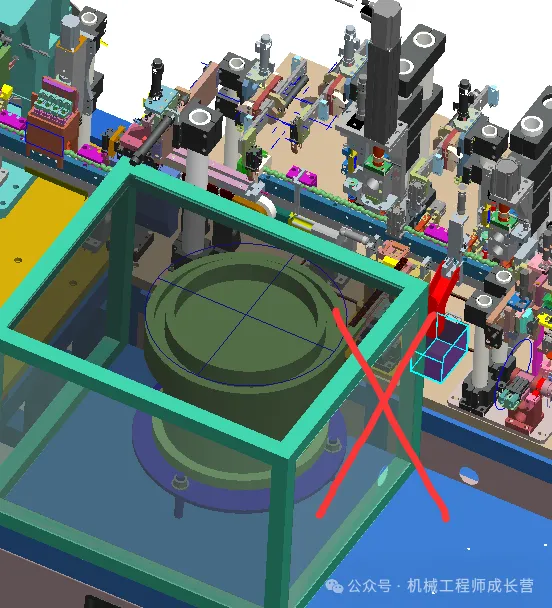
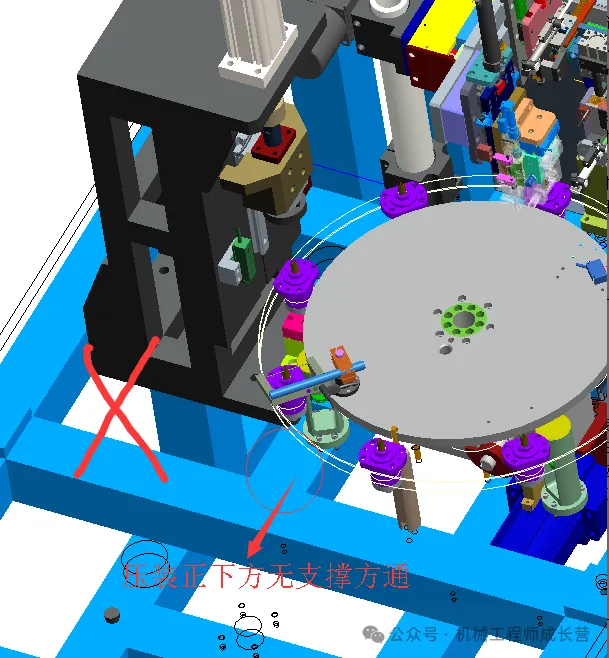
转盘压装工位必须有单独的受力装置,不可直接压在转盘上。 |
|
|
13 |
|
|
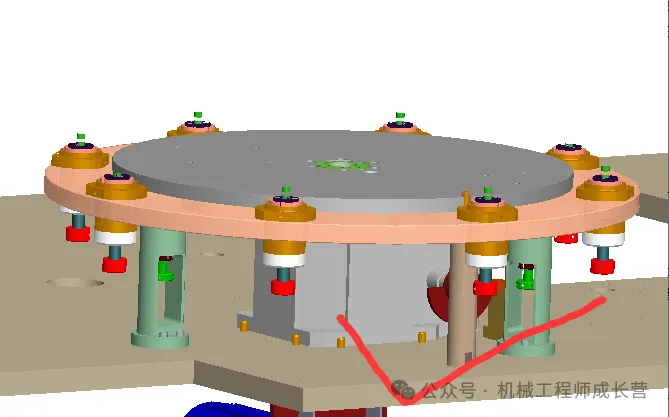
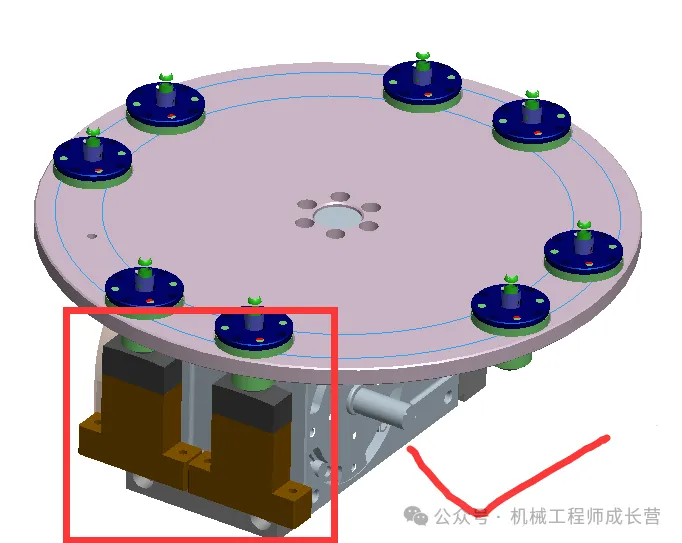
转盘由均布的支撑座支撑。 |
|
|
14 |
|
|
不推荐使用磁环式无杆气缸。 |
|
|
15 |
|
|
较长工件的沉头孔,应尽量沉头加深,以确保使用较短的螺丝连接。 |
|
|
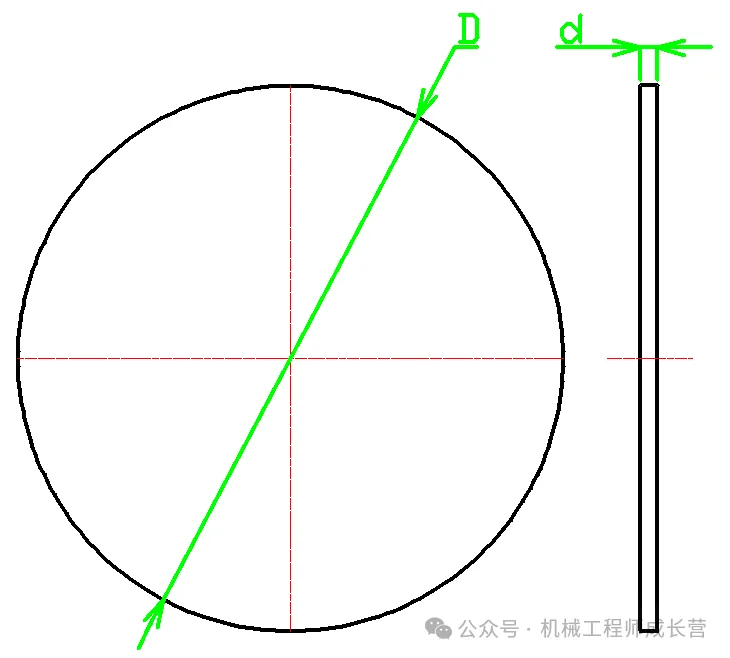
16 |
|
一般情况转盘厚度与直径比值d/D取1/30~1/40,推荐取1/35。 |
||
|
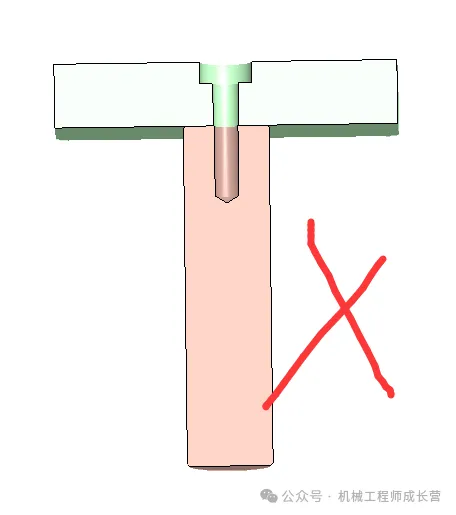
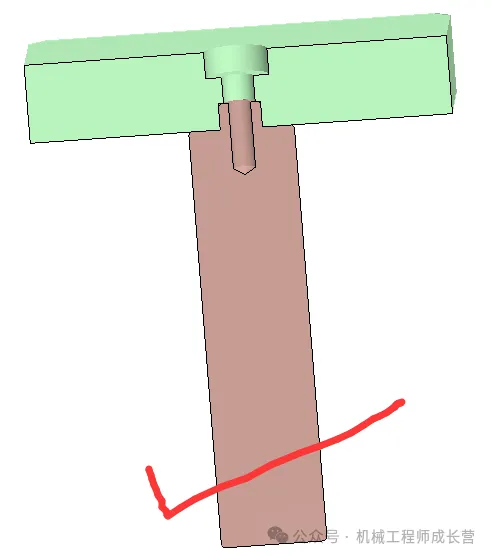
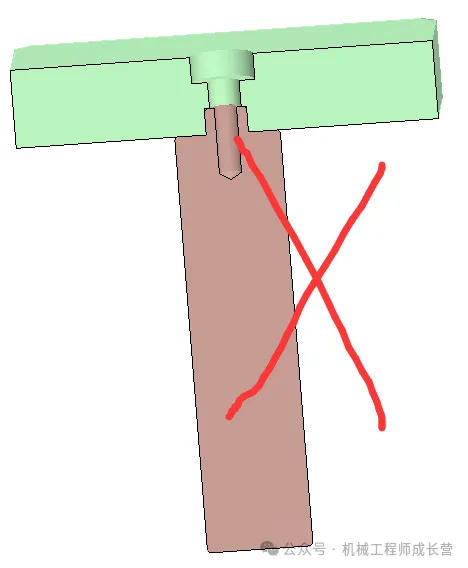
17 |
|
|
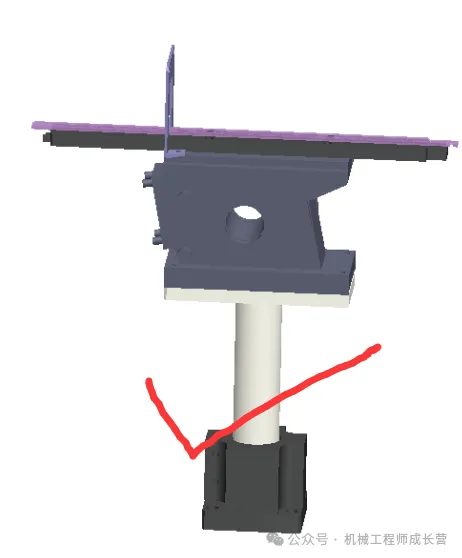
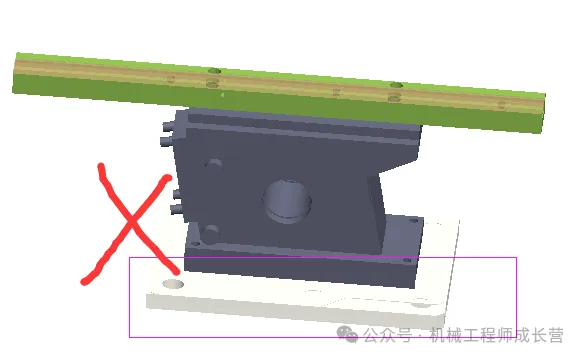
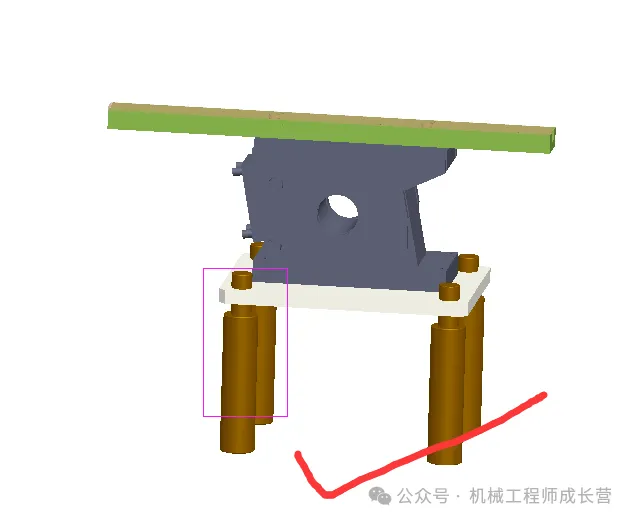
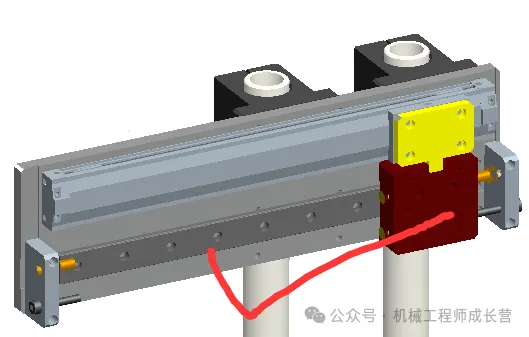
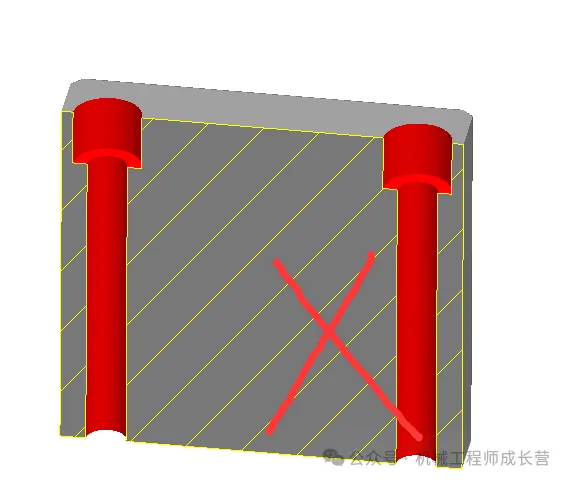
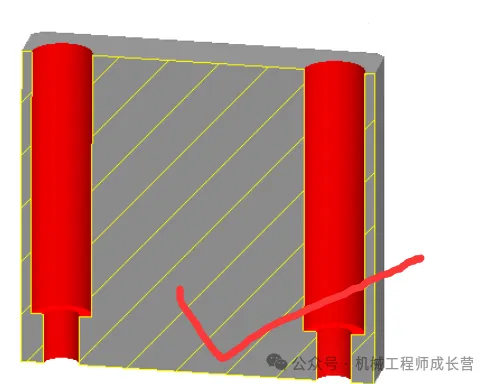
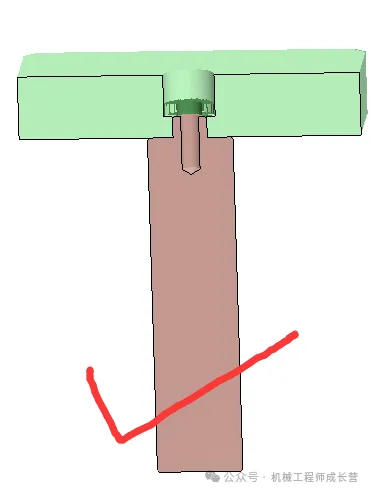
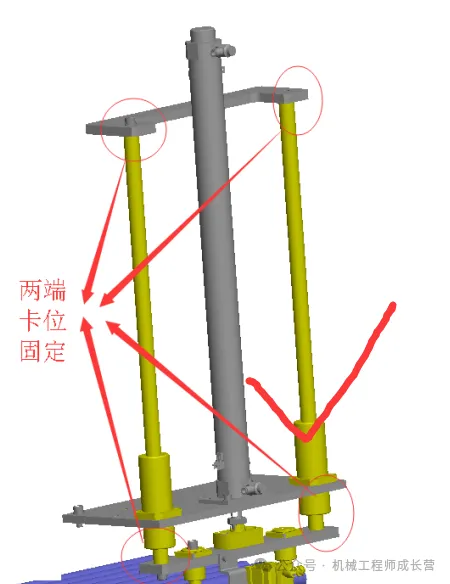
柱子与板之间的连接需增加卡位。 |
|
|
18 |
|
|
在精密沉孔设计中避免出现沉头孔,孔直接贯穿,中间加垫片。 |
|
|
19 |
|
|
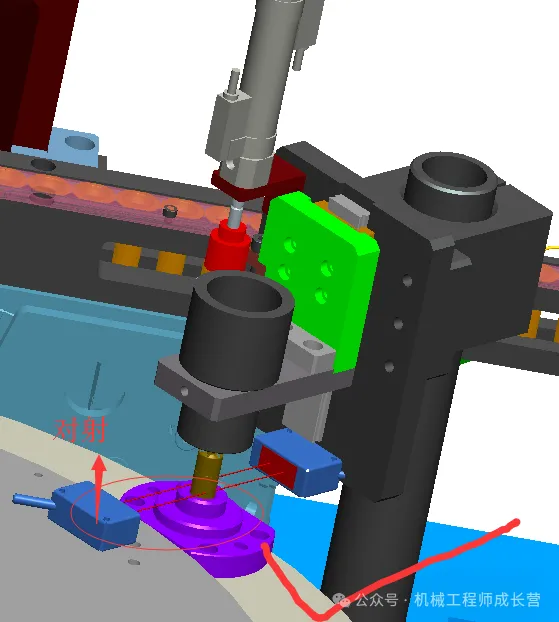
压装力应直接加载在受力物体的正下方,严禁出现不同轴而产生力矩。 |
|
|
20 |
|
|
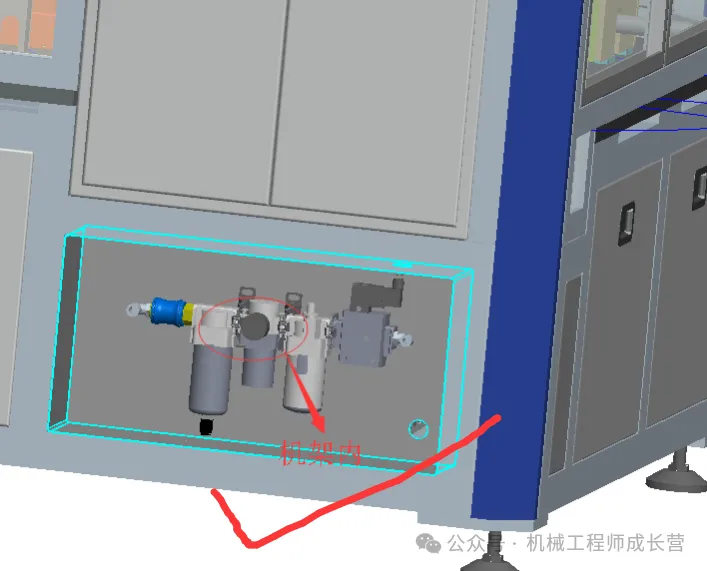
气动三联件、直振控制器等应藏到机架里面,不应放在机架外面或是大板上。 |
|
|
21 |
|
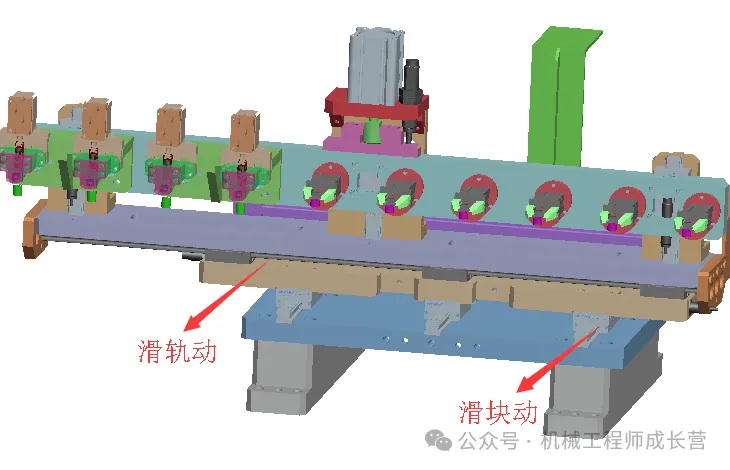
动静互换思维,根据实际情况而定滑轨滑块谁静止谁动。 |
||
|
22 |
|
|
节拍思维,在节拍允许的情况下,能用伺服机械手的就不要采用多联机械手,降低设备成本。 |
|
|
23 |
|
|
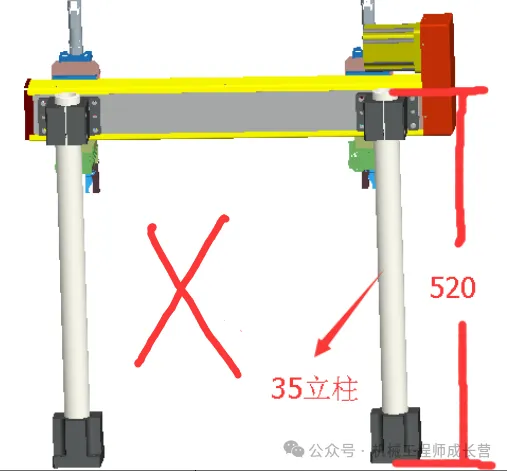
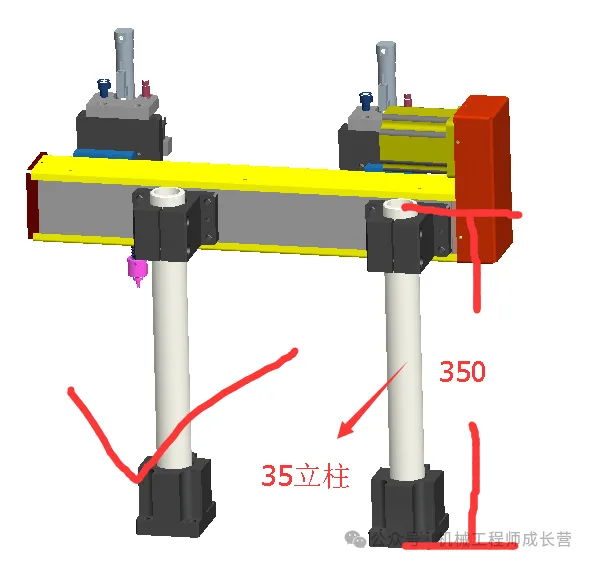
D/L<1/15长500内选择Ø35,1/15<D/L<1/10长750内选择Ø50,1/16<D/L<1/10长1200内选择Ø75,超1200用Ø100。 |
|
|
24 |
|
|
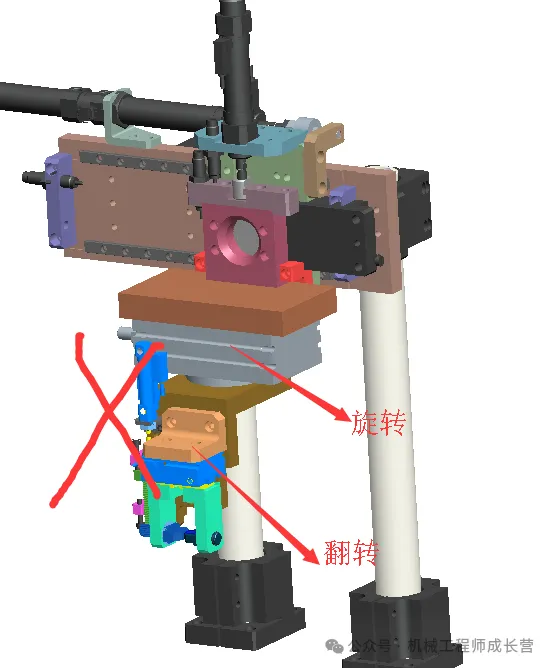
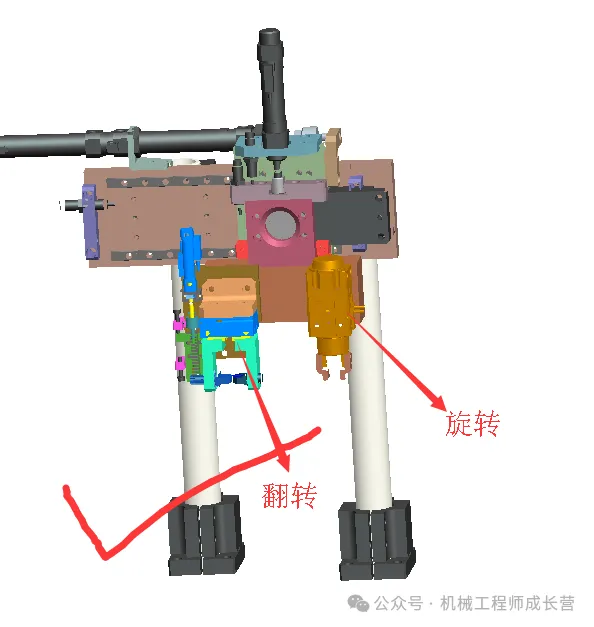
避免串行结构,在需要进行多次姿态变换时,增加过渡工位,在不同工站变换姿态。 |
|
|
25 |
|
|
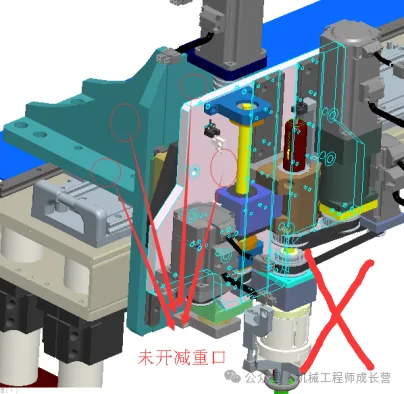
移动部件重量尽量小,通过采用合适的、轻型的材料减轻重量,在零件上开口减少整个机构的重量。 |
|
|
26 |
|
|
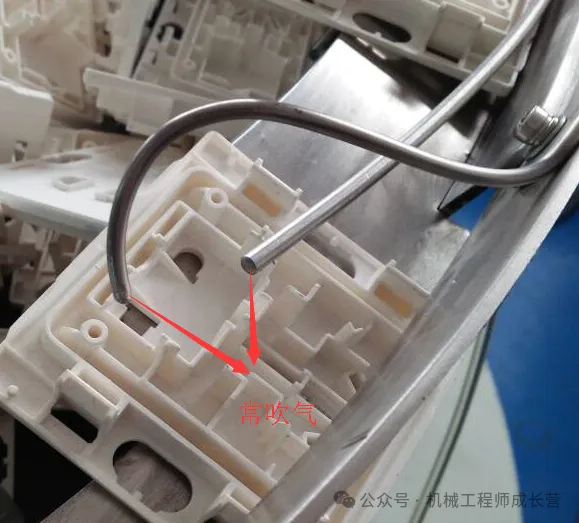
对于常吹气需要增加电磁阀控制,减少耗能。 |
|
|
27 |
|
|
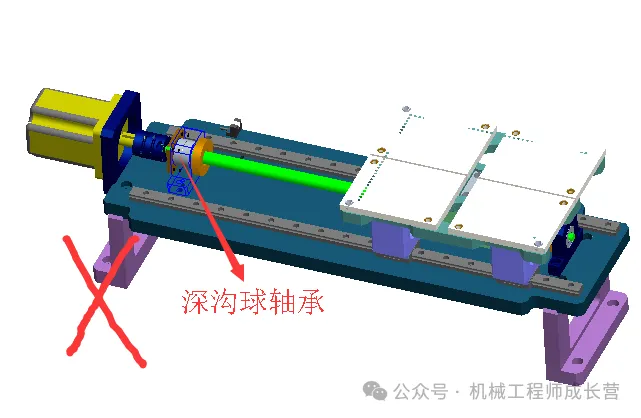
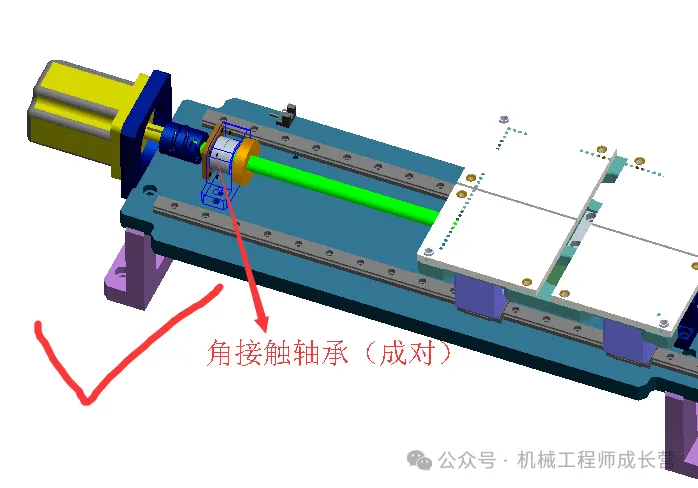
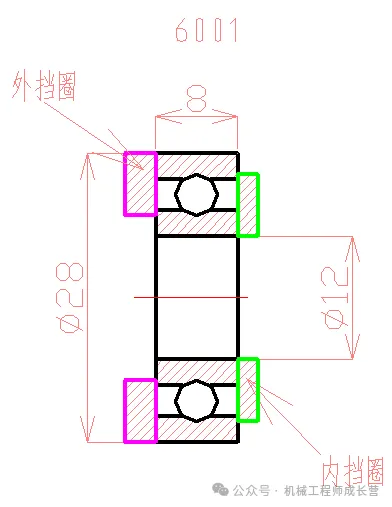
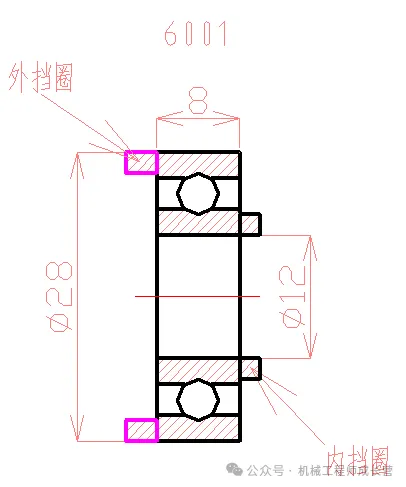
在轴承同时受轴向力与径向力负载时,需使用角接触轴承!轴承内外挡圈设计参照FA标准件具体尺寸! |
|
|
28 |
|
|
轴承内外挡圈设计范例! |
|
|
29 |
|
|
在使用对射光纤比较复杂时,应直接采用对射光电,降低设备成本。 |
|
|
30 |
|
|
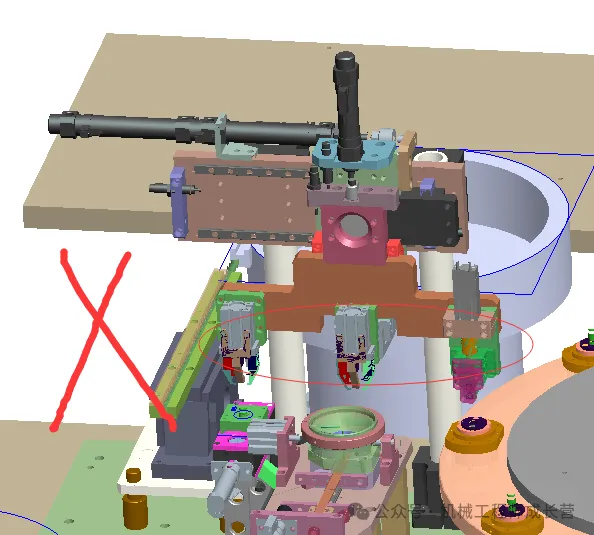
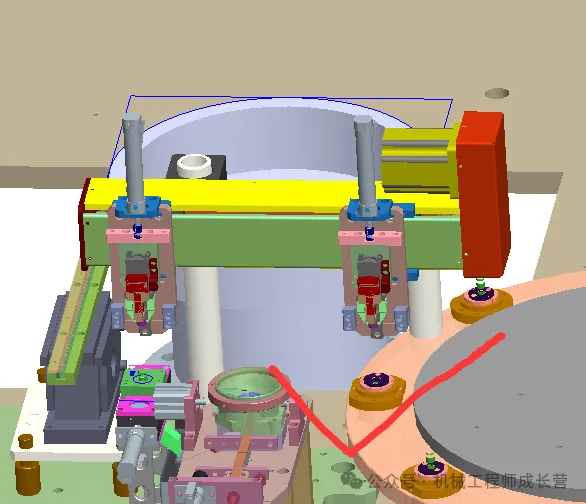
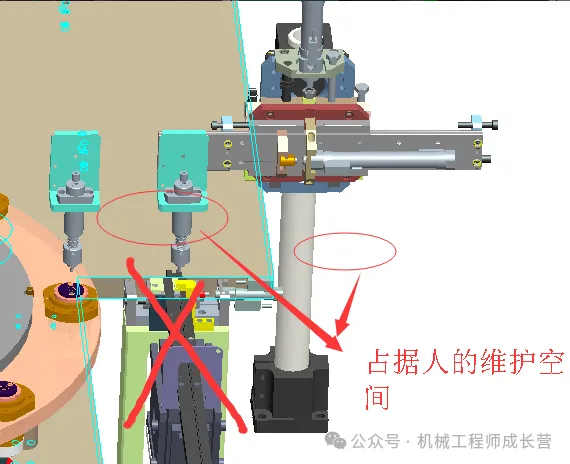
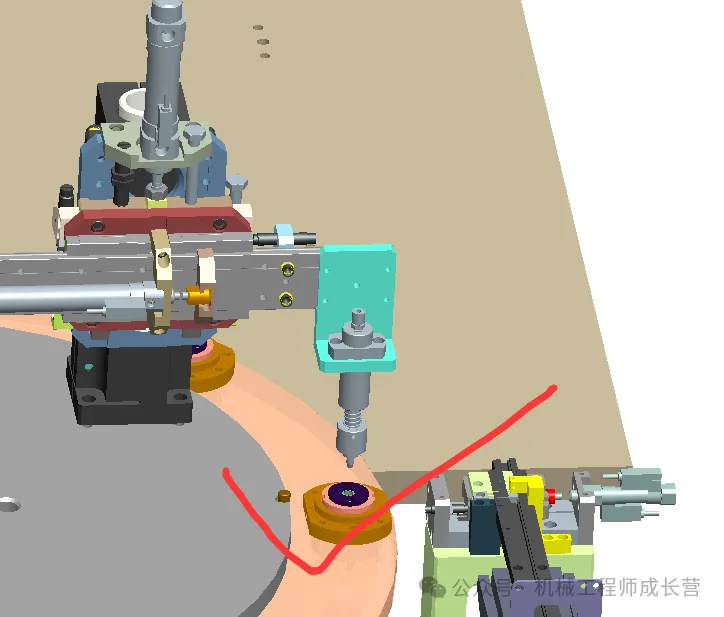
在有转盘的设备中,通常需要用一个固定盘,将一些机构放在固定盘上,给人工留足够的维护空间,设备整体占地空间也会变小。 |
|
|
31 |
|
|
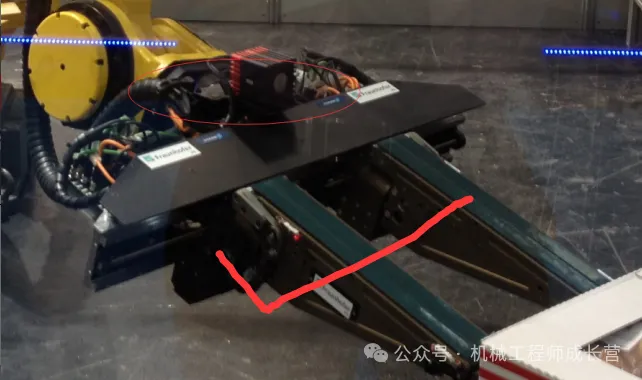
机器人气管电磁阀尽可能近,避免走线气管过长。 |
|
|
32 |
|
|
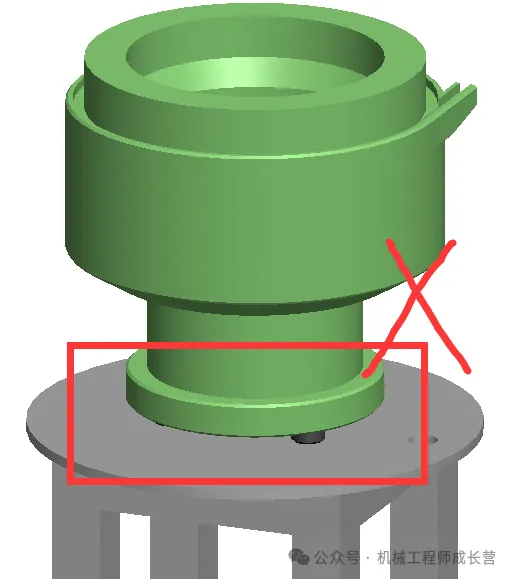
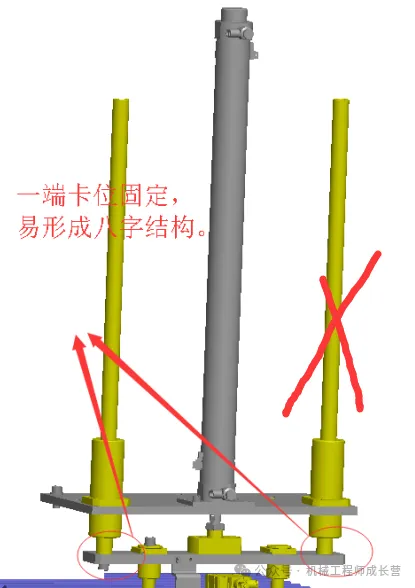
带导柱导套的机构,导柱两端都需要做卡位固定。 |
|
|
33 |
|
|
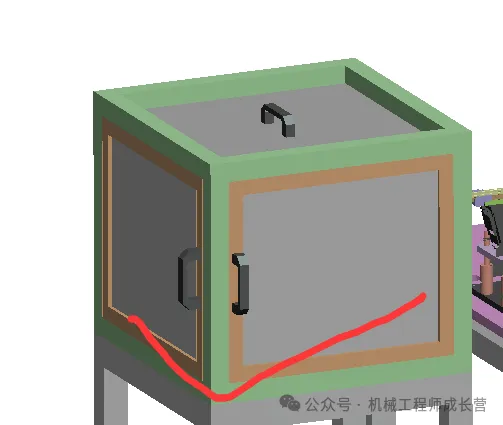
隔音罩应选用不锈钢板内衬隔音棉,不推荐用有机玻璃,振动盘直径超过600mm,需要将振动盘外罩加厚,并且四周加筋减小噪音。 |
|
|
34 |
|
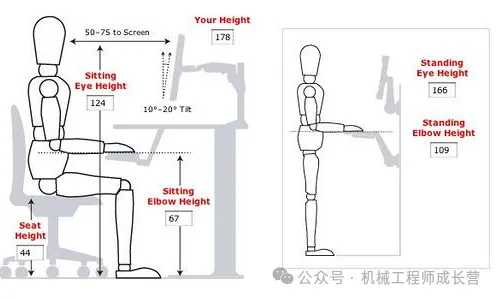
一般成年人坐着操作高度约为670mm左右,站立操作为950mm左右,设备的操作高度以此为参考。 |
||
|
35 |
|
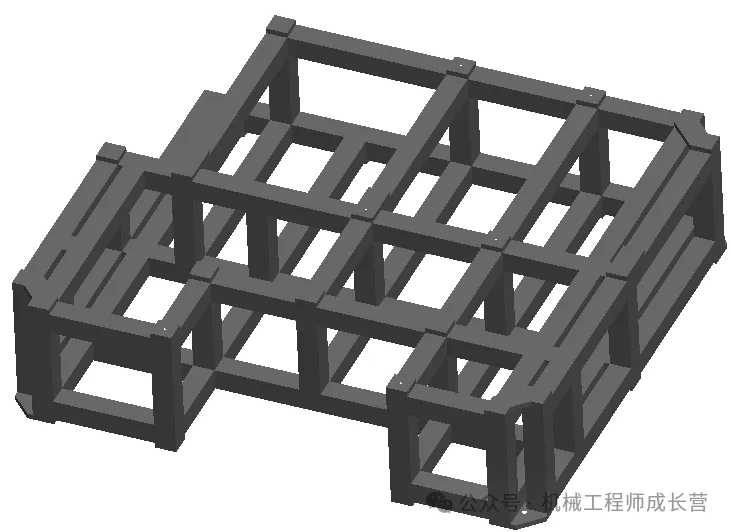
小设备(1200*1200mm以下)用50*50*3方通;大设备(根据实际情况而定)用60*60*4方通和80*80*5方通。 |
||
|
36 |
|
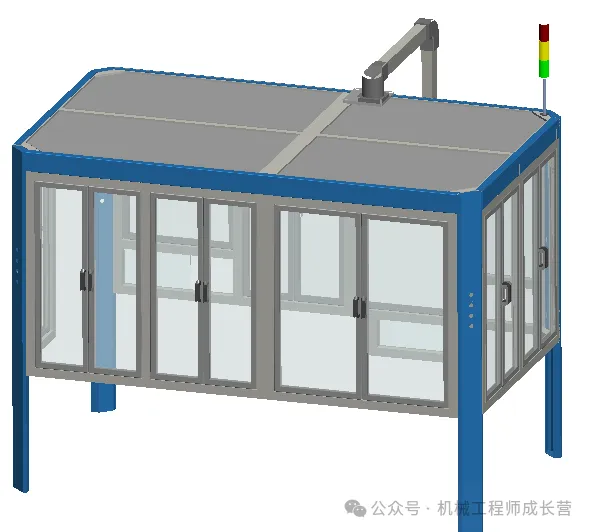
小设备(1200*1200mm以下)机罩骨架用40型材;大设备用45型材;门窗用30型材。 |
||
|
37 |
|
|
压装工位所在处机架应有方通支撑。 |
|
|
38 |
|
转盘夹具应保证结构简洁、减轻重量、安装调试方便,如有压装工位,则夹具应该设计成浮动结构(不允许转盘受力)。 |
||
|
39 |
|
|
滑动配合处应采用导轨(小装置)或导柱导套(大装置)。 |
|
|
40 |
|
|
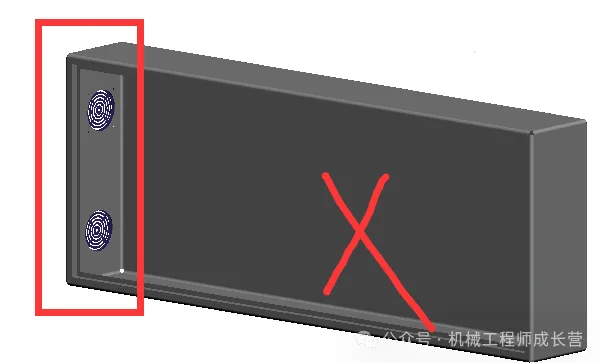
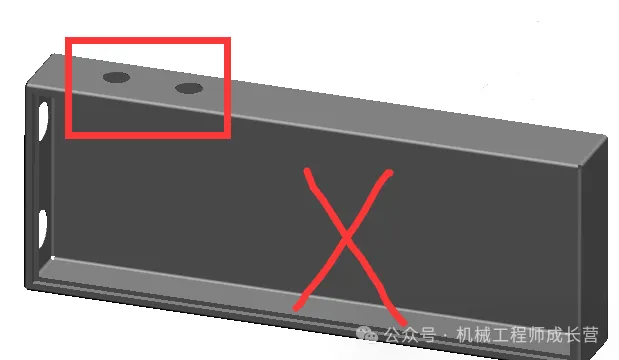
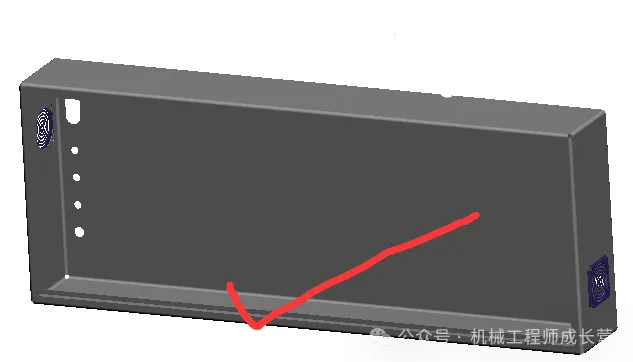
电箱过线孔左右开在两侧及后面适当位置;风扇孔应在两侧(上下对角位置)。 |
|
|
41 |
|
|
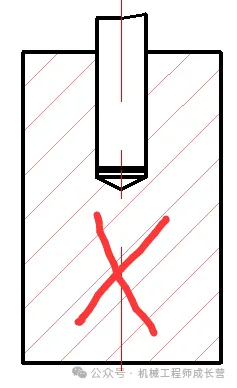
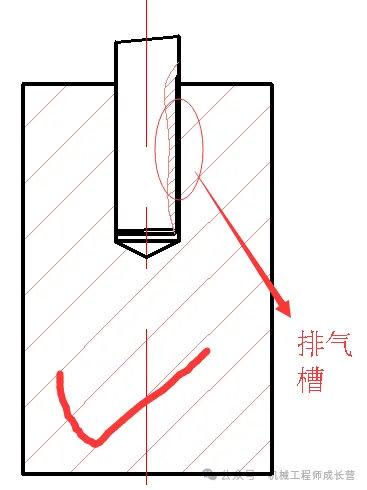
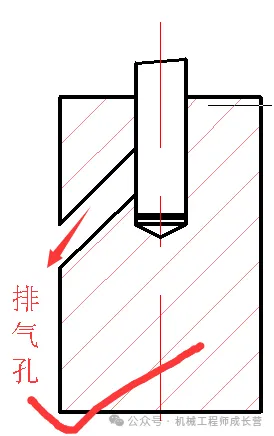
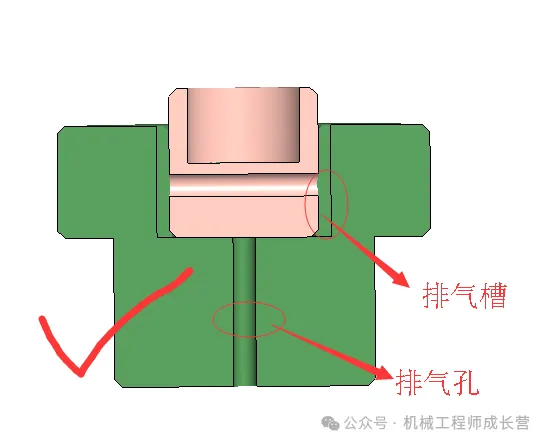
在盲孔中装入过盈配合轴时,需要开排气孔或是开槽,避免形成封闭空间,在装配与拆卸时困难。 |
|
|
42 |
|
|
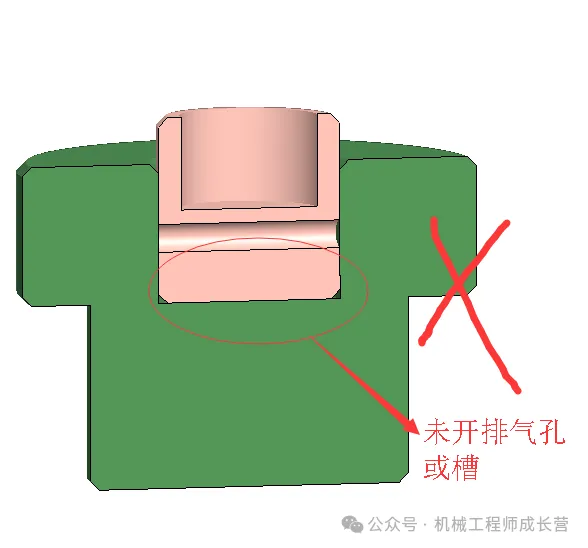
在产品与夹具精密配合情况下,需在夹具上开排气槽或是孔,避免产品发不到位或是取不出来。 |
|
|
43 |
|
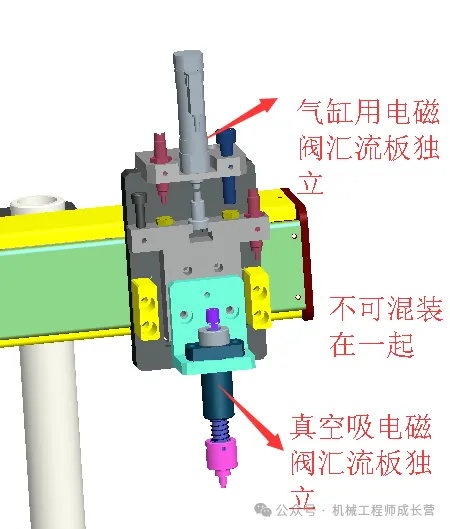
真空吸电磁阀与气缸使用电磁阀分开独立放置在汇流板上;所有真空吸的电磁阀可以放在同一个汇流板上。 |
||
|
44 |
|
设备中做测试的气源要独立,增加一个储气罐与三联件。 |
||
|
45 |
|
|
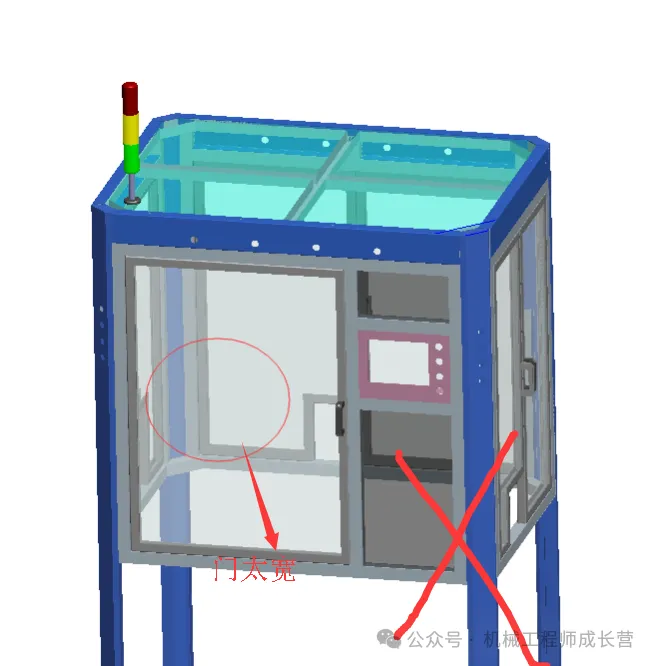
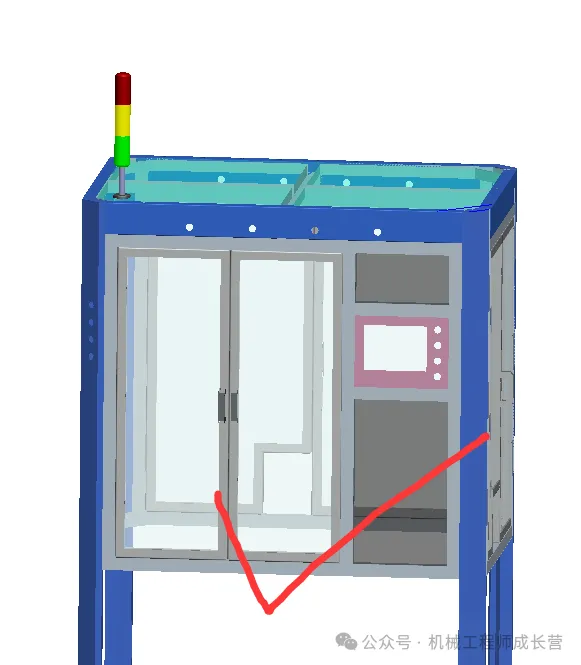
单个门宽度最好不要超过500mm。 |
|
|
46 |
|
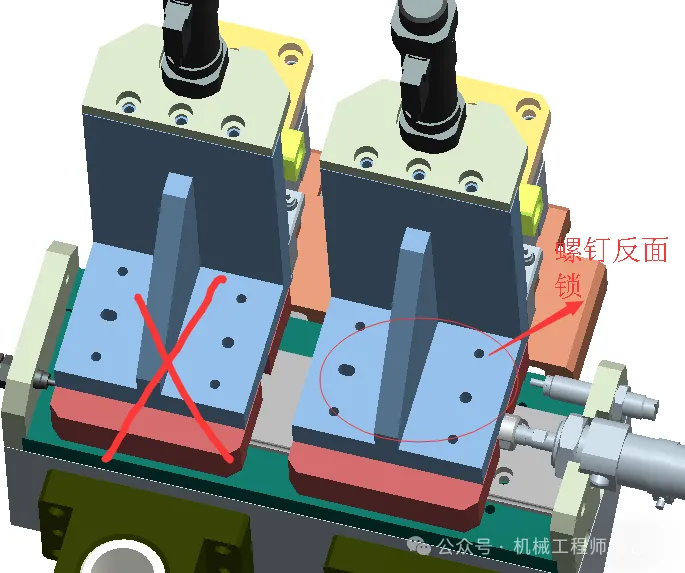
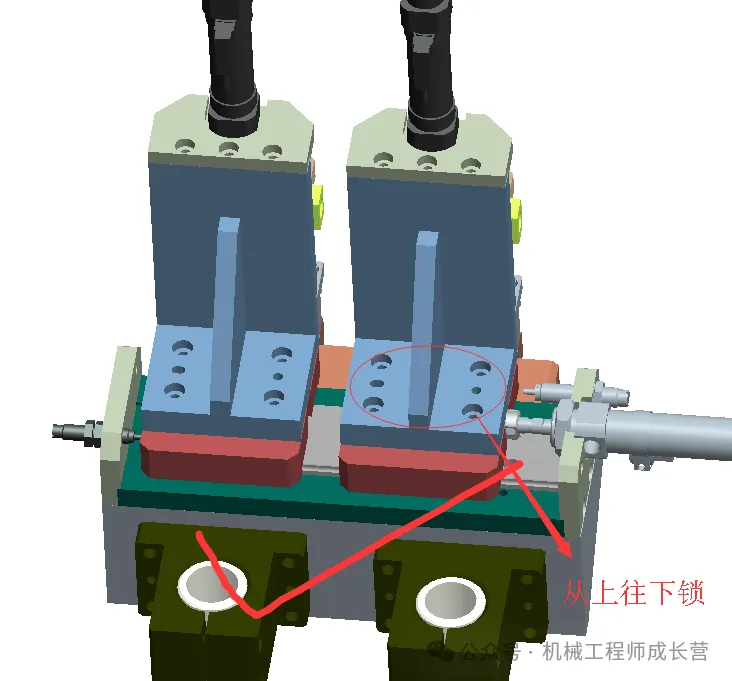
|
螺钉尽量不要从下往上锁,并且还需要注意留扳手位空间。 |
|
|
47 |
|
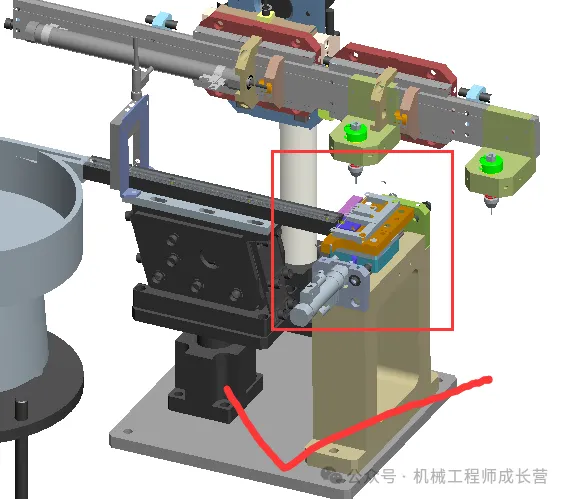
|
振盘出料后应先经错分定位,再取放;不可直接在直振上取料。 |
|










各位搞机械的兄弟们,我们坐下来,唠两句掏心窝子的话。
干咱们这行啊,真就跟搭乐高似的,图纸上的每个尺寸、零件上的每道工序,那都是实打实的筋骨肉。
你信不信?图纸上粗牙标注细牙,丝杆导程选型错误,轴承安装孔公差错误等等,以及客户投诉的零件装配不上,搞不好是图纸上小数点后头少了个零或者公差不足。
张工上个月不就栽跟头了吗?赶工画图把公差尺寸标错0.15毫米,结果车间师傅们硬是照着做了两百个零件,最后全成了废铁疙瘩。这哪是浪费材料的事儿啊,那是活生生砸了自己招牌!咱们这双手啊,握的是笔杆子,可笔尖底下压着的都是真金白银。
别觉着”差不多就行”,咱们设计的不是玩具,是可能要扛几十吨重量的钢铁家伙。你想想,要是大桥的焊缝少焊两公分,高铁的齿轮少算个应力,那得是多吓人的事儿?咱干技术的,就得像老中医把脉似的,每个参数都得摸得准准的。
记着啊,下班前多花十分钟把图纸再过三遍,试制的时候蹲车间盯着师傅装第一个样件,这些看起来磨叽的笨功夫,关键时刻能救命。啥叫专业?就是把别人觉得”没必要”的细节,都当成自家孩子似的较真。咱们手里的卡尺量的是零件,量的更是良心呐!
今天整理的这份资料,非标自动化设备开发人员设计注意的细节,感兴趣的同学好好看看,仔细学学,引以为戒,希望对你有一定的帮助!
新的一年,希望我们每一位工程师少犯错,多出业绩。
你我共勉,加油!
文档领取方式
✔获取方法一:
分享文章到您的朋友圈,然后截图给客服(请添加客服微信 lakala1110),即可获取该文原版资料。

✔获取方法二:
点击下方小程序进入“机械工程师成长营”知识星球,获取里面的海量资料(数百上千份资料持续上传中,目前已更新300份+)。
✔获取方法三:
转发文章到朋友圈,文章底部点击左下角点“阅读原文”可直接获取。